Пробивка маяков на направляющих
К
атегория:
Слесарно-механосборочные работы
Пробивка маяков на направляющих
Далее: Контроль направляющих
Призматические и плоские направляющие грубо шабрят (зачищают) по линейке, причем удаляют только «штрихи», т. е. следы режущего инструмента, и после этого на зачищенные плоскости наносят маяки.
Сущность нанесения маяка состоит в том, что на обрабатываемой поверхности шабрят по плите небольшой участок (немного больше длины плиты). Шабрят до тех пор, пока плоскости направляющих не будут равномерно закрашиваться при проверке плитой. Поставленный на контрольную площадку плиты уровень не должен показывать отклонений от горизонтальности ни в продольном, ни в поперечном направлении. Такие маяки наносят на обоих концах направляющих. Если шабрение выполняют по линейке и уровню, то на остальной части станины наносят маяки на таком расстоянии друг от друга, чтобы контрольная линейка перекрывала их. Чем ближе расположены маяки друг к другу, тем точнее будет шабрение.
Средние маяки наносят так же, как и крайние, но по мере их заглубления шабрение маяков все время проверяют линейкой или мостиком с контрольной площадкой по уровню.
Выполняя каждый маяк с контролем его по соседнему, выводят их все на один уровень, в результате чего они расположатся на одной прямой. Располагают и выполняют маяки аккуратно, так как в дальнейшем они являются базой для шабрения участков между ними.
Участки между маяками шабрят по линейке обычным способом с той лишь разницей, что закрашенные пятна на маяках не шабрят. Участки между маяками шабрят до тех пор, пока поверхность между маяками и на маяках не будет покрыта равномерно распределенными пятнами, но в меньшем количестве, чем требуется на окончательно отшабренной поверхности.
После шабрения участков между маяками проверяют всю направляющую на прямолинейность, выправляют неточности и приступают к. отделочному шабрению. Окончательное шабрение выполняют по блеску по плите или суппорту и контролируют всю поверхность по линейке и уровню.
После шабрения основной базы (направляющие под суппорт) шабрят плоскости направляющих задней бабки. Плоскости шабрят по маякам с помощью плиты способом, описанным выше. Параллельность плоскости 6 призматической направляющей задней бабки проверяют индикатором. Индикатор устанавливают на плите.
Шабрение нижней части суппорта начинают с пригонки нижних направляющих поверхностей скольжения, сопрягающихся с направляющими станины. Так как длина этих поверхностей небольшая, их шабрят по линейке и станине или по специальной плите, имеющей профиль рабочей поверхности станины (макет станины). Нижние поверхности скольжения нижней части суппорта окончательно шабрят по направляющим станины.
Когда шабрение нижних направляющих нижней части суппорта окончено, начинают шабрить поперечные направляющие, выполненные в виде ласточкина хвоста и предназначенные для перемещения поперечных салазок. Для этого сначала грубо шабрят все сопрягаемые поверхности по угловой линейке, чтобы удалить следы режущего инструмента, а затем нижнюю часть суппорта укладывают на станину и шабрят поперечные направляющие, сопрягаемые с салазками (на рисунке показаны жирными линиями) с проверкой по контрольной плите. Достигнув равномерного расположения пятен, шабрят вторую наклонную плоскость в виде ласточкина хвоста. Шабрение поверхности в виде ласточкина хвоста периодически проверяют ползушкой, несущей шабрение и проверка специальной плитой; проверка направляющих; олзушкой с индикатором, в – контрольными валиками, г – ползушкой с индикатором и контрольным угольником индикатор, соединенный с пружиной, или двумя контрольными валиками и штангенциркулем. В ползушке установлены цилиндры, закрепленные винтами и штифтом.
Рис. 1. Шабрение и проверка прямолинейности нижних направляющих суппорта:
Капитальный ремонт токарных танков в СПб
Среди металлорежущих станков токарные станки составляют наиболее многочисленную группу. Их широкие технологические возможности позволяют:
- – получать разнообразные профили на торцевых, наружных и внутренних поверхностях заготовок;
- – обрабатывать цилиндрические, конические, резьбовые, плоские и фасонные поверхности;
- – использовать в качестве режущих инструментов не только резцы, но и различные осевые инструменты, такие как свёрла, развёртки, зенкеры и т.п.
Значительная популярность и активное использование токарных станков в производственном процессе обусловили большой спрос на услуги по их ремонту.
уже более 16 лет обслуживает предприятия СПб и Ленинградской области и производит капитальный ремонт токарных станков, а также другого промышленного оборудования. Инженерами компании накоплен большой опыт по восстановлению характеристик станочного оборудования до исходных паспортных значений, успешно выполнено более 2000 проектов по ремонту, техническому обслуживанию и модернизации различных станков и механизмов.
Используемые инструменты и станки
Ручное шабрение подразумевает использование режущих инструментов, которые называют шаберами. По конструктивным особенностям инструмент может быть цельным или составным. В первом случае шабер представляет собой неразъемную конструкцию. Инструменты второго типа оснащены съемными рабочими элементами, которые можно менять в зависимости от типа работ.
Рабочая поверхность может иметь плоскую, цилиндрическую или призматическую форму с одной или несколькими режущими кромками.
Механизация шабрения имеет свои особенности. Инструмент может обладать как электрическим, так и механическим приводом. Отличаются низкой точностью обработки по причине отсутствия возможности регулировки давления на плоскость, но высокой производительностью работ.
Краска для шабрения используется в качестве контрольного материала независимо от способа обработки поверхности.
Станина токарного станка
- Устройство станины
- Виды станин
- Ремонт станины
- Шлифовка станины
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
Устройство чугунной станины
фото:устройство чугунной станины
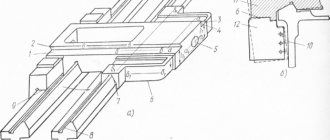
- Продольное ребро;
- Продольное ребро;
- Поперечное ребро, служащее для связи продольных ребер;
- Призматические направляющие продольных ребер;
- Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Виды станин станков
фото:виды станин станков
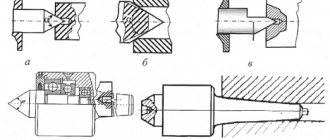
- Станина токарного станка по металлу, которая представлена на рисунке «а» под номерами 1 и 2, имеет трапецеидальное сечение направляющих. В данном случае основной упор сделан на большую опорную поверхность. Они обладают большой износостойкостью, что позволяет долго оставлять свою точность. В то же время, для перемещения по ним суппорта нужно прилагать множество усилий, особенно, если он перекосился.
- На рисунке «б» представлена станина с плоским прямоугольным сечением направляющих. В отличие от предыдущего, они имеют уже по два ребра жесткости, а не одному, что делает их крепче.
- Рисунок «в» демонстрирует станину с направляющими треугольного сечения. С учетом того, что здесь используется достаточно малая опорная поверхность, с большим весом работать получается сложно, так что данный вид используется преимущественно для малых станков.
- На рисунке «г» показана станина с треугольным сечением и опорной плоскостью. В данном случае она также применяется для станков мелких размеров.
Если станина предназначается для тяжелого станка, то она имеет не только большое сечение, но и большее сопротивление на изгиб. Одними из наиболее распространенных является такой вид, как представлен на рисунке «г». Здесь каретка суппорта делает упор на призму №3 спереди, а сзади упирается на плоскость №6. Чтобы не произошло опрокидывание, ее удерживает плоскость №7. При задаче направления основную роль играет призма №3, тем более, что она воспринимает на себя большую часть давления, осуществляемого резцом.
Если на станине возле передней бабки имеется выемка, то она служит для тог, чтобы обрабатывать изделия большого диаметра. Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Ремонт станины токарного станка
Шабрение станины токарного станка является технологическим процессом во время которого станина выверяется для закрепления коробки подач при помощи рамного уровня. Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
- Первым делом станина устанавливается на жесткий фундамент и проверить продольное направление по уровню вдоль поверхности, а поперечное направление по рамному уровню. Допустимые отклонения составляют не более 0,02 мм на 1 метр длины изделия.
- Шабрят верхние поверхности направляющей, сначала с одной стороны, используя поверочную линейку на краску. Во время этого процесса желательно периодически проверять извернутость направляющих.
- Затем шабрят поверхность второй направляющей. Максимальный допуск отклонений здесь остается таким же 0,02 мм на 1 метр длины изделия.
Шлифовка станины токарного станка
Шлифовка станины токарного станка состоит из следующих процедур:
- Необходимо провести зачистку и запиливание задиров и забоин имеющихся на поверхности;
- Станина устанавливается на столе продольно-строгального станка и надежно закрепляются там;
- Далее идет проверка извернутости направляющих, которая производится уложенного на мостике задней бабки уровня;
- Во время установки станины получается небольшой прогиб изделия, который следует исправить путем максимально плотного соприкосновения со столом;
- Повторно проверяется извернутость направляющих, чтобы результаты совпадали с тем, что было до закрепления;
- Только после этого приступают к шлифовке всех контактных поверхностей изделия. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
Инструменты и приспособления для шабрения. Шаберы
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции — цельные и составные, по форме режущей кромке — плоские, трехгранные и фасонные, а также по числу режущих граней — односторонние и двухсторонние.
Шаберы изготовляются из углеродистых инструментальных сталей марок У10…У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 4.3, а, б, в). Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90… 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90°, при чистовой — 90°, а при отделочной — 90… 100°. Угол заострения для чугуна и бронзы выбирается равным 90… 100°, для стали — 75…90°, а для мягких металлов — 35…40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20… 30 мм, для чистового — 15… 20 мм и для отделочного — 5… 12 мм.
Для шабрения вогнутых поверхностей, например вкладышей подшипников скольжения, предназначены трехгранные шаберы (рис. 4.3, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы (рис. 4.3, д), позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 4.3, е) режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы- кольца (рис. 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
К проверочным инструментам (рис. 4.5) относятся: проверочные плиты для контроля широких плоских поверхностей; плоские проверочные линейки (рис. 4.5, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей; трехгранные угловые линейки (рис. 4.5, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом, угловые плиты — для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики — для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми после наложения ее на окрашенный проверочный инструмент или наоборот, после наложения окрашенного инструмента на обработанную поверхность и взаимного их перемещения друг относительно друга.
Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.
Шабрение
Шабрение при ремонте применяют для восстановления поверхностей скольжения в тех случаях, когда нет возможности произвести обработку базовых деталей на станках (табл. 1).
Таблица 1. Области применения шабрения
Перед шабрением станину устанавливают на регулируемые клиновые опоры, позволяющие выверить направляющие по уровню в продольном и поперечном направлениях.
Шабрение направляющих, например токарного станка, начинают с базовых поверхностей. Базовые поверхности выбирают так, чтобы по ним можно было шабрить и контролировать все остальные направляющие, а также пригонять и устанавливать суппорт, переднюю и заднюю бабки.
Наиболее удобной базой для шабрения будут направляющие под суппорт. Направляющие станины проверяют «на краску» линейкой и специальной плитой, профиль рабочей поверхности которой соответствует профилю обрабатываемых направляющих. На верху плиты находится контрольная площадка, параллельная горизонтальному участку рабочей поверхности, на которую ставят уровень (рис. 2).
Рис. 2. Схема пробивки маяков на направляющей каретки: 1, 4 — направляющие каретки; 2 — плита для шабрения; 3 — уровень
Призматические и плоские направляющие грубо шабрят (зачищают) по линейке, причем удаляют только «штрихи», т.е. следы режущего инструмента, и после этого на зачищенные плоскости наносят маяки.
Сущность нанесения маяка состоит в том, что на обрабатываемой поверхности шабрят по плите небольшой участок (немного больше длины плиты). Шабрят до тех пор, пока плоскости направляющих не будут равномерно закрашиваться при проверке плитой. Уровень на контрольной площадке плиты не должен показывать отклонений от горизонтальности в продольном и в поперечном направлении. Такие маяки наносят на обоих концах направляющих.
Если шабрение выполняют по линейке и уровню, то на остальной части станины наносят маяки на таком расстоянии друг от друга, чтобы контрольная линейка перекрывала их. Чем ближе расположены маяки друг к другу, тем точнее будет шабрение. Средние маяки наносят так же, как и крайние, но по мере их заглубления шабрение маяков все время проверяют линейкой или мостиком с контрольной площадкой по уровню. Выполняя каждый маяк с контролем его по соседнему, выводят их все на один уровень, в результате чего они должны быть на одной прямой. Располагают и выполняют маяки аккуратно, так как в дальнейшем они являются базой для шабрения участков между ними.
Участки между маяками шабрят по линейке обычным способом с той лишь разницей, что закрашенные пятна на маяках не шабрят. Участки между маяками шабрят до тех пор, пока поверхность между маяками и на маяках не будет покрыта равномерно распределенными пятнами, но в меньшем количестве, чем требуется на окончательно шабренной поверхности. После шабрения участков между маяками проверяют всю направляющую на прямолинейность, выправляют неточности и приступают к отделочному шабрению. Окончательное шабрение выполняют по блеску по плите или суппорту и контролируют всю поверхность по линейке и уровню.
Шабрение нижней части суппорта начинают с пригонки нижних направляющих поверхностей скольжения, сопрягающихся с направляющими станины. Так как длина этих поверхностей небольшая, их шабрят по линейке и станине или по специальной плите, имеющей профиль рабочей поверхности станины (макет станины). Нижние поверхности скольжения нижней части суппорта окончательно шабрят по направляющим станины.
Когда шабрение нижних направляющих нижней части суппорта окончено, начинают шабрить поперечные направляющие, выполненные в виде «ласточкина хвоста», предназначенные для перемещения поперечных салазок.
Для этого сначала грубо шабрят все сопрягаемые поверхности по угловой линейке, чтобы удалить следы режущего инструмента, а затем нижнюю часть 1 суппорта укладывают на станину (рис. 3, а) и шабрят поперечные направляющие, сопрягаемые с салазками (на рисунке показаны жирными линиями) с проверкой по контрольной плите 2.
Рис. 3. Шабрение и проверка прямолинейности нижних направляющих суппорта: а, г — шабрение и проверка специальной плитой, проверка направляющих; б — ползушкой с индикатором; в — контрольными валиками; д — ползушкой с индикатором и контрольным угольником
Достигнув равномерного расположения пятен, шабрят вторую наклонную плоскость в виде «ласточкина хвоста». Шабрение поверхности в виде «ласточкина хвоста» периодически проверяют ползушкой, несущей индикатор 3 (рис. 3, б), соединенный с пружиной 4, или двум контрольными валиками 10 и штангенциркулем 9 (рис. 3, в). В ползушке 5 установлены цилиндры 6, закрепленные винтами 7 и штифтом 8.
Перпендикулярность поверхности в виде «ласточкина хвоста» направляющим станины проверяют ползушкой с индикатором и контрольным угольником. Ползушку, имеющую профиль двугранного угла в виде «ласточкина хвоста», плотно прижимают к проверяемой плоскости, а укрепленный на ней индикатор упирают наконечником в полку контрольного угольника (рис. 3, д). Угольник 13 устанавливают на специальной подставке или на плите задней бабки, а одну из его полок располагают параллельно направляющим станины. При перемещении ползушки 11 по всей длине наклонной направляющей в виде «ласточкина хвоста» индикатор 12 будет скользить наконечником по полке угольника и показывать отклонение этой поверхности от перпендикулярности. Если результаты проверки удовлетворительные, то после этого выполняют окончательное шабрение.
Поверхность скольжения поперечных салазок 14 предварительно шабрят с проверкой по плоской поверочной плите, затем с проверкой по специальной плите 15 шабрят наклонную плоскость направляющих (рис. 3, г).
Окончательное шабрение выполняют по направляющим поперечного суппорта. Когда пригонка трех поверхностей (двух плоских и одной наклонной) поперечных направляющих суппорта окончена, пришабривают клин. Для этого окрашивают поверхности, соприкасающиеся с клином, и, надев на них поперечные салазки, легкими ударами молотка вводят клин. Переместив несколько раз поперечные салазки взад и вперед вместе с клином, его вынимают. По следам оставшейся краски на клине выполняют шабрение. После окончательного шабрения клин обрезают по длине и делают вырез под регулировочный винт.
Техника шабрения
Методика шабровки зависит от характера режущего инструмента и формы обрабатываемой детали. Операцию рекомендуется проводить в заводском цехе, в котором установлено оборудование для фиксации обрабатываемой заготовки. Это могут быть тески, пресс. Перед шабрением человеку рекомендуется надеть надеть рабочий костюм, который будет защищать его одежды от частичек пыли, грязи. Вытяжку в рабочем цехе можно не ставить, поскольку образовавшийся металлический мусор не представляет угрозы для здоровья. После проведения шабровки рекомендуется принять душ или ванную, чтобы избавиться пыли, грязи, мусора, которые могли прилипнуть к коже во время операции.
Для работы с плоскими обширными поверхностями используются плоские шаберы, обладающие широкой зачищающей пластиной. Это ускорит процедуру обработки, а также сделает поверхность более гладкой. Если Вы обрабатываете узкую запчасть (скажем, подшипники) либо наносите рисунок, то рекомендуется применять шабер с узкой насадкой. Такая насадка сможет попасть в труднодоступные места, а также сделает зачистку очень точной. Шабрение дерева, пластика делать просто — Вы подносите инструмент к краю обрабатываемой поверхности, помещаете инструмент на небольшую глубину и с помощью мускульных движений снимаете внешнюю поверхность слой за слоем.
Этапы шабрения
Шабрение металла требуют сноровки, практических навыков, которые могут отсутствовать у новичка. Поэтому лучше доверить эту операцию опытному слесарю. Шабровку изделий рекомендуется выполнять на столярной плите, а сам процедура выглядит так:
- Перед зачисткой приготовьте или купите в магазине смесь-краску на основе сажи и моторного масла. Смесь должна быть густой и липкой, чтобы она могла прилипнуть к поверхности обрабатываемой запчасти. Нанесите смесь с помощью тампона на всю поверхность столярной плиты и дайте 1-2 минуты подсохнуть. Наносить смесь следует равномерно по всей площади плиты в 1 слой (иначе значительно снизится точность контрольных мероприятий).
- Теперь возьмите деталь, которая будет подвергаться технологической обработке, а потом приложите ее к столярной плите, покрытой краской. Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение.
- Выполните заточку инструмента и начинайте удалять неровности с помощью шабера. Во время работы рекомендуется делать движения «от себя», а сам шабер следует держать под углом 30-45 градусов относительно плоскости объекта. Движения вперед нужно делать с уверенным нажимом, чтобы срезать лишний металл. Контролируя степень нажатия, Вы можете контролировать глубину резки. Назад инструмент следует возвращать спокойно, без нажима. Оптимальный ход инструмента составляет 2-3 сантиметра, а по мере выравнивания поверхности металла ход следует уменьшить до 0,5-1 сантиметра.
- С помощью чистой тряпки удалите с поверхности обрабатываемой запчасти различный металлический мусор, который образовался во время обработки. Также не забудьте высушить столярную плиту и нанести на нее новый слой краски. Теперь снова приложите заготовку к поверхности стола с нанесенной краской. Через несколько минут уберите деталь и обратите внимание на цвет пятен. Если на столе остались серые пятна, то операцию шабровки следует повторить. Если деталь небольшая, то можно краску не наносить — вместо этого можно использовать незадействованный участок плиты (это сокращает время работы, снижает затраты краски).
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
Одной из важных функций, которую вы хотите найти, является инструмент для регулировки угла наклона, который обтекает колеса. У большинства машин это, но убедитесь. Это ключ к моему процессу. На некоторых более дешевых шлифовальных машинах инструментальные подставки не регулируются по углу.
Для практической работы получите квадратную скобку из мягкой стали, похожую по размеру, на биты инструмента, которые вы хотите измельчить. Мягкая сталь быстро измельчается и облегчает изучение. При шлифовании мягкой стали он перегреется и станет синим. Обычно это проблема, но здесь это неважно, потому что мы ничего не будем использовать. Вы часто затираете кусок во время шлифовки, но это должно сохранить ваши руки, а не сталь. Фактически, это то, что высокоскоростная сталь — это сталь, которая может резать на высокой скорости, потому что она может занять тепло.
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.
Вот мои первые шесть попыток сделать биты инструмента, сохраненные для потомков. Во-первых, настройте скамейку. Измельчители делают облако мелкой стружки в радиусе пяти футов, поэтому отключайте ее от ваших станков. Пескоструйная обработка плохо для прецизионного оборудования. Установите инструмент на 10 °, чтобы внутренний угол между поверхностью колеса и верхней поверхностью составлял 100 °. Этот трюк устранит необходимость мыслить в сложных углах, что повредит моему первобытному мозгу приматов.
Нанесите макулатуру на верхнюю поверхность и дайте ей попробовать полностью. Проследите конец квадрата машиниста, чтобы создать угол 90 ° на конце между двумя отмеченными вами точками. Этот процесс довольно прощающий. Есть общая форма нашего бит. Используя колесо шириной 60 мм, сначала намотайте длинный край. Держите его плотно на упоре инструмента и плавно перемещайте его вперед и назад по всему колесу. Когда он становится достаточно горячим, чтобы сжечь пальцы, замочите его в воде и продолжайте.
Поскольку направляющие станины токарного станка достаточно длинные, обработка выполняется по маякам с разбивкой общей длины на участки. Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Чем больше мертвецы в ваших пальцах, тем быстрее это пойдет. Как долго вы можете идти между сундуками, это мера истинного песка. Как часто писатель может это сделать? Удерживая кусочек плоской относительно инструментального упора и сдвигая его назад и вперед по рулю, сначала измельчите длинную сторону. Будьте терпеливы и работайте над тем, чтобы заглушить ваши тепловые нервы.
Когда вы идете вперед, оденьте колесо в любое время, когда он загрузится темным зерном. Шлифовка замедлит дальнейшее движение, потому что материал становится шире. Терпение и нервная смерть — это достоинства машиниста. Это увеличивает время между масками, делая процесс более быстрым. Затем вырежьте короткий конец, используя ту же технику.
Смотрите видео чернового шабрения
Такой обработке подвергаются незакаленные части направляющих токарного станка, метод гарантирует достижение высокой точность поверхности (0,002 мм на 1000 мм длины). Образующиеся после шабрения мельчайшие лунки способны хорошо удерживать и равномерно распределять смазку. Качество шабрения полностью зависит от профессионализма рабочего.
Подготовка к ремонту
Это два основных угла. Из-за угла наклона инструмента 10 ° произошло что-то волшебное. Мы создали угол захода на посадку, угол переднего зазора, передний рельефный угол и угол захода на посадку, все с двумя простыми процессами шлифования. Дважды проверьте, где мы находимся. У нас есть угол 90 ° вверху, и обе стороны подрезаны под углом 10 °. Если вы хотите обратиться к внутреннему плечу с помощью этого инструмента, сделайте этот угол больше, чем 85 °.
Последние два угла, которые нам нужны, — боковые и задние грабли. Здесь есть кое-что, но не так много. Поскольку это правый инструмент поворота, режущая кромка находится справа, когда наконечник обращен к вам. Поместите край режущей кромки вниз на упоре инструмента.
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Используя область обертывания инструмента, и удерживая режущую кромку вниз, создайте обратную развертку на верхней поверхности около 10 °. Опять же, из-за угла подставки инструмента, мы создаем как боковую рейку, так и задний рейк за один ход. Конец инструмента у меня в руке должен быть направлен вперед, к задней части шлифовального круга. Это дает нам наш задний рейк. Угол поворота инструмента дает нам боковую рейку.
Вот наш новый задний рейк, показанный с передней стороны. Это очень мягкий задний рейк около 5 градусов. Немного больше угла не будет плохой идеей здесь, но это довольно простительно. Этот угол является основной переменной, которую вы меняете в зависимости от материала, который вы разрезаете. Для мягкой стали 8-15 градусов — хорошая цель.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
Притирка и шабрение — в чем разница?
На шабровку по некоторым характеристикам похожа процедура притирки. Эта операция также используется для выравнивания поверхности объекта, а используется она обычно для обработки металла (хотя технологию можно адаптировать для работы с деревом, пластиком или мягким камнем). Однако между притиркой и шабрением гораздо больше отличий, чем похожих вещей. Главное отличие заключается в том, что для притирки используются абразивные материалы, а не специальный инструмент-шабер. К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться).
Абразивы
Абразивами называют различные материалы, которые за счет своего строения, структуры используются для шлифовки и полировки металлических, деревянных, пластиковых изделий. Принцип работы абразивов схож с шабером — для выравнивания поверхности какого-либо объекта просто срезаются верхние слои объекта. Точность абразивной обработки может быть как низкой, так и очень высокой (она находится в пределах от 0,001 до 1 миллиметра). В зависимости от структуры различают 2 основных класса абразивов:
- Мягкие абразивы. В эту категорию входят гомогенные смеси или пасту, пригодную для шлифовки. Примеры мягких абразивов — алмазные пасты, алмазная крошка, пасты ГОИ. Мягкие полировочные абразивы производят более щадящий, мягкий эффект на материал, поэтому их применяют для полировки пластичных металлов. Это медь, его сплавы, алюминий, чугун, отожженная сталь. Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком).
- Твердые абразивы. В эту группу входят как отдельные вещества, так и специальные объекты, сделанные человеком непосредственно для шлифовки. Примеры твердых абразивов — наждачная бумага (с добавлением алмазной пыли или без нее), кварц, корунд, электрокорунд, карбид кремния. Твердые абразивы отличаются более грубой неоднородной структурой, поэтому их используют для шлифовки твердых металлических материалов. Это сталь, твердые разновидности чугуна, некоторые виды алюминия. Твердые абразивы могут применяться для обработки дерева и пластика, однако обработку нужно делать аккуратно, чтобы не повредить деталь. При желании можно комбинировать обработку твердыми и мягкими абразивами, чтобы достичь оптимальных результатов.
Этапы притирки
Для притирки металла требуется не только абразив, но и притирочный инструмент, а также охлаждающие вещества и смазка. Притирочный инструмент обычно выполняет роль пресса, который придавливает к металлу абразив и выполняет его перемещение для полировки. В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:
- Сперва на притирочный пресс наносится мягкий или твердый абразив, сверху кладется обрабатываемая деталь, а потом выполняется ее шаржирование. Для шаржирования могут применяться плиты, бруски, валики (в зависимости от формы объекта). Если абразив под действием сил гравитации выпадает из инструмента, то на поверхности может наноситься липкая смазка, которая будет удерживать шлифовальные частички.
- После шаржирования можно приступать к притирки. Для этого притирочные плиты, бруски или валики начинают вращаться в одном или различных направлениях. За счет это усиливается контакт абразива с поверхностью обрабатываемой поверхности, что может приводить к срезу верхних слоев металла. Глубина обработки обычно находится в прямой зависимости от времени обработки — чем дольше идет притирка, тем шире будет слой металла, который будет срезан с помощью притирки.
Разновидности станин
Станина – это по форме поперечного сечения разная конструкция с:
- кольцевым типом профиля;
- коробчатым профилем;
- коробчатым профилем и ребрами жесткости продольного типа;
- профилем коробчатого типа и ребром жесткости, расположенным по диагонали;
- открытым типом профиля;
- открытым профилем и стенками двойными.
В продольном направлении станина – это основание с:
- квадратными окнами;
- окнами и ребром жесткости по диагонали в одном направлении;
- ребрами жесткости в обоих направлениях (по типу буквы Х);
- цельнолитым исполнением корпуса.
Как выбрать токарный станок по металлу
Функциональность металлорежущего оборудования практически ничем не ограничена. При необходимости можно купить и токарно-фрезерный станок, и токарно-револьверный с устройством копировальным и программным управлением. Все зависит от потребности а конкретных деталях и и классе их точности.
Как правило, для домашнего использования покупают или собирают своими руками несложные токарные станки, позволяющие выполнять простейшие, но необходимые операции — проточку валов, изготовление шкивов и конусов, изготовление фасонных деталей, сверление и элементарные фрезеровочные работы. Каждый станок подбирается максимально под потребности, тогда он будет работать в оптимальном нагрузочном режиме и прослужит долго и надежно.
Твердотельное реле – принцип работы, Электрорубанки, рейтинг по качеству