В чем трудность сварки алюминия
Поскольку алюминий не встречается в совершенно чистом виде и почти сразу вступает в реакцию с кислородом, к разряду особых трудностей относится разница в температуре, при которой начинает плавиться сам химический элемент и сопутствующий ему оксид.
Точнее сказать, температура перехода алюминия в жидкое состояние равна 660 С, когда у оксида – 2043 С. Точка кипения
- Образование окисной пленки, которую можно убрать механическим путем при помощи специальных шлифовальных приспособлений и наждачки;
- Неустойчивость алюминия под воздействием повышенных температур. То есть, избавиться от повышенной текучести может использование дополнительных средств. Например, используют специальные подложки, чтобы отвести тепло и направить его только в те участки, где требуется формирование дуги;
- Нарушения поверхности сплава. За счет наличия водорода в сплаве и его дальнейшего выделения в процессе нагрева, поверхность металла часто покрывают поры и трещины;
- Смена цвета как знак того, что металл перегрет. Как уже упоминалось раннее, температура плавления алюминия достаточно низкая. Следовательно, многие допускают ошибки, перегревая металл. Это происходит по причине того, что в процессе сварки на специалисте надета маска, которая не отображает в полной мере цветовые изменения в обстановке.
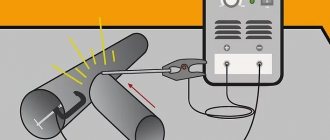
Общий принцип
В целом сварка будет осуществляться по тому же принципу, что и дуговая, но есть несколько технических моментов, о которых вы должны помнить:
- сварка осуществляется на короткой дуге;
- сварочный ток в идеале должен достигать 70–100 А;
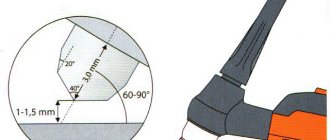
- угол электрона при варке следует соблюдать примерно 90 градусов;
- сгорание электрода происходит в три раза быстрее, чем при обычной варке, например, стали.
Преимущества и недостатки
Как уже говорилось раннее, варение алюминия – дело нелегкое и требует определенной сноровки и знаний. Тем не менее, такой тип работы все равно востребован. Единственное объяснение этому – качество изготавливаемых деталей и конструкций, несмотря на принадлежность к группе легких металлов.
Более того, алюминий настолько высоко ценится в промышленности, что почти в состав любого инструмента обязательно входит это вещество.
К преимуществам варки можно отнести следующее:
- Данный процесс не требует много времени, и продукт вашей деятельности можно будет увидеть через несколько минут после окончания сварки;
- Данный вид работы считается бюджетным, поскольку не требует от мастера наличия каких-то особых приспособлений;
- Отсутствие шкалы, оценивающей качество полученного шва;
- В результате получается прочный цельный шов.
К недостаткам можно отнести такие моменты:
- Несмотря на отсутствие критериев и требований, шов все же получается некачественный;
- Трудно следовать всем правилам ТБ;
- Время от времени специалист сталкивается с проблемой в выборе вспомогательных материалов.
Подводим итоги
Из вышесказанного можно сделать следующие выводы:
- способ, который я описываю в данном материале, чуть более трудоёмкий, чем традиционный, потому нужно немного приноровиться, но ничего критичного;
- вы можете обойтись без аргона, в этом ничего страшного, шов будет выходить ровно таким же прочным;
- подготовьте побольше лома, чтобы вы могли на нём потренироваться перед тем, как приступать к чистовой работе;
- движения должны быть более быстрыми, чем при обычной сварке, чтобы получился по-настоящему качественный результат;
- обязательно готовьте поверхность для сварки заранее, чтобы потом вышло более прочно и аккуратно.
При использовании материалов thebestvideo.ru необходима ссылка на источник.
Способы сварки алюминия
Рекомендуется использование нескольких способов варения алюминия, которые проверены временем и пользуются популярностью в определенных кругах.
К ним относится:
- Сварка под флюсом. Такой материал применяется, чтобы уберечь места соединения от окисления.
- Сварка под воздействием газов. Поскольку в данном случае увидеть, как алюминий меняет цвет практически невозможно, то для проведения качественной сварки требуются предварительные тренировки.
- Сварка при помощи лазера. Чтобы соединить два элемента используется лазерное излучение. Оно в свою очередь способствует плавлению и образовывает хорошую ровную линию соединения.
- Сварка с использованием контактов. В данном методе уместны два способа соединения – линейный и точечный. Хорош контактный способ только для крепления листов;
Сварка путем усиленного трения двух элементов: данный процесс нельзя назвать легким, подручных средств здесь окажется недостаточно в зависимости от уровня сложности работы.
- Необходимо особое оборудование с вращающейся насадкой.
- За счет вращения алюминий начинает нагреваться и впоследствии плавиться, после чего происходит его соединение к нужному элементу.
- В домашних условиях уместно использование болгарки.
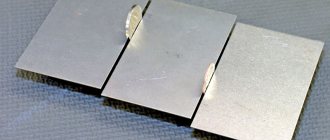
Основная работа
Сварка электродом разрешается только для деталей, чья толщина составляет более 0,4 см, так как более тонкий металл обязательно получит прожог. Два основных правила при такой работе заключаются в том, чтобы изменить полярность и водить электродом как можно быстрее, чтобы не получить прожог.
Если для обычной сварки заземление сопоставляется с минусом, а держак с плюсом, то при сварке алюминия необходимо изменить порядок. Как только работа будет закончена, а шов подсохнет, необходимо отбить шлак, промыть шов теплой водой и пройтись металлической щеткой по месту соединения, а после можно еще пройтись насадкой на болгарке.
Такой принцип позволит свести наличие шлака в соединении к минимуму. Посмотрите видео или подробные фото, как варить алюминий. Это поможет вам визуально разобраться с предстоящей работой, чтобы получить максимальное качество и надежность.
Подготовка материала
Для выполнения правильной сварки, стоит заняться подготовкой краев той детали или конструкции, которую придется плавить. Сие мероприятие можно провести как в домашних условиях, так и на заводе.
Подготовка включает в себя:
- Качественное очищение рабочей поверхности металла от грязи, ее обезжиривание. Для проведения последнего потребуется небольшое количество ацетона или бензина;
- Во время сварки тонких листов алюминия, необходимо их как следует обработать;
- Занимаясь подготовкой, можно озаботиться разделыванием уже сваренных деталей;
- Перед началом работы, вся деталь должна быть очищена от оксидной пленки. Для этого потребуется жесткая щетка. Зачистить ее можно, прибегнув к специальным растворителям.
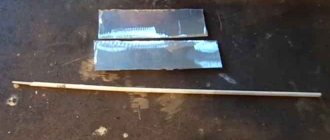
Процесс варки
Чтобы успешно осуществить процедуру сварки, необходимо следовать следующим шагам:
- Закрепляем детали при помощи тисков или, если удобно, струбцины.
- Подключаем минус к нижней детали, плюс к электроду.
- Устанавливаем ток на 100 А.
- Варим на короткой дуге, хотя с непривычки улавливать её может быть достаточно непросто. Но когда вы приноровитесь, её выйдет держать достаточно уверенно.
- Когда сварка завершена, отбейте окалину молотком и зачистите щёткой.
Необходимое оборудование
Логично, что для проведения работ подобного рода, обязательно использование оборудования. В первую очередь оно необходимо для обеспечения подходящих условий и предотвращения возникновения травма-опасных ситуаций.
Более того, необходимо, чтобы это оборудование помогало контролировать процесс трансформации энергии.
Для сварки с применением газа понадобится элемент с подачей газа, собственно баллон с необходимым газом, редуктор и шланги для газа.
Сварка при помощи электродов со специальным покрытием
Посредством электродов со специальным покрытием выполняют сварку конструкций из алюминия, к которым не предъявляются повышенные требования по надежности и прочности соединения. Чаще всего именно таким способом выполняют сварку алюминия своими руками в домашних мастерских. К основным недостаткам данного способа сварки (с его помощью соединяют детали, толщина которых превышает 4 мм) следует отнести:
- низкую прочность сварного шва, а также его высокую пористость;
- интенсивное разбрызгивание расплавленного металла;
- достаточно сложную отделяемость шлака от поверхности шва, что может вызвать коррозию последнего.
Используя покрытые электроды и соответствующее оборудование, можно сваривать детали как из технически чистого алюминия, так и из сплавов данного металла. Наиболее популярными марками электродов, с помощью которых можно сваривать практически все виды алюминиевых сплавов, являются УАНА и ОЗАНА, пришедшие на смену устаревшим ОЗА-1 и ОЗА-2.
Электроды марки ОЗАНА-1 оптимально подходят для сварки чистого алюминия, а ОЗАНА-2 – для соединения заготовок из сплавов данного металла с кремнием (АЛ-4, АЛ-9, АЛ-11).
Электроды Kobatek для сварки алюминиевых сплавов
С использованием таких электродов сварочные работы выполняют на постоянном токе, подключаемом в обратной полярности, что следует учитывать, выбирая оборудование для выполнения работ в производственных и домашних условиях. Для выбора величины сварочного тока можно пользоваться несложным правилом: на 1 мм диаметра электрода необходимо 25–30 А постоянного тока.
При сварке деталей, характеризующихся средней, а также большой толщиной, необходим предварительный прогрев соединяемых деталей, для чего можно использовать газовую горелку. Когда требуется заварить детали значительной толщины, выполняется локальный прогрев места будущего соединения. Использование предварительного прогрева деталей (от 250 до 4000 – зависит от толщины металла), а также медленного охлаждения позволяет эффективно проплавить металл даже при сварке на небольших токах, минимизировать риск появления кристаллизационных трещин и деформации готовой конструкции.
Поскольку алюминиевые электроды плавятся достаточно быстро, следует выполнять сварочные работы с высокой скоростью. Очень важно обеспечить непрерывность сварки, осуществляемой посредством одного электрода. Обрыв дуги в таком случае приведет к тому, что конец электрода и кратер шва покроются шлаковой коркой, препятствующей повторному разжиганию.
Следует также учитывать, что при сварке алюминия электродом не совершаются поперечные колебания.
Удалять шлак следует, как только закончилась сварка. Затем необходимо промыть очищенный шов горячей водой, а после обработать металлической щеткой. Это делается для того, чтобы удалить остатки шлака со всех уголков шва (в противном случае он может стать источником развития коррозионных процессов).
Сварка по данной технологии используется преимущественно для выполнения работ в домашних мастерских и на небольших ремонтных предприятиях. Для такой сварки не придется приобретать дорогостоящее оборудование, а также расходные материалы, но выполнять с ее помощью ответственные работы не рекомендуется. Что удобно, при этом можно использовать даже то оборудование, которое изготовлено своими руками.
Техника безопасности
Данный вид деятельности относится к группе травма-опасных процессов. Поэтому следует неукоснительно следовать предписанным правилам во избежание нанесения вреда окружающим.
Следует запомнить, что:
- На специалисте должны быть надеты: специальный костюм, маска, плотные рукавицы, обувь с резиновой подошвой;
- Электрическая цепь должна быть изолирована и недоступна;
- Сварка может быть проведена только в очищенных помещениях. При наличии легковоспламеняющихся предметов проводить работу запрещено;
- В рабочем помещении обязательно должна присутствовать хорошая вентиляция во избежание газового отравления.
Как осуществляется подготовка металла к сварке
Вне зависимости от того, в каких условиях свариваются детали из алюминия – производственных или домашних, необходимо тщательно подготовить кромки этих деталей. Такая подготовка заключается в следующем.
- Поверхности деталей, которые предстоит сваривать (а также присадочный материал) очищаются от грязи, масла и жира. Чтобы обезжирить поверхности, их обрабатывают уайт-спиритом, ацетоном, авиационным бензином и любым другим растворителем.
- К подготовке относится и разделка кромок свариваемых деталей, которую выполняют, если в этом есть необходимость. Если сварку деталей из данного металла проводят не с помощью покрытых электродов, то разделку кромок следует производить при толщине соединяемых деталей, превышающей 4 мм. Если же для сварки применяются электроды, то разделку кромок выполняют, когда толщина деталей превышает 20 мм. Если сваривать предстоит алюминиевые листы толщиной, не превышающей 1,5 мм, то их торцы отбортовывают перед выполнением соединения.
- С поверхности деталей из данного металла перед выполнением их сварки необходимо удалить оксидную пленку. Для такой процедуры используется напильник или щетка с ворсинками из нержавеющей стали, с помощью которых с кромок соединяемых заготовок (на ширине 25–30 мм) удаляется оксидная пленка.
Обработка места сварки проникающим составом с целью выявления дефектов и определения места наложения шва
Нередко, когда выполняется сварка алюминия в домашних условиях, для удаления окисной пленки используют химические средства: каустическую соду, бензин. Если кромки соединяемых деталей обрабатываются каустической содой, после такой обработки необходимо промыть их проточной водой.
Фото сварки алюминия
Как сделать сварочный аппарат самостоятельно?
Идеальным является аппарат, который будет работать на аргоновой основе. Он представляет собой простейшее устройство для сварки электродом. При этом еще является балластом для регулировки силы подачи сварочного тока и осциллятором для зажигания дуги.Для изготовления данного аппарата своими руками потребуются некоторые составляющие, главной из которых является трансформатор. Новичкам в этом деле крайне желательно воспользоваться готовым трансформатором, поскольку при наматывании обмоток следует подбирать нужный материал в соответствии с рекомендациями. Дополнительно к обмотке необходимо будет изготовить выпрямитель, который во время работы будет постоянно подвергаться силе напряжения.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Плюсы и минусы аргоновой технологии
Схема аргоновой сварки плавящимся электродом.
При использовании во время сварки алюминия аргонодуговой технологии можно выделить целый ряд преимуществ:
- Низкий уровень накаливания металла. Это дает возможность без повреждений первоначальных форм сваривать конструкции с любым уровнем сложности.
- Во время воздействия аргона на сварочный шов обеспечивается прочное соединение материалов.
- С помощью высокотемпературной дуги сварочную работу можно провести быстро.
На появление недостатков при использовании данной технологии может повлиять лишь неопытность человека, проводящего сварочную работу,и оборудование, то есть точность его настройки. Также стоимость самого аргона и электродов с вольфрамовым покрытием существенно бьет по карману.
Во время аргонодуговой сварки для качества выполненной работы следует использовать чистый вид аргона.
Но поскольку он является дорогим газом, можно прибегнуть к некоторым хитростям:
- Самостоятельно настроить параметры газовой струи.
- Если в сам сварочный аппарат установить электромагнитный клапан, можно регулировать количество подачи аргона во время сварки.
При аргонодуговой сварке можно применять гелий в соотношении 30% аргона к 70% гелия, используя постоянную силу тока.