Плашка является специальным металлорежущим инструментом, предназначенным для создания наружной резьбы либо для ее калибровки на цилиндрических заготовках. Помимо ручной нарезки, лерка (это еще одно название плашки) может применяться в качестве оснастки, с помощью которой выполняется машинная нарезка. Для этого она устанавливается на металлорежущих станках, например, сверлильных либо токарных. Простота конструкции плашки в сочетании с универсальностью обеспечивает возможность ее использования в условиях серийного промышленного производства, а также в быту, где обычно выполняются разовые работы.
Классификация плашек
В последнее время при изготовлении плашек применяется инструментальная сталь, которая обладает высокой устойчивостью к истиранию. Плашка для нарезания наружной резьбы может классифицироваться по следующим признакам:
- Форма.
- Способ нарезания.
- Конструкция корпуса.
По форме различают следующие плашки:
- В виде квадрата. Наружная часть корпуса может иметь форму квадрата, за счет чего упрощается передача усилия.
- Трубчатые получили весьма широкое распространение.
- В виде шестигранника.
- Инструмент с круглой формой корпуса также получил широкое распространение. Они позволяют получить резьбу мелкого или крупного шага, метрического или дюймового типа.
Лерка для нарезки резьбы по конструктивным признакам бывает следующего типа:
- Цельные — довольно простой инструмент, который имеет цельный корпус. Характеризуется низкой стоимостью и простотой в применении.
- Разрезные обладают сложной формой внутреннего пространства.
- Раздвижные имеют сложную конструкцию, которая может применяться для нарезания резьбы на цилиндрических поверхностях различного диаметра. Это обеспечивается за счет создания корпуса с подвижными элементами.
По способу нарезания резьбы инструмент делится на следующие группы:
- Для круглой резьбы.
- Для цилиндрической.
- Для конической резьбы.
Наибольшее распространение получил инструмент круглой формы, так как он может использоваться для нарезания резьбы за один проход.
Как нарезается с помощью лерки резьба
Прежде чем приступить собственно к нарезанию резьбы, на торце заготовки следует снять фаску под углом 45 градусов. Это облегчит накатку первых витков благодаря возможности расположить плашку так, чтобы ее ось была строго параллельной оси обрабатываемой детали. Затем следует выполнить следующие действия:
- заготовка закрепляется в слесарных тисках. При этом нужно контролировать, чтобы ее ось была ориентирована строго вертикально;
- инструмент и заготовка смазываются техническим маслом;
- плашка прикладывается к торцу прута строго горизонтально;
- далее проделываются несколько начальных вращений этого инструмента;
- если на первых кругах замечается явный перекос, следует снять лерку, обстучать обрабатываемый пруток и начать работу заново;
- вращение инструмента в начале процедуры нарезки должно сопровождаться равномерным нажатием на ручки плашкодержателя;
- создав несколько первых витков, следует проконтролировать горизонтальность лерки и воротка. Для этого нужно использовать уровень. Если инструмент ориентирован в пространстве правильно, нарезание резьбы продолжается на всю длину заготовки;
- сделав один-два витка, чтобы удалить стружку, нужно провернуть лерку в обратном направлении на пол-оборота;
- когда будет достигнута примерно середина отрезка заготовки, на котором нарезается резьба, усилие нажатия можно ослабить по причине начала процесса самозатягивания;
- завершив нарезку, инструмент следует просто вернуть в исходное положение по проделанной резьбе и снять его с заготовки.
Проверка правильности выполненной работы осуществляется с помощью специальных шаблонов, штангенциркуля либо путем накручивания гайки соответствующего размера.
Некоторые технические характеристики
Для начала отметим, что рассматриваемый тип инструмента может применяться только вместе со специальным держателями. Это связано с тем, что плашке следует передавать большое усилие во время механической обработки. Один держатель может использоваться для работы одновременно с различными типами лерок.
Следует также учитывать нижеприведенную информацию:
- Левые плашки применяют для получения левонаправленной резьбы. Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.
- Трубные варианты исполнения отличаются от метрических, для обозначения на поверхность корпуса наносится символ «G».
- Для получения резьбы под конус применяется инструмент трубный конический. Чаще всего применяется на производственных линиях по выпуску станков или топливных трубопроводов. Обозначается путем нанесения на поверхность корпуса буквы «К».
При выборе инструмента следует уделить внимание и понятию шага — расстояние, образующееся между двумя соседними витками. Стоить учитывать, что плашка имеет основной и дополнительный шаг.
Качество применяемых инструментов
В продаже можно встретить плашки, изготавливаемые из самых различных сплавов. При изготовлении могут использоваться следующие металлы:
- Быстрорежущая сталь 9ХС и ХСС, Р6М5. Она на сегодняшний день встречается в продаже чаще, чем другие стали. Это связано с исключительными эксплуатационными качествами и относительно низкой стоимостью. Реже применяется сталь Р18, которая была распространена на момент существования СССР.
- Качество инструмента во многом зависит от точности его производства. Если точность формы низкая, или на поверхности есть дефекты, то это указывает на плохое качество инструмента.
Читать также: Белый и синий провод где плюс
Стоимость инструмента может зависеть от достаточно большого количества моментов. Как правило, инструменты зарубежных производителей стоят намного дороже, чем отечественных.
Советы по выбору инструмента
Плашка для нарезания может прослужить в течение длительного периода. При ее изготовлении, как правило, применяется инструментальная сталь, которая характеризуется высокой износостойкостью.
Инструмент подбирается по следующим параметрам:
- Наружному диаметру заготовки.
- Классу точности.
- Шагу и другим параметрам резьбы.
- По виду обрабатываемого материала.
Нанесение резьбы плашкой
Нарезка резьбы при помощи плашки
Наиболее качественная и точная нарезка, как правило, проводится при применении разрезного варианта исполнения. Конструкция характеризуется наличием стопорного кольца. Кроме этого, в продажу поступает просто огромное количество различных наборов, которые представлены изделиями с различным диаметром и параметрами. Всю необходимую информацию можно определить проведя расшифровку маркировку. Все обозначения, как правило, наносятся на корпус изделия.
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
- Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств.
- С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника.
- Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки.
- Плашка закрепляется в специальном плашкодержателе. Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка.
- Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание. Для врезания инструмента в металл на него должно оказываться существенное воздействие.
- Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении. За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Пла́шка
или в народе
ле́рка
— резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке) [1] [2] . Ранее название
плашка
использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно
бо́льших диаметров
[
источник не указан 426 дней
] .
Лерка
имеет неразборную форму и имеет резьбовое отверстие с канавками, нарезаемая резьба более точная, чем у плашек. В настоящее время разделение на плашки и лерки перестало существовать.
Читать также: Wago 221 как пользоваться
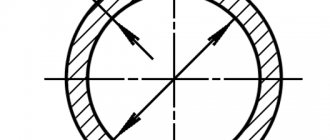
Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ), быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается).
Виды плашек
:
цельные
,
разрезные
и
раздвижные
(клупповые). В зависимости от формы наружной поверхности плашки бывают
круглые
,
квадратные
,
шестигранные
,
призматические
.
Круглые плашки
— закрепляют для работы в воротках стопорными винтами или крепят в резьбонарезных патронах. Для этого на наружном цилиндре плашки существуют конические углубления и угловой паз. Последний позволяет разрезать плашку шлифовальным кругом по перемычке и частично регулировать по диаметру. Для круглых разрезных плашек применяют воротки с пятью винтами, с помощью которых регулируют диаметр нарезаемой резьбы.
Цельные плашки
— благодаря своей высокой жёсткости дают возможность получить резьбу высокого качества (метрическую, коническую), но обладают небольшой износостойкостью.
Раздвижные плашки
— устанавливают в клуппах, имеющих для этой цели специальные направляющие. Плашка состоит из двух частей, закрепляемых в рамке клуппа сухарём и винтом. Этим винтом регулируют диаметр нарезаемой резьбы. К клуппу прилагается набор плашек, который позволяет изготавливать резьбы разных размеров.
Разрезные плашки
— могут немного пружинить, изменяя диаметр нарезаемой резьбы на 0,1-0,3 мм. Из-за малой жёсткости разрезные плашки не дают чистой и точной резьбы.
Материал изготовления
В качестве сырья для производства плашек используются стали следующих марок:
- легированная специализированная инструментальная 9XC;
- легированная инструментальная XBCГФ;
- быстрорежущая инструментальная P18;
- вольфраммолибденовая быстрорежущая инструментальная P6M5 и Р6М5К5;
- самозакаливающаяся инструментальная быстрорежущая молибденкобальтсодержащая Р6М5Ф2К8
Изготавливаться лерки могут также из твердых сплавов, утвержденных ГОСТом 3882-74. Их перечень содержится в таблице.
| Группа | Марка металла | Физико-механические характеристики | ||
| Твердость НRА, не меньше | Плотность, г/см3 | Предел прочности при воздействии на изгиб кгс/мм2, не меньше | ||
| Титано-тантало-вольфрамовая | T8K7 | 90,5 | 12,8-13,1 | 155 |
| TT20K9 | 91,0 | 12,0-12,5 | 150 | |
| TT10K8Б | 80,9 | 13,5-13,8 | 165 | |
| TT8K6 | 90,5 | 12,8-13,3 | 135 | |
| TT7K12 | 87,0 | 13,0-13,3 | 170 | |
| Титано-вольфрамовая | T5K10 | 88,5 | 12,5-13,1 | 145 |
| T14K8 | 89,5 | 11,2-11,6 | 130 | |
| T15K6 | 90,0 | 11,1-11,6 | 120 | |
| T30K4 | 92,0 | 9,2-9,8 | 100 | |
| Вольфрамовая | BK20-KC | 82,0 | 13,4-13,7 | 215 |
| BK15 | 86,0 | 13,9-14,4 | 190 | |
| BK11-BK | 87,0 | 14,1-14,4 | ||
| BK20 | 84,0 | 13,4-13,7 | 210 | |
| BK10-KC | 85,0 | 14,2-14,6 | 190 | |
| BK11-B | 86,0 | 14,1-14,4 | 200 | |
| BK4-B | 88,0 | 14,9-15,2 | 150 | |
| BK10-XOM | 89,0 | 14,3-14,7 | ||
| BK10 | 87,0 | 14,2-14,6 | 180 | |
| BK8-BK | 87,5 | 14,5-14,8 | ||
| BK8-B | 86,5 | 14,4-14,8 | 185 | |
| BK8 | 88,0 | 14,5-14,8 | 170 | |
| BK6-B | 87,5 | 14,6-15,0 | 170 | |
| BK6-OM | 90,5 | 14,7-15,0 | 130 | |
| BK6-M | 90,0 | 14,8-15,1 | 145 | |
| BK3-M | 91,0 | 15,0-15,3 | 120 | |
| BK6 | 88,5 | 14,6-15,0 | 155 | |
| BK3 | 89,5 | 15,0-15,3 | 120 | |
Плашки, режущие кромки которых выполнены из этих твердых сплавов, способны наносить резьбу на стержни из высоколегированной стали. Они хорошо подходят для применения в промышленных условиях.
Виды плашек
Обработка деталей с помощью резьбонарезного инструмента пользуется во многих сферах спросом и популярностью. Нарезание может быть выполнено на трубах различного диаметра, а также на таких деталях как болты, гайки, винты и другие. Винтовая резьба (конструктивно это выглядит как чередование спиральных канавок и выступов-витков) может быть внешней и внутренней. Для получения внешней резьбы ручным способом используют специальный инструмент – плашки (или лерки).
По конструкции плашки – это небольшие прокаленные гайки с наличием в них особых осевых отверстий, которые образуют кромки. Дополнительно приспособление имеет стружечные отводы. Их может быть 3-6 штук. Общая длина резьбонарезного приспособления – это 8-10 шагов резьбы, из них первые 2-3 витка – это заборная часть. Выполняется в виде конуса. Резьбонарезной инструмент применяется совместно с держателем, который играет роль рычага. Оптимально для этого подходит вороток.
Предназначение плашки
Рассматриваемый инструмент достаточно прост, характеризуется следующими особенностями:
- Основное предназначение заключается в образовании резьбовой поверхности на различной наружной поверхности. В большинстве случаев плашка для нарезки резьбы применяется для получения канавок на трубах или валах, различных стержнях.
- Механическая обработка обеспечивается за счет сложной поверхности внутренней поверхности. Она представлена сочетанием нескольких режущих кромок, расположенных в определенной последовательности. При вращении они проводят снятие металла с целью образования витков.
- Конструкция имеет отверстие для заготовки и воротка, через который будет передаваться усилие.
Лерка
Отличительные особенности дюймовой заключаются в расположении режущих кромок. Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
По конструкции различают следующие виды плашек:
- Призматические или квадратные. Это две одинаковые раздвижные половинки квадратного или призматического сечения, закрепляемые в клуппе в форме рамки с рукоятками. На составных частях имеются призматические канавки. Чаще всего используют косые захватные устройства с прямоугольным окном – всего 6 номеров инструмента. Держатель вращается в рабочем направлении точно так же, как метчик. Вороток или клупп может иметь специальные направляющие кольца, благодаря чему удается получать более ровную без дефектов (например, перекосы, заусеницы, зазубрины);
- Круглые плашки могут быть разрезными и цельными (или иначе называют их лерками). Первый вариант используют для получения более точной резьбы. Конструктивно разрезная лерка имеет на боковой поверхности небольшую прорезь. Это позволяет легко регулировать обрабатываемый диаметр в пределах 0,1-1,25 мм.;
- Цельные. Конструктивно – это сплошная закаленная гайка, в которой резьба нарезана в виде сквозных продольных канавок. Они же образуют режущий контур и служат для вывода стружки. Нарезка резьбы осуществляется за один проход. Несмотря на то, что инструмент обладает достаточной жесткостью, быстро изнашивается. Данный вид плашек применяется для получения следующих видов резьб (параметры по ГОСТ 2173-51):
- метрической – диаметром до 52 мм.;
- дюймовой – от ¼ до 2″;
- метрической мелкой до 135 мм. и до 125 мм. – всего пять размерных групп.
Читать также: Как заменить штекер на интернет кабеле самому
Особенности работы с плашками
Плашки могут быть выполнены разного типа и размеров. Параметры определяются по клейму, расположенному непосредственно на приспособлении.
Обязательно проверяется материал, из которого изготовлена плашка. Если этого не делать, то в несоответствии с возможностями резьбонарезного инструмента можно испортить, либо трубу, либо саму плашку.
По маркировке (буквенно-цифровая комбинация) также определяют соответствие диаметру трубы, а также обозначение типа резьбы.
Для получения более качественной прорезки плашку обрабатывают эмульсионным раствором (в случаях, когда нарезка производится на мягкой стали или латуни), олифой (для твердых сталей), керосином (для работы с алюминиевым инструментом).