Токарный станок модели ИТ-1М является специализированным токарным оборудованием, разработанным для передвижных автомобильных мастерских Министерства обороны, размещавшихся в стандартных КУНГах. Габариты его рабочего пространства практически такие же, как и у самого массового советского токарного станка 16К20. При этом его вес почти в три раза меньше, а мощность главного двигателя составляет всего 3 кВт (против 11 кВт у 16К20).
Электропитание станка может осуществляться как от сети 220 В и 380 В, так и от автономного генератора. ИТ-1М является лучшей моделью для «гаражного использования», т.к. может обрабатывать детали того же габарита, что и промышленные токарные станки, но при этом запитывается от бытовой электросети. Помимо мобильной выпускалась и стационарная версия этого токарного станка, которая носит обозначение ИТ-1ГМ.
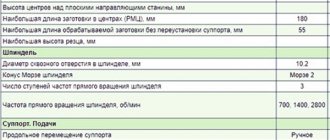
Технические характеристики
ИТ-1М является стандартным токарно-винторезным станком и может выполнять все виды обработки характерные для оборудования этого типа.
Его главная особенность — малая мощность главного привода при значительных размерах рабочего пространства.
При небольшом для своего класса весе токарный станок ИТ-1М обладает хорошей жесткостью и виброустойчивостью. Этим он обязан удачной конструкции станины — полой литой основы с перегородками и ребрами жесткости. Еще одним достоинством ИТ-1М является возможность увеличение диаметра обточки до 550 мм. Для этого в станине предусмотрена выемка со вставкой, которую извлекают при точении крупногабаритных заготовок.
Технические параметры станка вполне достаточны для работы в механообрабатывающих подразделениях небольших предприятий. Предельные диаметры обточки изделий в форме вала и диска зависят от размеров заготовки и составляют над:
- станиной – 400 мм;
- выемкой – 550 мм;
- суппортом – 225 мм.
Максимальная длина обработки на ИТ-1М равна 1400 мм (при удаленной вставке — 300 мм), диаметр проходного отверстия шпинделя — 36 мм. Цена деления лимбов на органах управления суппорта составляет 50 мкм, а поворотной шкалы — 1°.
Если у Вас возникает необходимость в установке пластиковых окон, утеплении балкона или лоджии, советуем обратиться в компанию Оконный мастер. Об их услугах вы можете подробнее ознакомиться на официальном сайте: https://okonniymaster.ru/balcons/vnutrennyaya-otdelka-balkona.html. Можно не только утеплить балкон, но и обшить его пол фанерой, линолеумом, паркетом или ламинатом. Для отделки стен применяется вагонка, пластиковые пвх-панели, декоративная штукатурка, пробковое покрытие или декоративный камень.
Токарный станок ИТ-1М производился в двух модификациях: базовой и укороченной. В первом случае межцентровое расстояние бабок составляет 1400 мм, а во втором – 1000 мм. Базовая версия весит 1.33 тонны, укороченная легче на 190 кг: ее вес составляет 1.14 тонны.
Сферы применения станков
Не совсем обычное соотношение геометрии рабочего пространства и мощности главного привода токарного станка ИТ-1М объясняется тем, что изначально он разрабатывался по техническому заданию Министерства обороны как штатное оборудование для полевых авторемонтных подразделений Советской армии.
В состав армейской передвижной авторемонтной мастерской (ПАРМ) входило несколько единиц специальной техники, в том числе МРМ-М1 (мастерская ремонтно-механическая) на базе ЗИЛ-131. Она представляла собой КУНГ, в котором размещались электросиловая установка и несколько станков: токарно-винторезный, сверлильный, заточной и точильно-шлифовальный.
Суппорт
Технические характеристики этого элемента обусловлены конструкцией, которая состоит из:
- верхней каретки;
- салазок для выполнения перемещений;
- узла, закрепляющего резец, имеющий поворотную конструкцию.
Поворот и фиксирующее действие узла для закрепления резца производится применением одной рукоятки.
А также интересно то, что передвижение суппорта в разных направлениях производится специальным механизмом, расположенным в фартуке токарного станка. Этот механизм конвертирует вращение ходового винта в передвижение суппорта.
Еще в станке применена довольно эффективная защита, фиксирующую рукоять ходового вала во время его запуска, что предохраняет оператора от неприятных последствий.
Смазочная система
В станке ИТ-1М задействована специальная система смазки, в которую входят такие элементы:
- фильтр;
- магнитный патрон;
- масляный насос;
- резервуар для масла.
Чтобы осуществлялась подача жидкости для смазки, используется специальный насос, работающего от вращающегося вала редуктора, причем независимо от направления его вращения.
Конструктивные особенности
Токарно-винторезный станок ИТ-1М имеет обычную для этого вида оборудования компоновку: станина с направляющими, передняя и задняя бабки и суппорт с резцовыми салазками. Среди его особенностей можно отметить вставку в станину, снятие которой позволяет обрабатывать заготовки большего габарита, а также небольшую мощность главного двигателя, что делает невозможным вести точение с большими глубинами резания. В паспорте станка указано, что на нем можно монтировать приспособления для фрезеровки плоскостей и пазов, а также выполнения расточных и шлифовальных операций.
Габаритные размеры рабочего пространства
Геометрия обработки у ИТ-1М практически такая же, как у и самых распространенных токарно-винторезных станков 1К62 и 16К20. Она позволяет обтачивать детали в форме вала длинной до 1400 мм и диаметром до 225 мм и детали в форме диска максимальным диаметром 400 мм (при вынутой вставке – до 550 мм). У укороченной версии этой модели предельная длина заготовки составляет 1000 мм.
Расположение и функционирование органов управления
Большинство органов управления токарного станка ИТ-1М смонтированы на его передней бабке. На ее верхней части находится панель с тумблерами (слева направо): переключатель выбора напряжения, выключатель двигателя охлаждения и автоматический выключатель, а в нижней части — рычаг выбора скорости шпинделя. Над ним в ряд располагаются три ручки, посредством которых устанавливается величина подачи, тип и шаг резьбы, а справа от него — рычаг управления вращением шпинделя (включение, реверс и торможение). Под панелью тумблеров находятся рукоятка выбора типа резьбы и ручка перебора.
На фартуке смонтированы следующие органы управления: маховичок позиционирования суппорта, ручка позиционирования каретки и поперечных салазок и ручка ходовой гайки. Над маховичком расположена ручка поперечного перемещения каретки, а над ней рычаг поворота и фиксации резцедержателя. Органы управления задней бабки немногочисленны: штурвал передвижения пиноли и рычаг ее зажима. Помимо этого, здесь же находится гайка, фиксирующая положение задней бабки.
Расположение составных частей
Как у и любого токарного станка, базовый компонент ИТ-1М — это станина с двумя рядами направляющих. Слева на ней смонтирована передняя бабка со шпиндельным узлом и шестеренчатыми механизмами, а справа — задняя бабка с пинолью. По направляющим перемещается суппорт с продольными и поперечными салазками и четырехпозиционым резцедержателем.
Конструкция
Элементы управления.
Для полноценного представления элементов управления агрегата и их расположения, разберём их ниже. Итак, вашему вниманию будут представлены 39 частей:
- Рукояти переключения вращательных частот шпинделя. Располагается на корпусе левой тумбы.
- Рукоять для установки величин подачи, отключение коробки. Находится на корпусе левой тумбы ниже шпиндельной коробки.
- Рукоять для установления типовой резьбы (питчевой, метрической, модульной, дюймовой), а также для осуществления подачи. Находится на корпусе левой тумбы, ниже шпинделя.
- Рукоять для установки шага резьбы и подач. Находится также ниже шпиндельной коробки.
- Табличка обозначения резьб. Находится там же, где и рукояти управления по резьбам.
- Рукоятка для выбора шага резьбы (увеличенный шаг, стандартный). Находится на передней бабке.
- Рукоятка для выбора направления резьбы (левая, правая). Месторасположение — левая бабка.
- Рукоять для переключения частот вращения шпиндельной головки. Находится на передней бабке.
- Табличка с обозначениями.
- Переключатель выбора напряжения. Находится на пульте управления.
- Табличка с обозначениями пульта управления.
- Переключатель установки напряжения. Находится на пульте управления.
- Тумблер отключения или включения двигателя охлаждения. Местонахождение на пульте управления.
- Тумблер автоматический. Находится на пульте управления.
- Винт для зажима кожуха, обеспечивающего ограждение кулачкового патрона. Расположен на кожухе.
- Тумблер выключения освещения. Расположен непосредственно на лампе освещения.
- Винт для зажима штанги с экраном. Находится внизу самого экрана.
- Рукоять для зажимания и поворота резцедержателя. Находится на подвижном суппорте.
- Сопло для подачи охлаждающего элемента, которое регулируется. Местоположение — суппорт.
- Винт для крепления трубки системы охлаждения. Находится также на суппорте.
- Рукоять перемещения каретки в поперечном направлении. Располагается на суппорте.
- Рукоять для перемещения верхней каретки. Имеется на суппорте.
- Винт, который зажимает суппорт.
- Рукоять для закрепления пиноли. Находится на задней бабке.
- Гайка для зажимания задней бабки на самой станине. Находится на правой (задней) бабке.
- Маховик выдвигания пиноли. Расположен он непосредственно на пиноли.
- Винт, с помощью которого осуществляется движение задней бабки в поперечном направлении.
- Рукоять для механического движения поперечных салазок и каретки. Имеется на задней бабке.
- Рукоять для включения гайки, расположенной на ходовом винте.
- Рукоять, которая включает вращение, реверс и тормоз шпинделя. Присутствует на задней бабке.
- Рукоять для закрепления арматуры, относящейся к освещению. Находится на суппорте, у основания арматуры, ведущей к лампе освещения.
- Сигнальная табличка, показывающая включен или выключен ходовой винт. Находится на суппорте.
- Кнопка, включающая реечную шестерню. Находится за маховиком на суппорте.
- Маховик, обеспечивающий продольное движение конструкции суппорта.
- Рукоять, отвечающая за реверс, тормоз, вращение шпиндельной головки. Находится на передней бабке.
- Табличка, предупреждающая о высоком напряжении. Имеется внизу левой тумбы.
- Табличка, указывающая на место заземления. Местоположение — передняя тумба, сбоку.
- Кнопка остановки (кнопка «стоп»). Присутствует на пульте управления. Как правило, используется на станках модели ИТ-1ГМ.
- Сигнальная лампа. Находится на пульте управления. Применяется обычно на модели ИТ-1ГМ.
Когда все детали оборудования нам известны, можно приступить к электронике станка.
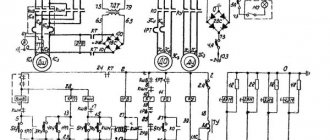
Электрическая схема
На токарном станке ИТ-1М для питания электродвигателей используется трехфазное напряжение 380 В и 220 В. Сигнальная и осветительная цепи запитаны от бортовой сети 12 В.
В состав электрооборудования станка входят следующие компоненты:
- главный электродвигатель;
- автоматический выключатель;
- переключатель реверса главного двигателя;
- пакетный переключатель напряжения главного двигателя;
- пакетный переключатель напряжения двигателя системы СОЖ;
- электродвигатель системы СОЖ;
- выключатель насоса СОЖ.
Помимо этого, на суппорте станка установлена лампа освещения на гибкой стойке с выключателем.
Кинематическая схема
Кинематическая схема токарного станка подобна схемам других универсальных токарно-винторезных станков среднего габарита. Шпиндель получает вращение как напрямую от ведомого шкива, так и от системы переключаемых зубчатых колес. Коробка подач принимает движение от шпиндельного узла через систему сменных зубчатых колес и передает вращение механизму фартука через ходовой винт и ходовой вал.
Система шестерен фартука сообщает движение суппорту, обеспечивая его поперечное и продольное перемещение. Также к кинематической схеме станка относятся механизмы ручного перемещения его рабочих органов и устройства механической блокировки.
Схема кинематическая токарно-винторезного станка ТН-1
Кинематическая схема токарного-винторезного станка тн-1
Цепь привода главного движения токарного станка тн1
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
- первый вариант (на схеме обозначен сплошной линией) через блок зубчатых колес Б-В и колесом Г
- второй вариант (на схеме обозначен пунктирной линией) через зубчатые колеса Б и В
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
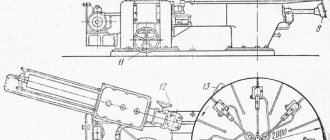
Кинематическая цепь револьверной головки
Перемещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
Кинематическая цепь подвижной резцедержки станка ТН-1
Кинематическая цепь подвижной резцедержки станка тн-1
Перемещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.
Неподвижная резцедержка токарного станка тн-1
Инструкция по эксплуатации
Единственной документацией, которая поставлялась вместе с токарным станком ИТ-1М, является брошюра под названием «Руководство по эксплуатации» объемом 66 страниц. Последней главой этого руководства является паспорт конкретного изделия с указанием комплекта поставки, отметками о приемке, консервации и упаковке, а также подписями ОТК и заказчика. Обращает на себя внимание, что приемо-сдаточные испытания проводились в «кузове-фургоне подвижной ремонтной мастерской типа МРМ».
В целом инструкция по эксплуатации достаточно традиционна и содержит общие виды, чертежи отдельных компонентов, указания по установке, настройке, наладке и эксплуатации, а также кинематическую и электрические схемы станка. Единственно, что обращает на себя внимание — это отсутствие информации о ремонтных циклах и составе работ по отдельным видам ремонтов.
Техника безопасности при работе на станке
Токарный станок по металлу ИТ-1М относится к категории повышенной опасности, поэтому здесь существуют строгие правила:
- человеку без квалификации запрещено работать на подобном оборудовании;
- в ходе всех процедур следует соблюдать правильное положение туловища и рук;
- перед началом действий мастер обязан провести инструктаж;
- в помещении с оборудованием должен быть огнетушитель и другие противопожарные системы;
- если обнаружиться неисправность агрегата, следует немедленно остановить работу и вызвать специалиста;
- самостоятельный ремонт строго запрещён;
- глаза работника должны быть защищены от попадания металлической стружки;
- запрещено проводить манипуляции со спущенными рукавами.
Это лишь часть правил, которые обязан знать каждый сотрудник. С более подробной версией можно ознакомиться в полной версии правил безопасности и эксплуатации.
Техника безопасности
В руководстве по эксплуатации токарного станка ИТ-1М присутствует раздел 2.1 «Меры безопасности», который содержит всего два предложения общего характера. В них указывается на необходимость проведения инструктажей и изучения руководства по эксплуатации перед тем, как приступить к работе на станке.
Остальные указания по мерам безопасности при эксплуатации станка включены в отдельные разделы первой и второй главы. Сюда относятся требования по заземлению, использованию ограждения, проверке блокировочных устройств, защите от стружки и т.п.
Применение оборудования
Станок по металлу пригоден для нанесения как внутренней, так и внешней резьбы с любым шагом, выполнения фрезерной обработки, расточки и разрезки металлических изделий. К основным его функциям можно отнести:
- сверление;
- заточка резцов;
- торцовка;
- обточка.
Также токарный аппарат может выполнить множество функций, не связанных с резаньем, а описание всех возможностей вряд ли поместиться в одну статью. Однако подробнее ознакомиться с возможностями можно, почитав руководство по эксплуатации. Следует отметить, что этой модели присвоен класс точности «Н», что говорит о повышенном качестве готовой продукции. Но создание деталей всегда сопровождается определёнными рисками, и чтобы обезопасить себя, рекомендуется ознакомиться с правилами работы.