Визуальное определение температуры нагретого металла
Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо наоборот, сделать металл более мягким, легче поддающимся механической обработке.
В зависимости от температуры нагрева и способа последующего охлаждения различают следующие виды термической обработки: закалка, отпуск и отжиг.
В любительской практике для определения температуры раскаленной детали по цвету можно использовать приведенную таблицу.
| Цвет каления стали | Температура нагрева, °С |
| Темно-коричневый (заметен в темноте) Коричнево-красный Темно-красный Темно-вишнево-красный Вишнево-красный Светло-вишнево-красный Светло-красный Оранжевый Темно-желтый Светло-желтый Ярко-желтый | 530-580 580-650 650-730 730-770 770-800 800-830 830-900 900-1050 1050-1150 1150-1250 1250-1350 |
Закалка стальных деталей
Закалка придаёт стальной детали большую твердость и износоустойчивость.
Для этого деталь нагревают до определенной температуры, выдерживают некоторое время, чтобы весь объём материала прогрелся, а затем быстро охлаждают в масле (конструкционные и инструментальные стали) или в воде (углеродистые стали).
Обычно детали из конструкционных сталей нагревают до 880–900°C (цвет каления светло-красный), из инструментальных – до 750–760°С (цвет темно-вишнево-красный), а из нержавеющей стали – до 1050–1100°С (цвет темно-желтый).
Нагревают детали вначале медленно (примерно до 500°С), а затем быстро. Это необходимо для того, чтобы в детали не возникли внутренние напряжения, что может привести к появлению трещин и деформации материала.
В ремонтной практике применяют в основном охлаждение в одной среде (масле или воде), оставляя в ней деталь до полного остывания. Однако этот способ охлаждения непригоден для деталей сложной формы, в которых при таком охлаждении возникают большие внутренние напряжения.
Детали сложной формы сначала охлаждают в воде до 300–400°С, а затем быстро переносят в масло, где и оставляют до полного охлаждения. Время пребывания детали в воде определяют из расчета: 1с на каждые 5–6 мм сечения детали. В каждом отдельном случае это время подбирают опытным путём в зависимости от формы и массы детали.
Качество закалки в значительной степени зависит от количества охлаждающей жидкости. Важно, чтобы в процессе охлаждения детали температура охлаждающей жидкости оставалась почти неизменной, а для этого масса ее должна быть в 30–50 раз больше массы закаливаемой детали. Кроме того, перед погружением раскаленной детали жидкость необходимо тщательно перемешать, чтобы выровнять ее температуру по всему объему.
В процессе охлаждения вокруг детали образуется слой газов, который затрудняет теплообмен между деталью и охлаждающей жидкостью. Для более интенсивного охлаждения деталь необходимо постоянно перемещать в жидкости во всех направления.
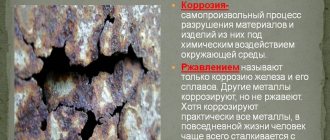
Что такое цвета побежалости?
Это цвета радуги, которые возникают на гладкой поверхности металлического изделия при образовании на ней особой оксидной пленки. Именно эта пленка, которую так же называют побежалостью, представляет собой очень тонкий слой оксида металла, толщина которого может варьироваться от нескольких миллиметров до величины всего в нескольких молекул. Являясь прозрачной, такая пленка обеспечивает процесс интерференции в ней световых лучей, что и приводит к появлению радужных цветов, а также их оттенков. Как правило, побежалость возникает при термическом воздействии на металлическое изделие, например, при термообработке стальных сплавов или же сваривании металлов.
Отпуск закаленных деталей
Отпуск закаленных деталей уменьшает их хрупкость, повышает вязкость и снимает внутренние напряжения. В зависимости от температуры нагрева различают низкий, средний и высокий отпуск.
Низкий отпуск применяют главным образом при обработке измерительного и режущего инструмента. Закаленную деталь нагревают до температуры 150–250°С (цвет побежалости – светло-желтый), выдерживают при этой температуре, а затем охлаждают на воздухе. В результате такой обработки материал, теряя хрупкость, сохраняет высокую твердость и, кроме того, в нем значительно снижаются внутренние напряжения, возникшие при закалке.
Средний отпуск применяют в тех случаях, когда хотят придать детали пружинящие свойства и достаточно высокую прочность при средней твердости. Для этого деталь нагревают до 300–500°С и затем медленно охлаждают.
И, наконец, высокому отпуску подвергают детали, у которых необходимо полностью снять все внутренне напряжение. В этом случае температура нагрева еще выше – 500–600°С.
Термообработку (закалку и отпуск) деталей постой формы (валики, оси, зубила, кернера) часто делают за один раз. Нагретую до высокой температуры деталь опускают на некоторое время в охлаждающую жидкость, затем вынимают. Отпуск происходит за счет тепла, сохранившегося внутри детали.
Небольшой участок детали быстро зачищают абразивным брусочком и следят за сменой цветов побежалости на нем. Когда появится цвет, соответствующий необходимой температуре отпуска (220°С – светло-желтый, 240°С – темно-желтый, 314°C – светло-синий, 330°С – серый), деталь вновь погружают в жидкость, теперь уже до полного охлаждения.
Где появляются
Изменение окраски происходит при окислении, которое возникает благодаря разогреванию металла. В процессе нагрева цветовые тона меняются в одной последовательности, но с разными скоростями (в зависимости от увеличения температуры и длительности нагрева).
Благодаря тому, что известна закономерность изменения окраски, в прошлом кузнецы ориентировались на этот факт, чтобы знать, как меняется температура. С развитием технологий появился пирометр.
Цветовые тона для стали
Если смысл описать закономерность изменения окраса побежалостей для углеродистой стали в зависимости от градуса нагрева:
- соломенный — после 220,
- коричневый — до 240–250,
- малиновый — 250–270,
- фиолетово-синий — от 300,
- серый — от 350.
Если используется легированная сталь, изменения окраса необходимо ждать при дальнейшем повышении градуса нагрева.
В природе
Помимо стали, в условиях дикой природы встречаются минералы, на которых образуется тонкий слой оксидной пленки. Цвет побежалостей в этом случае может быть золотистым, красным, синим, зеленоватым. Красный цвет побежалости у природных минералов может быть вызван большим количеством хромофоров, содержащихся в его составе. Фиолетово-синий цвет может возникнуть из-за концентрации ионов переходных металлов.
Из-за оттенка оксидной пленки природный окрас минерала не видно. Если стекло или монета долго пролежит под слоем грунта, на их поверхности образуется пленка, которая может изменить цвет поверхности предмета.
Радужные оттенки возникают из-за наличия жировой пленки. Также окрас поверхности стали изменяется из-за высохшей на нем воды с минералами.
Окрас изменяется по определенной закономерности, однако, это не является точным индикатором температуры. Проводя работу по обработке металла, нужно использовать пирометр.
Отжиг стальных деталей
Чтобы облегчить механическую или пластическую обработку стальной детали, уменьшают ее твердость путем отжига.
Так называемый полный отжиг заключается в том, что деталь или заготовку нагревают до температуры 900°С, выдерживают при этой температуре некоторое время, необходимое для прогрева ее по всему объему, а затем медленно (обычно вместе с печью) охлаждают до комнатной температуры.
Внутренние напряжения, возникшие в детали при механической обработке, снимают низкотемпературным отжигом, при котором деталь нагревают до температуры 500–600°С, а затем охлаждают вместе с печью. Для снятия внутренних напряжений и некоторого уменьшения твердости стали применяют неполный отжиг – нагрев до 750–760°С и последующее медленное (также весте с печью) охлаждение.
Отжиг используется также при неудачной закалке или при необходимости перекаливания инструмента для обработки другого металла (например, если сверло для меди нужно перекалить для сверления чугуна). При отжиге деталь нагревают до температуры несколько ниже температуры, необходимой для закалки, и затем постепенно охлаждают на воздухе. В результате закаленная деталь вновь становится мягкой, поддающейся механической обработке.
Немного физики
Излучение, исходящее от физического тела, может состоять из 3 потоков фотонов:
- отраженных — чем глаже поверхность, тем сильнее она отражает. Разные вещества отражают избирательно (лучи одних цветов поглощаются. других — отражаются). Избирательное отражение объясняет смысл использования красителей;
- преломленных — характеристика прозрачных и полупрозрачных сред, сквозь которые лучи проходят, отклоняясь под определенным углом;
- излучаемых — зависит от интенсивности нагрева вещества.
Характеристики излучения определяются только тепловой энергией тела независимо от вида вещества. Каждой температуре объекта соответствуют потоки фотонов с определенной длиной волны, воспринимаемые глазом (и интерпретируемые мозгом) человека как имеющие фиксированный цвет. Поэтому цветовой температурой называют цвет излучаемого света, выраженный в значениях температурной шкалы по Кельвину.
Градус в этой шкале обозначают буквой К. По размерности он равен градусу Цельсия. Разница только в нулевой отметке. Ноль по Кельвину — тот самый «абсолютный ноль», при котором элементарные частицы вещества неподвижны, а тело ничего не излучает. 0 К соответствует -273,15 °C.
Цветовая температура равна реальной мере нагрева только у так называемых «абсолютно черных тел» (АЧТ). Это абстрактные объекты, служащие моделями в теоретической физике, которые излучают, но ничего не отражают и не преломляют.
Рис. 1. Абсолютно черное тело излучает свет в видимом спектре исключительно в результате нагрева
Ряд веществ в некоторых температурных диапазонах ведут себя как АЧТ. Например, у расплавленного железа, нагретого до 2000 К, Tc = 2000 К. А вот у газового пламени разница очень существенная: Tc = 9000 К при реальной Т = 1200 К. Так получается, потому что пламя не только излучает, но преломляет и отражает проходящий сквозь него «чужой» и собственный излучаемый свет. Еще одна причина расхождения —спектральное смещение, но рассмотрение этого понятия выходит за рамки темы.
Рис. 2. Расплавленная сталь излучает свет как АЧТ, а Tc газового пламени (9000 К) намного больше его реальной температуры (1200 К)
В маркировку ламп, которые мы применяем в качестве источников света (ИС), в обязательном порядке входит значение цветовой температуры в Кельвинах. В ряде случаев необходимо переводить эту характеристику в длину световой волны или наоборот. Связь двух величин выражается приближенной формулой:
λm · Tc ≈ 3000 мкм · К.
Отжиг и закаливание дюралюминия
Отжиг
дюралюминия производят для снижения его твердости. Деталь или заготовку нагревают примерно до 360°С, как и при закалке, выдерживают некоторое время, после чего охлаждают на воздухе. Твердость отожженного дюралюминия вдвое ниже, чем закаленного.
Приближенно температуру нагрева дюралюминия детали можно определить так. При температуре 350–360°С деревянная лучина, которой проводят по раскаленной поверхности детали, обугливается и оставляет темный след. Достаточно точную температуру детали можно определить с помощью небольшого (со спичную головку) кусочка медной фольги, который кладут на ее поверхность. При температуре 400°С над фольгой появляется небольшое зеленоватое пламя.
Отожженный дюралюминий обладает небольшой твердостью, его можно штамповать и изгибать вдвое, не опасаясь появления трещин.
Закаливание
. Дюралюминий можно повергать закаливанию. При закаливании детали из этого металла нагревают до 360–400°С, выдерживают некоторое время, затем погружают в воду комнатной температуры и оставляют там до полного охлаждения. Сразу после этого дюралюминий становится мягким и пластичным, легко гнется и куется. Повышенную твердость он приобретает спустя три-четыре дня. Его твердость (и одновременно хрупкость) увеличивается настолько, что он не выдерживает изгиб на небольшой угол.
Наивысшую прочность дюралюминий приобретает после старения. Старение при комнатной температуре называют естественным, а при повышенных температурах – искусственным. Прочность и твердость свежезакаленного дюралюминия, оставленного при комнатной температуре, с течением времени повышается, достигая наивысшего уровня через пять–семь суток. Этот процесс называется старением дюралюминия.
Справочник: Маркировка стали
Маркировка стали производится несмываемой краской независимо от группы стали и степени раскисления. По соглашению сторон маркировка краской не производится. Буквенные и цифровые обозначения стали: Марки углеродистой стали обыкновенного качества обозначаются буквами Ст и номером (СтО, Ст1, СтЗ и т.д.). Качественные углеродистые стали маркируются двухзначными числами, показывающими среднее содержание углерода в сотых долях процента: 05; 08; 10; 25; 40 и т.д. Буква Г в марке стали указывает на повышенное содержание Mn (14Г ; 18Г и т.д.). Автоматные стали маркируются буквой А (А12, А30 и т.д.). Углеродистые иструментальные стали маркируются буквой У (У8 ; У10 ; У12 и т.д. Здесь цифры означают содержание стали в десятых долях процента).
Первые цифры марки обозначают среднее содержание углерода в стали (в сотых долях процента для конструкционных сталей и в десятых долях процента для инструментальных и нержавеющих сталей). Затем буквой указан легирующий элемент. Цифрами, следующими за буквой,- его среднее содержание в целых единицах. При содержании легирующею элемента менее 1,5% цифры за соответствующей буквой не ставятся. Буква А в конце обозначения марки указывает на то, что сталь является высококачественной. Буквой Ш – особо высококачественной. Сталь обыкновенного качества Ст0; ВСт0, БСт0 – Красный и зеленый Ст1, ВСт1кп – Желтый и черный Ст2, ВСт2кп – Желтый СтЗ, ВСтЗкп, ВСтЗ, БСтЗкп, БСтЗ – Красный Ст4, ВСт4кп, ВСт4, БСт4кп, БСт4 – Черный Ст5, ВСт5 – Зеленый Ст6 – Синий
Углеродистая качественная сталь 08, 10, 15, 20 – Белый 25, 30, 35, 40 – Белый и желтый 45, 50, 55, 60 – Белый и коричневый
Легированная конструкционная сталь Хромистая – Зеленый и желтый Хромомолибденовая – Зеленый и фиолетовый Xромованадиевая – Зеленый и черный Марганцовистая – Коричневый и синий Хромомарганцовая – Синий и черный Хромокремнистая – Синий и красный Хромокремнемарганцовая – Красный и фиолетовый Никельмолибденовая – Желтый и фиолетовый Хромоникелевая – Желтый и черный Хромоникелемолибденовая – Фиолетовый и черный Хромоалюминиевая – Алюминиевый
Коррозионностойкая сталь Хромистая – Алюминиевый и черный Хромоникелевая – Алюминиевый и красный Хромотитановая – Алюминиевый и желтый Хромоникелекремнистая – Алюминиевый и зеленый Хромоникелетитановая – Алюминиевый и синий Хромоникелениобиевая – Алюминиевый и белый Хромомарганценикелевая – Алюминиевый и коричневый Хромоникелемолибденотитановая – Алюминиевый и фиолетовый
Быстрорежущая сталь Р18 – Бронзовый и красный Р9 – Бронзовый
Твердые спеченные сплавы ВК2 – Черный с белой полосой ВКЗ-М – Черный с оранжевой полосой ВК4 – Оранжевый ВК6 – Синий ВК6-М – Синий с белой полосой ВК6-В – Фиолетовый ВК8 – Красный ВК8-В – Красный с синей полосой ВК10 – Красный с белой полосой ВК15 – Белый Т15К6 – Зеленый Т30К4 – Голубой
Отжиг меди и латуни
Отжиг меди
. Термической обработке подвергают и медь. При этом медь можно сделать либо более мягкой, либо более твердой. Однако в отличии от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде.
Если медную проволоку или трубку нагреть докрасна (600°С) на огне и затем быстро погрузить в воду, то медь станет мягкой. После придания нужной формы изделие вновь можно нагреть на огне до 400°С и дать ему остыть на воздухе. Проволока или трубка после этого станет твердой.
Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин.
Отжиг латуни
позволяет повысить ее пластичность. После отжига латунь становится мягкой, легко гнется, выколачивается и хорошо вытягивается. Для отжига ее нагревают до 500°С и дают остыть на воздухе при комнатной температуре.
Индекс цветопередачи ламп CRI
Способы пайки светодиодных лент
На комфорт пребывания в помещении и производительность труда влияет не только яркость света, но и его оттенок. Не менее важным является соответствие воспринимаемого цвета реальному. Числовое обозначение этого параметра называется индекс или коэффициент цветопередачи. Обозначается он Rа или CRI, от англ. colour rendering index (коэффициент цветопередачи).
Эталонным является дневной свет. Его CRI равен 100. Производители осветительных приборов не стремятся добиться такого качества. Лампы с коэффициентом более 80 не утомляют глаза, а с Ra больше 90 – субъективно не отличаются от эталонных.
Различие в отображении цветов при разном CRI
При определении Ra производится сравнение восьми эталонных цветов (DIN 6169) по методу Международной комиссии по освещению (CIE). При этом отмечается искажение цвета образцов при исследуемом освещении от цвета при эталонном освещении. Лампы с Тс до 5000К сравниваются с эталонным светильником, дающим спектр излучения чёрного тела, а для светильников с более высокой температурой эталоном является дневной свет.
Средняя величина отклонения вычитается из 100. Результат и есть индекс цветопередачи CRI.