02.11.2021 Автор: VT-METALL
Из этого материала вы узнаете:
- Принцип работы контактной точечной сварки
- Плюсы и минусы контактной точечной сварки
- Области применения точечной контактной сварки
- Устройство аппарата контактной точечной сварки
- Параметры контактной точечной сварки по ГОСТу
- Виды контактной точечной сварки
- 6 этапов работы контактно-точечной сваркой
- 7 часто встречающихся дефектов при контактной точечной сварке
Полтора века человек применяет технологию точечной сварки. Благодаря ей стало возможно производство автомашин и другой всевозможной техники, которой люди пользуются сегодня в привычном режиме. Со временем данный способ перекочевал в гаражи и мастерские любителей. Контактная точечная сварка приходит на помощь непрофессионалам, потому что не требует никаких особых предварительных работ, при этом обеспечивая высокую прочность шва.
Далее расскажем о принципах и сферах применения этого способа сварки. Перечислим его виды, часто встречающие ошибки мастеров и дадим пошаговую инструкцию по применению. Масса полезной информации и практические советы ждут вас.
Что такое точечная сварка
Точечная сварка – распространенный способ сваривания, основанный на соединении двух изделий нагревом с помощью электрического тока.
Свойства сварного шва зависит от нескольких факторов:
- Свойства электродной проволоки;
- Ток при сварке;
- Чистота поверхности свариваемых конструкций;
- Сила сжатия изделий между собой.
Качественная сварка высоко ценится и не менее высоко оплачивается. Она отличается высокой производительностью и широкой областью применения.
Успешно применяется в следующих отраслях производства:
- Автомобилестроение;
- Судостроение;
- Самолетостроение;
- Машиностроение.
Области применения точечной контактной сварки
Применение точечной сварки чаще всего происходит в бытовых условиях. Ею пользуются при необходимости быстро получить надежное соединение металлических элементов. Для этого необязательно быть профессионалом, оборудование можно изготовить самостоятельно.
Чаще всего контактная шовная точечная сварка нашла применение для соединения:
- деталей из профлиста (при проведении декоративных и строительных кровельных работ);
- труб, способных выдерживать любое сильное давление, предназначенных для эксплуатации в агрессивных средах и т. д.;
- меди (например, в автотранспорте, железнодорожных рельсах, узлах автомобилей).
Как работает точечная сварка
Этот вид сварки имеет характерные особенности, которые требуется учитывать при эксплуатации оборудования. При пропускании тока по электродам через свариваемые внахлест металлические конструкции выделяется тепло, которое стремительно нагревает и расплавляет детали.
Металлические детали плотно прижимаются электродной проволокой, за счёт чего они плотно соединяются между собой.
Плюсы и минусы точечной сварки
Сварка по точкам, как и любой другой вид сварочного «искусства», имеет ряд достоинств и недостатков.
О плюсах:
- Ровный и точный шов;
- В месте сваривания деформации незначительны;
- Имеется возможность автоматической работы;
- Сваривание этим способом не оказывает пагубного влияния на здоровье человека;
- Скорость работы;
- Возможно соединение толстого материала;
- Простота использования.
При таких существенных достоинствах имеются и недостатки. Коротко о них:
- Область применения – соединение листовых деталей внахлест и стержневых материалов (например, проволока)
- Низкая герметичность по сравнению со сварными швами с использованием электродной проволоки;
- Металл должен быть зачищен перед свариванием;
- Требуется опыт настраивания аппаратуры.
Дефекты сварки и контроль качества
Дефекты, возникающие в процессе контактной сварки, бывают двух типов:
- Бракованные сварные узлы. Причин тому может быть несколько: чрезмерный нагрев стыковочной области, избыточное механическое давление, сбои в работе самого аппарата. Размеры сварной точки контролируют с помощью специальных шаблонов и измерительных приборов;
- Брак сварного шва. Такое случается, если область стыковки деталей слишком узкая, или наоборот – широкая, если она содержит неровности, заусенцы, зазоры. Подобные дефекты можно определить путем визуального осмотра – невооруженным глазом, через лупу, с помощью проверки щупом или пробником. В случае необходимости шов просвечивают рентгеном.
Профилактика брака – грамотная работа не только во время сварки, но и перед ней, что включает выравнивание и зачистку контактной кромки.
Сварочное оборудование
Поговорим об оборудовании, о том, на что стоит смотреть при выборе и о ряде других тонкостей.
Сварка мелких деталей
Иногда бывает проблематично крепить небольшие контакты: обычный паяльник для этого не подходит, соединение, полученное методом лужения очень хрупкое, не выносит больших динамических нагрузок.
Сделать точечную сварку двух небольших контактов можно с помощью мини-сварочника небольшой мощности. Он делается по такому же принципу, что и клещи, только нижняя ручка зажимного устройства стационарно закреплена, двигается только верхняя.
Источник тока фиксируется на диэлектрической основе, это может быть:
- дерево;
- фанера;
- негорючий пластик;
- текстолит.
В качестве выпрямителя тока подойдет трансформатор из микроволновой печи или готовый TR1. Если используется трансформатор из микроволновой печи, в качестве дополнительной обмотки используют провод с сечением не меньше 8 мм2 в прочной термостойкой оплетке.
При подборе электродов важно соизмерять их толщину с размерами провода. Д Концы электродов затачивают до нужного размера. Чем меньше площадь касания, тем прочнее соединение.
- Вентилятор своими руками: как сделать самодельный мощный вентилятор. Основные параметры и свойства вентиляторов (130 фото)
- Зачем нужна охранная сигнализация, какие функции она выполняет
Как выбрать зимнюю спецодежду, и не ошибиться — рекомендации от профи
В качестве электрода для точечной сварки используют:
- жала паяльников;
- латунный сплошной прокат (прутки, шестигранники, капиллярную трубку);
- стержни из хромокадмиевой бронзы.
При выборе рычага учитывают длину рабочей зоны – это глубина, на которую можно завести свариваемый металл в сварочное устройство. Для крепления жала на ручке используются клеммы: к одному концу подводится ток, другая часть закрепляется саморезом.
Чтобы правильно выбрать время импульса, в электросхему блока питания включают резистор. Кнопку включения выводят на ручку или фиксируют на коробе блока питания. Провода и корпус можно спрятать в единый корпус из электроизолятора.
Как выбрать
При выборе сварочного оборудования для сварки точками учитываются 7 важных параметров, влияющих на цели и допустимые пределы возможности сварочного аппарата:
- Способ сваривания
- Режим работы
- Напряжение
- Максимальная сила поступаемого тока
- Допустимая толщина материала
- Способ управления
- Дополнительные опции
Процесс сборки контактной точечной сварки из инвертора
Изготовить прибор для контактной сварки можно своими рукам из сварочного аппарата. Полностью весь инвертор не нужен, из него вынимаются только основные элементы: выключатель, трансформатор с блоком питания и система управления.
С трансформатора удаляется вторичная обмотка, вместо нее создается новая из медного провода сечением не менее 200 мм². Она укрывается термобумагой, поверх которой накладывается лак для фиксации и улучшения изоляции.
Обе обмотки следует заземлить, так как контакт с находящимися под напряжением элементами из-за высокой мощности тока может быть смертельно опасным. Необходимо следить за плотностью укладки витков, в противном случае между ними могут образоваться замыкания – провода перегреются и перегорят.
Также при сборке аппарата для контактной точечной сварки необходимо предусмотреть охлаждение трансформатора. Для этого можно использовать обдуваемые вентиляторами радиаторы.
Емкости конденсаторных устройств, имеющихся в некоторых моделях инверторов, для контактной сварки может не хватить, потому при необходимости следует приобрести подходящие по своим характеристикам элементы.
Типы
Переносное оборудование отличается малыми габаритами, не больше 18000 см3. Маленькому оборудованию соответствуют маленькие мощности.
- Максимальная толщина металлического листового свариваемого материала – не более 5 мм. Подобные аппараты пригодны для сваривания кузовных элементов или крупных металлических конструкций. Такое оборудование должно весить не больше 16 килограммов.
- Стационарное оборудование применяется в рамках производствах. В сравнении с переносными сварочными аппаратами обладают большими габаритами (до 300000 см3) и массой до 1 центнера. Большие мощности позволяют сваривать листовой металл сечением не более 10 мм.
Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
- с проволокой либо прутьями сечением до 4 мм;
- с плоскими изделиями до 1 мм.
Технические характеристики прибора:
- сеть питания переменного тока: 220 В, 50 Гц;
- напряжение без нагрузки – от 4 до 7 В;
- наибольший пульсирующий ток контактной сварки – до 1500 А.
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки.
На первичной обмотке Т2 присутствует 6 выходов, посредством переключения которых выполняется последовательная настройка сварочного тока обвивки вторичной. Стабильно соединенным с общей цепью остается лишь один вывод, остальные являются регулировочными и запитываются по одному.
Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА.
В состав управляющего узла включены:
- блок питания;
- узел управления;
- реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога.
Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Способы точечной сварки
Сварочное оборудование разделяется на два метода сваривания.
Сварка с одной стороны. Для этой операции используются споттеры, они имеют несколько принципиальных отличий от других аппаратов. Имеется ручное приспособление, которым производится сваривание. Односторонний вариант сваривания металлических конструкций оправдан в случае труднодоступности к обратной стороне свариваемых изделий.
Удобнее пользоваться видом сварки, когда есть возможность проварить шов с обеих сторон. Этим способом пользуются для соединения листовых материалов.
Обозначение контактной сварки на чертеже
Обозначение на чертеже видимого сварного шва, вне зависимости от способа сварки, выполняется сплошной основной линией, невидимого – штриховой линией. Видимая сварная точка о, выполненным сплошными основными линиями, невидимая – не отмечается никак. От изображения шва или точки, если они видимы, проводят выносную линию, которая заканчивается односторонней стрелкой.
Обозначение на чертеже сварного шва контактной сварки
Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.
Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.
Инструкция по созданию контактной сварки из СВЧ-печи
Важнейший параметр контактной сварки из микроволновки – длительность влияния на подлежащие обработке заготовки.
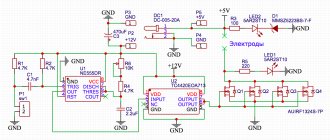
Цепь управления точечной контактной сварки
Настройка длительности и регулирование параметров контактной сварки выполняется посредством:
- емкостных устройств электролитических с напряжением заряда от 50 В;
- коммутаторов П2К с отдельной фиксацией;
- резисторов R1 и R2;
- кнопки КН1 с двумя контактами: нормально-замкнутым и нормально-разомкнутым.
При подключении АВ1 производится зарядка емкостных элементов, подключающихся к питающему блоку и управляющей цепи через П2К. Срок их службы повышается благодаря лимитации тока зарядки посредством R1. Зарядка осуществляется через нормально-замкнутый контактный блок КН1.
Этот узел при нажиме КН1 разъединяется, выполняется отключение цепи, емкости по нормально-замкнутой цепь подсоединяются к К1, который срабатывает от тока разрядки конденсаторов.
Блок разъединенных нормально-замкнутых элементов КН1 не позволяет К1 запитаться от блока напрямую. Чем выше общий емкостный объем, тем больше времени требуется для их разряжения, К1 продолжительнее соединяет контакты № 4 и 5 элемента МТТ4К, и, следовательно, длительность импульса сварки увеличивается. При полной разрядке емкостей происходит отключение реле и прекращение функционирования оборудования. Для подготовки прибора к последующим импульсам следует отжать КН1.
Разрядка конденсаторов производится переменным резистором R2, служащим для регулировки импульса.
Особенности модернизации трансформатора
В каждой микроволновой печи присутствует магнетрон. Имеющийся в СВЧ-печке трансформатор имеет меньше витков на первичной обвивке и больше – на вторичной, на которой величина напряжения может доходить до 2 кВ. Удвоитель, если он конструктивно предусмотрен, увеличивает напряжение в 2 раза. Такое свойство особенно важно для сооружения аппарата контактной сварки.
При изъятии трансформаторного устройства нельзя допустить его повреждения. После снятия корпуса микроволновки элемент демонтируется с места закрепления. Для контактной точечной сварки требуются лишь магнитопровод и первичная обмотка трансформатора, подключающаяся к сети. Она обладает малым числом витков и утолщенным проводом.
Вторичная обвивка не потребуется, ее следует аккуратно удалить ударами молотка по зубилу, стараясь не причинить вреда первичной обвивке. Если в микроволновке имеются шунтирующие устройства, их также следует демонтировать. Магнитопровод может не приклеиваться, а устанавливаться на сварке, тогда лучше применить ножовку либо стамеску.
Затем необходимо изготовить новую вторичную обвивку. Для нее потребуется провод сечением от 1 см². Можно взять несколько проводков, но требуемая площадь должна быть сохранена.
При необходимости изготовления оборудования для контактной сварки большей мощности единственного трансформирующего элемента будет недостаточно. Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Чем выше мощность трансформатора, тем значительнее может получиться скачок сетевого напряжения при пробном запуске контактной сварки.
Подготовка элементов управления
Основные органы, регулирующие работу устройства для сварки контактным методом, – рычаг управления и выключатель. С их помощью создается необходимое усилие на соединяемых заготовках и клещах.
От нажатия зависит прочность создаваемого соединения, потому рекомендуется установить рычаг максимально возможной длины. Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке.
Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину.
Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Для охлаждения контактной точечной сварки можно установить кулер от ПК. Нельзя пренебрегать необходимостью регулярных пауз в работе для остывания всех частей аппарата.
Напряжение
Сварочные установки питаются от 220В и от 380В. Об этом в указывается в документах, идущих в комплекте со сварочным аппаратом
Важно! Не рекомендуется подключать аппараты мощностью более 5 кВт к бытовой сети.
Необходимое оборудование
В зависимости от режима, в котором планируется вести работу, выбирается соответствующее оборудование. Сегодня в магазинах имеется большой ассортимент аппаратов для точечной сварки.
На крупных предприятиях устанавливаются дорогостоящие станки для данного типа сварки. Такой станок имеет высокую функциональность и может работать с самым разным металлом. Цена может меняться в зависимости от типа установленного на станке трансформатора.
Существуют легкие компактные аппараты для использования в быту. В их комплект входят трансформатор невысокой мощности, а также клещи.
Самым популярным аппаратом считается споттер. Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.
Примерная стоимость споттеров на Яндекс.маркет
Споттер имеет достаточно простую схему работы, а качество работы соответствует всем требованиям.
Допустимая толщина материала
Параметр, говорящий о максимальной толщине детали, которое может проварить сварочное оборудование. Игнорируя этот параметр, качество сварки значительно ухудшается. Обозначается либо общим сечением, например «2 мм», либо двумя числами, «1+1 мм».
Промышленные аппараты имеют возможность сваривать вместе три металлических листа, тогда сечение обозначается «1+1+1 мм».
Способ управления
Чем дешевле аппарат, тем меньше функционал и сложнее управлять прибором. В самых дешевых версиях отсутствует возможность настройки сила тока – она одна и всегда максимальная.
Стоит ли говорить, что работать приходится вручную. Перед работой на таком сварочном аппарате желательно «обкатать» его на черновых листах, а после приступать к работе.
Числовое управление значительно облегчает работу. Оператор указывает тип соединения, которое подлежит обработке, а «мозги» оборудования самостоятельно подбирают необходимые режимы работы. Сварщику требуется только поднести электроды к месту сварки. Конечно, за такой удобный функционал приходится доплачивать.
Конструкции устройства
Ранее уже было сказано о том, что точечная сварка своими руками может быть собрана любым мастером. На данный момент в интернете существует большое количество примеров, посвященных изготовлению подобного оборудования.
Сварка, сделанная своими руками, позволит решить большое количество задач, связанных с ремонтом и изготовлением различных изделий и механизмов. Данное устройство будет незаменимым практически в любой мастерской или в гараже.
Самым важным является такой факт: сделать агрегат своими руками из сварочного устройства не составит труда. В результате, при наличии этого прибора создание качественных и надежных соединений разнообразных металлических изделий станет обычным делом.
В зависимости от особенностей характеристик свариваемых заготовок, таких как их размеры, теплопроводность и т.д., процесс сварки должен осуществляться со следующими параметрами:
- напряжение силовой цепи составляет от одного до десяти вольт;
- время процесса должно длиться от 0.01 до нескольких секунд;
- ток сварочного импульса превышает тысячу ампер;
- зона расплавления поверхности деталей минимальна;
- давление, прикладываемое к месту сварки, должно достигать десятков, а иногда и сотен килограмм.
Достаточно соблюдать все вышеперечисленные параметры, и тогда качество соединения не вызовет никаких сомнений. Сделать контактную сварку своими руками можно в соответствии с одной из схем, представленной в интернете.
Электрическая схема сварочного аппарата.
Самым распространенным вариантом является сварка из микроволновки. Это связано с тем, что достать данный прибор в наше время не составит труда. А сам процесс сборки достаточно прост и потребует лишь тщательного следования инструкции.
Также распространенными являются устройства на основе лабораторных автотрансформаторов, инверторов и т.п.
Давайте рассмотрим на одном из вариантов, как сделать точечную сварку.
В этих целях нам понадобятся:
- элемент переменного сопротивления, номиналом 100 Ом;
- конденсатор емкостью тысяча микрофарад, рассчитанный на напряжение не меньше 25 В;
- тиристор;
- диоды;
- плавкий предохранитель на пять ампер.
Чертежи
Cварка контактного типа своими руками может изготавливаться только в случае правильного выбора чертежа. Тут следует отдавать предпочтение наиболее простым схемам с наименьшим количеством узлов и деталей.
Стоит иметь в виду: сварка, изготовленная своими руками, не обладает слишком высокой мощностью. Однако ее вполне достаточно в выполнении практически всех бытовых задач, возникающих при работе на даче, в мастерской или в гараже.
Перед тем, как разбираться со сборкой подобного устройства, следует вспомнить школьный курс физики, а именно закон Джоуля-Ленца. Суть закона заключается в следующем: ток, проходящий по проводнику, создает тепловую энергию. Ее величина пропорциональна сопротивлению, времени и квадрату тока.
Вывод из приведенного выше закона заключается в следующем: если ток большой, например, порядка тысячи ампер, то в случае плохого контакта и использования тонких проводов расход энергии станет слишком большим и в несколько тысяч раз превысит расход, соответствующий току в десять ампер.
В связи с этим качество собранной электрической цепи является очень важным.
Необходимые детали
Чтобы собрать аппарат для точечной сварки своими руками, следует позаботиться о наличии определенных деталей. Подобный прибор, сделанный в бытовых условиях, может иметь любую форму и габариты. Существует два основных типа реализации агрегата: в виде переносной конструкции или в виде крупногабаритного стационарного варианта.
Наиболее практичной является настольная контактная точечная сварка. Она прекрасно справится с простейшими задачами соединения тонколистового металла. Также ее можно без труда транспортировать или же просто перемещать по мастерской.
Процессы во время точечной сварки.
Итак, нам понадобятся:
- трансформатор, который можно сделать своими руками из запчастей микроволновки, также отличным вариантом является ЛАТр или трансформатор из телевизора;
- кабель сечением от десяти миллиметров;
- медные электроды;
- таймер;
- наконечники;
- болты;
- разнообразные подручные материалы для изготовления корпуса, массы и т.д.
Точечная сварка споттером делается как с использованием готовой схемы, так и на основе чертежей, разработанных самостоятельно. Все необходимые детали покупаются в соответствующих магазинах или же берутся из «донорской техники».
Изготавливая данный аппарат, важно правильно подобрать комплектующие на основе параметров и характеристик трансформатора.
Использовать следует только провода с правильным сечением, соответствующим току, протекающему по ним. Когда контакты выполнены плохо, на них будут большие потери энергии. В результате соединения будут искрить и нагреваться, а процесс сварки станет попросту невозможным.
Процесс сборки трансформатора
Многих интересует вопрос: как правильно сделать сварку из микроволновки?
Итак, чтобы собрать самодельный аппарат точечной сварки, необходим трансформатор. Данный элемент является сердцем устройства и именно от его характеристик будут зависеть параметры прибора в целом. Взять трансформатор для точечной сварки, как уже отмечалось выше, следует из СВЧ.
Любая микроволновая печь оснащается магнетроном, обеспечивающим нужное электромагнитное излучение, необходимое при подогреве еды. Этот узел требует достаточно высокого напряжения.
Трансформатор от микроволновки, подключенный к магнетрону, является повышающим. На его первичной обмотке количество витков меньше, чем на вторичной. Благодаря этому на ней формируется напряжение величиной до двух киловольт. За счет удвоителя эта величина потом умножается в 2 раза.
Необходимо аккуратно и осторожно доставать трансформатор из СВЧ печи. Микроволновку следует разобрать, сняв с нее основу и убрав крепления. В случае изготовления точечной сварки из трансформатора от печи понадобятся только две его составляющие.
Конструктивные элементы сварного соединения.
Первая – это первичная обмотка, на нее подается напряжение сети, вторая – магнитопровод. Его необходимо усовершенствовать так, чтобы он смог обеспечить необходимые параметры трансформатора.
Вторичная обмотка не понадобится, поэтому ее демонтируют с применением молотка, стамески или зубила. Главное – не повредить первичную намотку. Если при демонтаже будут обнаружены шунты, предназначенные ограничивать ток, то их следует удалить.
В печи СВЧ возможны два варианта реализации магнитопровода: клеевой и сварной. В первом случае удалять обмотку лучше всего с помощью ножовки или стамески. А вот во втором случае ее необходимо высверлить. Выполнять подобные операции следует с максимальной осторожностью и не разрушить магнитопровод.
После того как трансформатор извлечен из микроволновки, нужно намотать вторичную обмотку. В этих целях отлично подойдет провод диаметром не менее одного сантиметра. В случае когда в хозяйстве такого не имеется, его придется приобрести.
Покупать цельный одножильный провод не обязательно, можно обойтись и пучком из нескольких отдельных проводов, общим диаметром соответствующим необходимому. После того, как вторичная обмотка будет готова, получившийся модернизированный трансформатор обеспечит ток до тысячи ампер.
Этой величины вполне достаточно, чтобы аппарат, сделанный своими руками позволил без проблем осуществлять соединение мелких деталей, ремонт кузовных работ и многое другое.
При необходимости изготовить более мощное устройство параметров одного трансформатора может и не хватить. В таком случае можно использовать два таких элемента.
В подобном типе сварки на выходе необходимо получить 2 В, что позволит обеспечить ток более восьмисот ампер. Достичь такого результата возможно, если намотать на сердечник вторичной обмотки два-три витка.
Формирование необходимого количества витков может вызвать определённые трудности, если изоляция у провода слишком толстая. Решается эта проблема достаточно просто: изоляция с провода снимается и вместо нее делается другая с помощью тканевой изоленты.
Важным является наименьшая длина провода, используемого во вторичной намотке. Это необходимо для максимального уменьшения электросопротивления.
В случае необходимости сваривания металлических заготовок толщиной более пяти миллиметров понадобится устройство, обладающее большой мощностью. В изготовлении подобного прибора следует использовать два трансформатора, соединенных в одну электрическую цепь.
В данном вопросе важно соблюдать все правила такого соединения. Ошибка в подключении и неправильная сборка приведут не только к неработоспособности аппарата, но и к короткому замыканию.
После соединения одноименных выводов, замеряется ток, формируемый обмотками. Обычно подобные устройства способны обеспечивать силу тока на уровне двух тысяч ампер. Если данную величину превысить, тогда могут произойти сбои в электрической цепи не только вашего дома, но и у соседей.
Итак, каких результатов можно достичь, в случае соединения между собой двух трансформаторов, одинаковых по мощности и параметрам?
Допустим имеется два идентичных устройства мощностью полкиловатта, величина входного напряжения соответствует значению сети и составляет 220 В, а на выходе трансформатор выдает два вольта и обеспечивает ток в 250 ампер.
Схема конденсаторной точечной сварки.
Если два таких устройства последовательно соединить между собой, тогда они смогут обеспечить силу номинального тока в пятьсот ампер. Тем не менее при его формировании будут происходить существенные потери, обусловленные значительным электросопротивлением цепи.
К обоим концам обмотки в последствии подключаются самодельные клещи для контактной сварки.
Если имеется в наличии 2 трансформатора с достаточно высокой мощностью, однако их выходного напряжения все же не хватает, тогда их вторичные намотки последовательно соединяются друг с другом.
В данном случае существенным моментом является количество витков, намотанных на обе обмотки. Подобный способ оказывается особенно полезным, когда домотать витки просто невозможно в следствие недостаточного размера магнитопровода.
Осуществляя подобное соединение, важно внимательно проследить за согласованным направлением витков на обмотках, соединенных между собой. В противном случае выходное напряжение с двух намоток будет находиться в противоположных фазах. После суммирования оно будет равняться нулю.
Если выводы трансформаторов не промаркированы, тогда следует определить, какие из них являются одноименными и соединить их между собой. Решается данная проблема следующим образом: вторичные и первичные обмотки трансформаторов соединяются последовательно и на вход подается напряжение, а к выходу подключается вольтметр.
В зависимости от подключения устройств, вольтметр либо покажет какое-нибудь число, либо не будет показывать ничего. Первый случай реализуется, когда в цепи соединения есть разные выводы.
Данное соединение является неправильным. В подобном случае в обмотках будут происходить следующие процессы: поступающее на вход устройства напряжение уменьшится в два раза на каждой из первичных обмоток, так как они обладают одинаковым коэффициентом трансформации.
В результате вольтметр, установленный на выходе, покажет удвоенное значение входного напряжения.
Во втором случае, когда вольтметр показывает 0, реализуется следующая ситуация: напряжения, выходящие с обмоток каждого подключенного в цепь трансформатора, равны по величине между собой. Однако знаки напряжений будут различны, а значит, они компенсируют друг друга.
Электроды
Сварка споттером оснащается медными клещами. Они, в последствии, будут использоваться в соединении металлических заготовок между собой.
Электроды для точечной сварки могут иметь несколько вариантов конструкции. Они устанавливаются непосредственно в сам корпус аппарата, или же реализуется выносное приспособление в виде ножниц.
Более простым вариантом в случае самостоятельного изготовления аппарата контактной сварки являются вмонтированные в корпус электроды. Недостатком конструкции является незначительное прижимное давление, соответствующее усилию сварщика, в случае если не будет наращено расстояние от прибора до конца клещей.
Выносные электроды более просты в использовании. Ими можно воспользоваться даже на некотором удалении от точечного сварочного устройства. Давление создаваемое с помощью указанной конструкции зависит от длины рычага между подвижным соединением и концами клещей.
Очень важно подвижное соединение хорошо заизолировать. В этих целях используются текстолитовые втулки и шайбы.
Вопрос, связанный с длинной рычага, следует продумать заранее, еще на этапе изготовления клещей. Аппараты сварки, как уже отмечалось выше, во время сваривания требуют, чтобы к металлическим заготовкам прикладывались значительные сжимающие усилия.
Устройство аппарата точечной сварки.
Еще одним важным моментом является длина ручек. Она определяет максимальное расстояние от края свариваемых деталей до места соединения.
Обычно самым распространенным материалом, из которого делаются электроды, является медь, однако возможно использование и бериллиевой бронзу. В качестве простого и уже готового варианта отлично подойдут жала паяльника. Важным является диаметр клещей, величиной не менее диаметра проводов, подводимых к ним.
В то же время кончики электродов делаются маленькими, практически острыми. Это позволит получать ядра достаточно высокого качества.
Стоит также не забывать и о процессах деградации. Со временем электроды могут изнашиваться. В данном случае их придется иногда подтачивать. Тем не менее рано или поздно электроды придется все же заменить.
Если использовать в качестве материала электродов медные прутки, тогда их замена не вызовет особых трудностей. С другой стороны более качественный результат сварки достигается в случае применения жал от профессиональных паяльников, но их цена более высока, чем у простых прутков.
Какой вариант исполнения выбрать, каждый решает самостоятельно. Все зависит от того, какие задачи предстоит решать с помощью данного устройства, а также от финансовых возможностей человека.
Не стоит забывать, в проводах, в любом случае, будут происходить потери электроэнергии на нагрев, ведь любой проводник имеет сопротивление.
Выше уже упоминалось о принципе работы сварочного прибора и было рассказано о законе Джоуля-Ленца. Он применим и в случае простых проводников, так как их сопротивление не равно нулю. Это значит, что при протекании тока по медным проводам будет происходить нагрев.
Из выше сказанного следует: длина проводов, соединяющих между собой электроды и устройство, должна быть минимальной. Только в таком случае удастся реализовать потенциал агрегата в полной мере.
Управление
Чтобы сделать из сварочного аппарата удобное в работе приспособление, необходимо позаботиться об управлении. Его выполнение не отличается слишком высокой сложностью. В этих целях понадобятся всего два основных элемента: рычаг и выключатель.
Как видите, схема управления в обычной самодельной точечной сварке не требует наличия каких-либо сложных деталей или их покупки. Ведь с большой долей вероятности они и так есть в хозяйстве практически любого мастера.
Роль рычага заключается в обеспечении надежного контакта между свариваемыми деталями. Увеличить сжимающую силу данного узла, возможно посредством использования винтовых элементов. Конечно же, данная деталь должна обладать высокой надежностью, иначе самодельная точечная сварка не прослужит долго.
На крупных и ответственных производствах сила сжатия между собой двух соединяемых деталей достигает тысячи килограмм. Точечная сварка в домашних условиях, предназначенная для выполнения нерегулярных работ, не требует промышленных нагрузок.
Обычно в быту оказывается достаточным и давление в тридцать килограмм. Его способен обеспечить сварщик и самостоятельно, однако увеличение длины рычага существенно упростит данную задачу.
Чертеж точечной сварки металлических изделий.
Если говорить более конкретно, то длины рукояти в 60 сантиметров вполне достаточно. Подобный рычаг способен увеличивать прикладываемую к его плечу силу приблизительно в десять раз. В результате, чтобы достичь усилия в 30 килограмм, достаточно давить на плечо с силой эквивалентной в 3 кг.
Выключатель споттера контактной сварки подключается непосредственно к трансформатору. Соединение необходимо осуществлять с первичной обмоткой, где сила тока незначительно.
Если соединить его с вторичной намоткой, то он не только увеличит потери за счет создания дополнительного сопротивления, но и намертво сварится с выводами сварочного трансформатора.
Очень удобной является конструкция с расположением выключателя непосредственно на рукояти рычага. Подобный вариант позволяет оставить одну руку свободной, что упростит задачу поддержания свариваемых деталей.
Стоит учитывать также нагрев, которому подвергается самодельный споттер из сварочного трансформатора. В связи с этим необходимо предусмотреть систему охлаждения. Для ее реализации подойдет простой вентилятор.
Кроме того, следует делать небольшие перерывы в работе, чтобы аппарат контактной сварки не перегревался. Следить за продолжительностью сваривания изделий следует визуально, или же использовать в этих целях контроллер.
В случае кратковременных операций, например, сваривании проволоки, о нагреве не стоит беспокоиться. А вот в более длительных процессах данный момент является крайне важным и о нем нельзя забывать.
Дополнительные опции
В случае, если аппарат выполняет регулярные продолжительные работы, то следует учитывать наличие системы охлаждения. Устройства с водоохлаждением и радиатором работают гораздо дольше, чем аналоги без охлаждения.
Для полноценной работы споттеру необходим пистолет и обратный молоток. Также всем сварочным аппаратам требуются медные электроды как расходные материалы. Если оборудование весит больше 13 кг, то ему следует докупить тележку для удобной транспортировки на колесиках.
Лучшие модели
По мнению многих людей, тесно работающих со сварочным оборудованием, следует отметить следующие модели.
| Название | Описание | Стоимость | Достоинства | Недостатки |
| Калибр СВА-1,5 АК | Лучший вариант цена/мощность, но не для «гаражного использования» | 13890 руб. | Процесс сварки проходит аккуратно Не требуется механообработка Мощная возвратная пружина | Верхняя консоль перегревается Тяжелый Сильно нагружает сеть напряжением 220В |
| FoxWeld KTP-8 3098 | Пользуется спросом при работе с крупными металлическими конструкциями | 15560 руб. | Большая рукоятка для транспортировки Малогабаритный Повышенная мощность тока при сварке | Люфтит Нагружает сеть Тяжелый Нерегулируемая мощность |
| Споттер FUBAG TS 2600 38 666 | Подходит для ремонта кузова автомобиля | 32620 руб. | Предупреждает о перегреве Четыре различных режима работы | Тяжелый Дорогой Нерегулируемая сила тока |
| Споттер RedHotDot HAMMER IT 275116 | Примечателен наличием числового управления. Подходит для эксплуатации в гаражных условиях. | 30168 руб. | Не нагружает бытовую сеть Малогабаритный Большая глубина расплавления и сварки | Высокая цена Тяжелый – весит больше 16 кг |
| FoxWeld MTP-25 3373 | Отличный вариант для производственных условий. | 67900 руб. | Прост в управлении Долговечный Клещи сжимаются с помощью педали | Очень дорогой Требуется специальная установка Необходима постоянная заточка электродов |
| WIEDER KRAFT WDK-6000 | Приемлемый вариант для автомастерских. | 65273 руб. | Наличие тележки Питается от 220В Повышенная надежность Может сваривать в восьми разных режимах Микропроцессорное управление | Очень дорогой Отсутствует вентилятор, охлаждающий механизм Габаритный (60х50х95 см) |
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.
Архиважная роль при данном методе выполнения сварных операций отведена электрическому сопротивлению зоны соединения, поэтому его также называют электрической сваркой сопротивлением. Правила проведения сварочной операции контактным методом описаны государственными стандартами 15878-79.
Технология контактной сварки.
Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для контактной сварки в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.п.;
- электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.
Практически все известные человечеству конструкционные материалы могут соединяться с помощью данной технологии в единое изделие: разнообразные виды низкоуглеродистой, легированной стали, жаропрочные, коррозионно-устойчивые сплавы, сплавы алюминия с иными металлами, магния и титана, т.п.
Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т.п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.