Приведенная ниже информация по классификации канатов далеко не нова, и мы практически ничего нового добавить не сможем. Аналогичные материалы вы легко сможете найти на прочих ресурсах, так зачем мы размещаем её у себя? Взглянув на нижепредставленную классификацию вы поймете, что видов каната большое количество и порой даже специалисту бывает достаточно сложно разобраться что такое Канат 12—ГЛ—ВК—Л—О—Н—1770 ГОСТ 2688–80.
Работая с одними и теми же канатами расшифровать все достаточно просто, но если клиент хочет купить нестандартный канат? Вот тут и начинается «Где посмотреть? Где взять? Что означает эта буква в наименовании?». Ранее мы уже публиковали материал о канатах, но подробно не описывали классификацию, поэтому мы надеемся что и данная статья будет вам полезна.
Классификация, технические требования, методы испытаний, правила приемки, транспортировки, и хранения стальных канатов изложены в ГОСТ 3241-91 «Канаты стальные. Технические условия».
Классификация
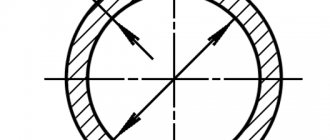
1.1. Канаты подразделяются по признакам 1.1.1. По конструкции: одинарной свивки- состоящие из проволок, свитых по спирали в один или несколько концентрических слоев, двойной свивки — состоящие из прядей, свитых в один или несколько концентрических слоев, тройной свивки — состоящие из канатов двойной свивки (стренг), свитых в концентрический слой. 1.1.2. По форме поперечного сечения: круглые, плоские. 1.1.3. По форме поперечного сечения прядей: круглопрядные, фасоннопрядные. 1.1.4. По типу свивки прядейи канатов одинарной свивки: с точечным касанием проволок между слоями — ТК, с линейным касанием проволок между слоями — ЛК, с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди- ЛК-О, с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди — ЛК-Р, с линейным касанием проволок между слоями и проволоками заполнения — ЛК-З, с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра — ЛК-РО, скомбинированным точечно-линейным касанием проволок — ТЛК. 1.1.5. По материалу сердечника: с органическим сердечником из натуральных или химических волокон — ОС, с металлическим сердечником — МС. 1.1.6. По способу свивки: нераскручивающиеся — Н, раскручивающиеся. 1.1.7. По степени уравновешенности: рихтованные — Р, нерихтованные. 1.1.8. По направлению свивки каната: правой, левой — Л. Направление свивки каната определяется: для канатов одинарной свивки — направлением свивки проволок наружного слоя, для канатов двойной свивки — направлением свивки прядей наружного слоя, для канатов тройной свивки — направлением свивки стренг в канат. 1.1.9. По сочетанию направлений свивки каната и его элементов в канатах двойной и тройной свивки: крестовой свивки (направление свивки каната и направление свивки стренг и прядей противоположны), односторонней свивки (направление свивки пряди и направление свивки проволоки в пряди одинаковы) — О. 1.1.10. По степени крутимости: крутящиеся (с одинаковым направлением свивки проволок в канатах одинарной свивки, прядей или стренг), малокрутящиеся (многослойные многопрядные и одинарной свивки с противоположным направлением свивки элементов по слоям) — МК. 1.1.11. По механическим свойствам марок ВК, В, 1. 1.1.12. По виду покрытия поверхности проволок в канате: из проволок и без покрытия, из оцинкованной проволоки: в зависимостиот поверхностной плотности цинка — С, Ж, ОЖ, покрытие каната или прядей полимерными материалами — П. 1.1.13. По назначению: грузолюдские (марок ВK, В) — ГЛ, грузовые — Г. 1.1.14. По точности изготовления: повышенной — Т, нормальной. Рекомендации по применению канатов приведены в приложении 1. 1.2. Конструкция, основные характеристики и диаметры канатов указываются в соответствующих стандартах на сортамент. 1.3. Диаметр каната, назначение, марка, вид покрытия, направление свивки, сочетание направлений свивки, способ свивки, степень уравновешенности, степень крутимости, точность изготовления, маркировочная группа, обозначение соответствующего стандарта на сортамент указываются потребителем и входят в условное обозначение каната.
Примеры условного обозначения стальных канатов
- Канат 16,5 — Г — I — Н — Р — Т — 1960 ГОСТ 2688 — 80 Канат диаметром 16,5 мм, грузового назначения, первой марки, из проволоки без покрытия, правой крестовой свивки, нераскручивающийся, рихтованный, повышенной точности, маркировочной группы 1960 Н/мм2 (200 кгс/мм2), по ГОСТ 2688 — 80
- Канат 12 — ГЛ — ВК — Л — О — Н — 1770 ГОСТ 2688 — 80 Канат диаметром 12,0 мм, грузолюдского назначения, марки ВК, из проволоки без покрытия, левой односторонней свивки, нераскручивающийся, нерихтованный, нормальной точности, маркировочной группы 1770 Н/мм2 (180 кгс/мм2), по ГОСТ 2688-80
- Канат 25,5 — Г — ВК — С — Н — Р — Т — 1670 ГОСТ 7668 — 80 Канат диаметром 25,5 мм, грузового назначения, марки ВК, оцинкованный по группе С, правой крестовой свивки, нераскручивающийся, рихтованный, повышенной точности, маркировочной группы 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 7668 — 80
- Канат 5,6 — Г — В — Ж — Н — МК — Р — 1670 ГОСТ 3063 — 80 Канат диаметром 5,6 мм, грузового назначения, марки В, оцинкованный по группе Ж, правой свивки, нераскручивающийся, малокрутящийся, рихтованный, маркировочной группы 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 3063 — 80
Технические требования
2.1. Характеристики 2.1.1. Стальные канаты и металлические сердечники должны изготовляться из проволоки по ГОСТ 7372. Канаты изготовляются по технологическому регламенту, утвержденному в установленном порядке. 2.1.2. В качестве органических сердечников должны применяться: пеньковые, сизалевые, полипропиленовые сердечники по ГОСТ 5269; джутовые сердечники и сердечники из химических волокон по нормативной документации; пряжа хлопчатобумажная и корд хлопчатобумажный по нормативной документации. Допускается по согласованию изготовителя с потребителем применение сердечника из других материалов. При отсутствии требований потребителя выбор материала сердечника производится изготовителем. 2.1.3. Сердечники из натурального волокна, хлопчатобумажной пряжи и корда должны быть пропитаны смазкой по ГОСТ 15037 или смазкой по нормативно-технической документации. По требованию потребителя сердечник не пропитывается. 2.1.4. Канаты из проволоки без покрытия и оцинкованной должны быть смазаны канатными смазками по нормативно-технической документации. По согласованию изготовителя с потребителем допускается нанесение на канат других видов смазки. По требованию потребителя канаты покрываются смазкой Торсиол-55 по ГОСТ 20458. Рекомендации по применению смазки Торсиол-55 приведены в рекомендуемом приложении 1. По требованию потребителя канаты изготовляются несмазанными полностью или с несмазанной наружной поверхностью. 2.1.5. В канате не должно быть западающих, перекрещивающихся и оборванных проволок, западающих прядей. 2.1.6. Диаметры проволок в канатах должны соответствовать требованиям стандартов на сортамент. Допускается уточнение диаметров проволок, при этом равные диаметры проволок одного слоя изменяются на одинаковую величину. 2.1.7. Проволоки должны быть соединены стыковой электросваркой или высокотемпературной пайкой. Допускается концы оборванных проволок диаметром 0,55 мм и менее заделывать посредством прошивки через сечение прядей или соединять узлом. При этом допускается местное утолщение и нарушение свивки в месте соединения концов проволоки. В канатах марки 1 на одном метре каната допускается неболее двух соединений проволок в разных поперечных сечениях, в канатах марок ВК и В не более одного соединения на расстоянии 10 м. 2.1.8. Канат должен иметь по всей длине равномерный шаг свивки элементов каната. Шаг свивки наружногослоя проволок в прядях должен составлять не более 9диаметров пряди в канатах линейного касания проволок и 11 диаметров пряди в канатах точечного касания проволок, в трехгранных прядях и однопрядных металлических сердечниках. Шаг свивки проволок в канатах одинарной свивки, а также в канатах и прядях конструкции 1 + 6 должен быть не более 11 диаметров пряди. Шаг свивки канатов должен составлять не более: 6,5 диаметров в трех-, шестипрядных канатах, стренгах канатов тройной свивки и металлических сердечниках; 7 диаметров в канатах с количеством прядей более шести, в канатах тройной свивкии в канатах точечного касания, пряди которых изготовляются в три операции (1+ 6 + 12+ 18); 7,5 диаметров в канатах фасоннопрядных; 16 диаметров в стренгах и прядях плоского каната. По согласованию изготовителя с потребителем допускается шаги свивки наружного слоя проволок в прядях увеличить до 11 диаметров пряди, а каната — до 7 диаметров каната, при этом оптимальное соотношение шагов свивки в указанных пределах определяется в соответствии с методикой, приведенной в рекомендуемом приложении 2. 2.1.9. Концы канатов у места отреза должны быть прочно обвязаны мягкой проволокой. Для канатов диаметром до 14,5 мм включительно конец каната может быть заварен вместо обвязки. Торцы канатов диаметром более 57,0 мм с металлическим сердечником должны быть заварены. 2.1.10. Диаметр каната, ширина и толщина плоского каната должны соответствовать нормам, указанным в соответствующих стандартах на сортамент стальных канатов. Предельное отклонение по ширине и толщине плоских канатов должно быть не более: — для повышенной точности, ±8% — для нормальной точности. Предельное отклонение по диаметру каната должно соответствовать указанным в табл. 1 и 2. Канаты с органическим сердечником могут иметь зазоры между прядями, при этом диаметр каната не должен превышать предельных отклонений, приведенныхв табл. 1. Допускается зазор между прядями в канатах с металлическим сердечником и выступающий ворс oт органического сердечника в канатах с органическим сердечником. 2.1.11. Длина каната устанавливается потребителем. Допускаемое отклонение по длине должно быть не более для канатов длиной: ≤ 400 м — , ≥ 400 мм — м на каждые 1000 м или их части.
Таблица 1
| Диаметр каната, мм | Предельное отклонение, %, не более, для канатов | |||
| повышенной точности | нормальной точности | |||
| с металлическим сердечником | с органическим сердечником | с металлическим сердечником | с органическим сердечником | |
| До 3,0 включ. | + 7 -1 | +6 | +10 -2 | +10 |
| Св. 3,0 до 6,0 включ. | + 6 -1 | |||
| » 6,0 » 8,0 » | + 5 -1 | |||
| » 8,0 | + 4 -1 | +5 | +6 -2 | +7 |
Таблица 2
| Диаметр каната, мм | Предельное отклонение канатов одинароной свивки, %, не более | |
| повышенной точности | нормальной точности | |
| До 1 ,5 включ. | +5 | + 10 -2 |
| Св. 1,5 до 8,0 включ. » 8,0 » 16,0 » | +4 | |
| + 6 -2 | ||
| » 16,0 | +3 | |
При отсутствии указания длины канат изготовляют длиной не менее 200 м. Канаты длиной менее 200 м поставляют по согласованию с потребителем. В случае, если указывается кратная или монтажная длина, а канат изготовляется общей длиной, то предприятие-изготовитель накладывает проволочные вязки на указанные длины. 2.1.12. Механические свойства проволок, взятых из каната, должны соответствовать требованиям ГОСТ 7372. Допускаемый разбег временного сопротивления разрыву проволок, взятых из каната, за исключением центральной проволоки и проволок заполнения, не должен превышать значений, приведенных в табл. 3.
Таблица 3
| Номинальный диаметр проволоки, мм | Допускаемый разбег временного сопротивления разрыву проволок каждого диаметра, взятых из каната, %, для марок | ||
| ВК | В | 1 | |
| До 0,75 включ. Св. 0,75 до 1,60 включ. » 1,60 » 1,80 » >>1,80 | 18 16 15 14 | 20 18 17 16 | 23 21 19 18 |
Значения допускаемого разбега временного сопротивления разрыву округляются до целых в сторону увеличения. Допускается снижение числа перегибов и скручиваний проволок на единицу и показателей поразрыву с узлом на 2 % от норм, установленных ГОСТ 7372. 2.1.13. Поверхностная плотность цинка и сцепление его со стальной основой должны соответствовать требованиям ГОСТ 7372 . Допускается на испытанных проволоках, взятых из каната, снижение поверхностной плотности цинкана 5 % от норм, установленных ГОСТ 7372, при этом среднее арифметическое значение поверхностной плотности цинка должно соответствовать ГОСТ 7372 для проволок каждого диаметра. 2.1.14. Суммарное разрывное усилие всех проволокв канате и разрывное усилие каната в целом должно быть не менее значений, указанных в соответствующих стандартах на сортамент при заданноймаркировочной группе (приложение 5). 2.1.15. При изготовленииканата в рихтованном исполнении максимальное отклонение оси каната на отрезкедлиной, равной 50 его диаметров, должно бытьне более: 10диаметров для канатов с органическим сердечником. 15диаметров для канатов с металлическим сердечником и канатов одинарной свивки. 2.2. Маркировка 2.2.1. Каждый канат должен быть снабжен ярлыком из материала, обеспечивающего сохранность маркировки, на котором следует указать: наименование или товарный знак предприятия-изготовителя; номер каната всистеме нумерации предприятия-изготовителя; условное обозначение каната; длину каната или каждого отрезка, считая от шейки барабана, м; массу брутто,кг; дату изготовления каната. При обязательной сертификации на ярлык или барабан с канатами наносится изображение знака соответствия. Ярлык прибивается гвоздями на видном месте щеки барабана, а к бухте крепится мягкой проволокой. При намотке каната на металлический барабан ярлык может крепиться к концу каната. 2.2.2. Транспортная маркировка — по ГОСТ 14192. 2.3. Упаковка 2.3.1. Канаты наматываются на деревянные барабаны по ГОСТ 11127 или металлические барабаны, а также на возвратные барабаны с использованием их в установленном порядке, или в бухты. Рекомендуемые габаритные размеры бухт: наружный диаметр — не более 1200 мм, высота бухты — не более 800 мм, внутренний диаметр бухты должен быть не менее 15 номинальных диаметров каната. Диаметр шейки барабана должен быть не менее 15 номинальных диаметров каната. Борт барабана должен выступать над наружным слоем намотанного каната не менее чем на два диаметра каната при диаметре 25 мм и менее и на 50 мм придиаметре каната более 25 мм. Допускается наматывать на барабан несколько отрезков каната одного типоразмера. Концы каната должны быть прочно закреплены. Наружный конец каната обвязывается органическим сердечником по ГОСТ5269 или другой нормативно-технической документации или проволокой по ГОСТ3282 или другой нормативно-технической документации, или прядью, или канатом, или лентой по ГОСТ 3560 и крепится к внутренней стороне щеки барабана. 2.3.2. Барабаны с канатами грузолюдского назначения по требованию потребителя обшивают досками, максимальный зазор между которыми должен быть не более 50 мм, или канат оборачивают полимерной пленкой по ГОСТ 10354 или другой нормативно-технической документации, или водонепроницаемой бумагой по ГОСТ 8828 или ГОСТ 515. Канат, смотанныйв бухту, должен быть крепко перевязан мягкой проволокой по ГОСТ3282 или другой нормативно-технической документации или прядью каната, или лентой по ГОСТ 3560 или другой нормативно-технической документации не менее, чем в четырех местах, равномерно расположенных по окружности. 2.3.3. Упаковка канатов, отгружаемых в районы Крайнего Севера и приравненные к ним местности, а также канатов, отправляемых морским путем, производится по ГОСТ 15846.
Критерии выбора тросов
Критерии могут зависеть от признака, который берётся за основу. Однако существует и общепризнанные правила выбора по качеству и предназначению, эти правила называются ГОСТ. В ГОСТе представлена более точная и подробная классификация всех известных видов стальных тросов и изделий. В соответствии с этой классификацией различают основные параметры, на которые стоит обратить внимание при покупке:
- предназначение, канаты и тросы бывают разные и предназначаются для разных целей, поэтому важно уточнить этот параметр;
- тип конструкции, которая определяется количеством прядей в канате;
- метод и направление свивки;
- прочность;
- материал сердечника;
- характеристики и свойства проволоки и другие.
Канаты стальные ГОСТ изготавливаются по требованиям технологического регламента, утвержденного государственными органами. Поэтому наличие отметки соответствия ГОСТу говорит о качестве изделия. Поскольку каждый вид изделия приведенного в классификации должен быть изготовлен из определенных материалов и по особой технологии которая утверждена в ГОСТ.
Например, трос стальной ГОСТ 5269 , материал сердечника для такого троса должен соответствовать перечню, приведенному в ГОСТ, то есть в качестве материала может использоваться пенька, сизаль и полипропилен, джут, химические и хлопчатобумажные волокна должны соответствовать нормативной документации.
Так же, как и в случае с предназначением каждого из видов, в Госте прописано все до мельчайших подробностей о том, какой канат где применяется. Знание ГОСТ позволяет выбрать качественное и надежное изделие, и этим знанием пренебрегать не стоит.
Приемка
3.1. Канаты принимают партиями. Партия должна состоять из каната одного типоразмера в одной единице упаковки, оформленной одним документом о качестве, в котором указывают: товарный знак или наименование и товарный знак предприятия-изготовителя; наименование организации, в систему которой входит предприятие-изготовитель; номер каната всистеме нумерации предприятия-изготовителя; условное обозначение каната; длину каната или каждого отрезка; массу брутто каната; результаты механических испытаний; суммарное разрывное усилие всех проволок в канате или разрывное усилие канатав целом; материал органического сердечника; дату изготовления каната; тип смазки каната; номер барабана; штамп технического контроля; изображение знака соответствия при обязательной сертификации. 3.2. Внешний вид, размер, механические свойства проволок каната, суммарное разрывное усилие, качество цинкового покрытия проверяют на каждом канате. 3.3. Проверку разрывного усилия каната в целом производят по требованию потребителя. 3.4. Результаты испытаний нарастяжение, скручивание, перегиб и контроль диаметра проволок считаются удовлетворительными, если суммарная площадь поперечного сечения проволок, не соответствующих требованиям настоящего стандарта, составляет не более 5 % номинальной площади сечения всех проволок в канате при 100 %-ном испытании, не более2 % номинальной площади сечения каната при 25 %- и 10 %-ном испытаниях проволокв канате, а для канатов одинарной свивки количество проволок, не удовлетворяющих требованиям стандарта, не должно превышать 5 % испытанных проволок из каната. При этом фактическое значение диаметров этих проволок не должно превышать ближайшего смежного диаметра по ГОСТ 7372 по отношению к диаметрам, указанным в стандартах насортамент или уточненным в соответствии с п. 2.1.6. Допускается в канатах грузового назначения наличие проволок, отличающихся диаметрами отуказанных в стандартах на сортамент на 0,2 мм, для проволок диаметром св. 1,20 мм в количестве, установленном выше. При несоответствии результатов испытаний требованиям настоящего стандарта проводится повторное испытание каната. Результаты повторных испытаний распространяют на всю партию.
Методы испытаний
4.1. Для проверки механических свойств, размера проволок каната, наличия смазки вканате и сердечнике, качества цинкового покрытия от каждого каната отбирают отрезок длиной не менее: 1,0 м — для канатов из проволоки без покрытия, 1,5 м — для канатов из оцинкованной проволоки. От отрезка каната отбирают проволоки в количестве, указанном в табл. 4.
| Вид испытания | Количество испытываемых проволок | |
| в грузолюдском канате | в грузовом канате | |
| На растяжение, перегиб и замер диаметра проволок На скручивание Проверка качества поверхностной плотности цинка Проверка прочности сцепления цинка со стальной основой | 100 % проволок 25 % проволок каждого диаметра, но не менее трех | 25 % проволок каждого диаметра, но не менее трех 10 % проволок каждого диаметра, но не менее трех |
| 10 % проволок каждого диаметра, но не менее трех 10 % проволок каждого диаметра, но не менее трех | ||
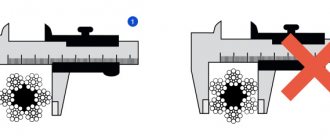
Количество проволок, полученное расчетом, округляется до целого числа в сторону увеличения. При повторном испытании каната количество испытываемых проволок должно соответствовать нормам для грузолюдского каната. 4.2. Определение разрывного усилия каната в целом приведено в приложении 3. Для канатов марок ВК, В и 1 грузового назначения при испытании каната на разрывное усилие в целом допускается оценивать марку каната по результатам испытания механических свойств 10 % проволок каждого диаметра в канате, но не менее трех. 4.3. Осмотр поверхности каната, наличия смазки в канате и сердечнике проводится визуально без увеличительных приборов. 4.4. Диаметр каната должен проверяться, как показано на черт. 1, штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм или микрометром по ГОСТ 6507 с ценой деления 0,01 мм на расстоянии не менее 5 м от конца каната в не нагруженном состоянии.
Черт 1.
Ширина и толщина плоского каната должна проверяться линейкой по ГОСТ 427 с ценой деления 1 мм. Ширина плоского каната измеряется без учета толщины ушивальника. 4.5 Шаг свивки каната должен проверяться линейкой по ГОСТ 427 с ценой деления 1 мм на расстоянии не менее 5м от конца каната. За длину шага свивки принимается среднее арифметическое не менее, чем трех измерений. 4.6. Длина каната определяется по счетчику при его изготовлении. 4.7. Проверка нераскручиваемости каната должна осуществляться удалением перевязок и мест заварки. В нераскручивающихся канатах пряди в канатах двойной и тройной свивки, наружные пряди в многопрядных канатах, проволоки в канатах одинарной свивки могут раскручиваться на расстоянии не более одного шага свивки от конца каната или могут раскручиваться на расстоянии не более пяти шагов свивки таким образом,чтобы их можно было легко возвратить в прежнее положение. Металлическим сердечники при этом могут быть раскручивающимися. 4.8. Для проверки степени уравновешенности канат длиной, равной 50 его диаметров, свободно располагают на горизонтальной поверхности и измеряют максимальное отклонение оси каната от прямой, проведенной между его концами. 4.9. Диаметры проволок должны проверяться микрометром по ГОСТ 6507 с ценой деления0,01 мм в двух взаимно перпендикулярных направлениях в одномпоперечном сечении проволоки на прямолинейном участке. 4.10. Испытание проволок на растяжение проводят по ГОСТ 10446 . 4.11. Испытание проволок на скручивание проводят по ГОСТ 1545. 4.12. Испытание проволок на перегиб проводят по ГОСТ 1579. 4.13. Качество цинкового покрытия должно проверяться по ГОСТ 7372 . 4.14. Суммарное разрывное усилие всех проволок в канате (Р) в ньютонах вычисляют по результатам испытания проволок на растяжение по формуле
где i — число групппроволок одинакового диаметра; z — количество испытанных проволок каждойгруппы по диаметру; Рz — разрывное усилие одной проволоки даннойгруппы по диаметру, Н; п — количество проволок каждой группы по диаметру. 4.15. Проверка разрывного усилия каната в целом должна проводиться на разрывной машине с максимальным усилием, не превышающим предполагаемое разрывное усилие каната более чем в пять раз, и в соответствии с приложением 3. Испытание считают действительным, если разрывное усилие каната соответствует требованиям стандарта на сортамент. В случае несоответствия разрывного усилия стандартным значениям проводится повторное испытание, результаты которого являются окончательными, если разрыв образца произошел не ближе 50 мм от места закрепления концов каната. 4.16. По согласованию с потребителем допускается использовать для контроля механических свойств проволок в канате и подразделения канатов по маркам и маркировочным группам методы статистической обработки результатов, изложенные вприложении 4. Для канатов грузового назначения допускается применение других статистических методов контроля механических свойств.
1.1. (Исключен, Изм. Ms 3).
1.2. Канаты должны изготовляться из проволоки без покрытия и оцинкованной круглой по ГОСТ 7372 и ТУ 14—4—1495, и фасонной — по нормативно-технической документации (НТД).
Канаты должны изготовляться по технологическому регламенту, утвержденному в установленном порядке.
Издание официальное Перепечатка воспрещена
© ИПК Издательство стандартов, 1998 Переиздание с Изменениями
1.3. Канаты изготовляют с правым направлением свивки проволок наружного слоя. Направление свивки проволок в двух верхних смежных слоях должно чередоваться.
По требованию потребителя канаты могут изготовляться с левым направлением свивки.
1.2, 1.3. (Измененная редакция, Изм. № 5).
1.4. Длина шага свивки каната не должна превышать 10-кратного диаметра каната. Длина шага свивки сердечника точечного касания должна быть не более 11-кратного диаметра соответствующего свиваемого слоя, длина шага свивки сердечника линейного касания — не более 9-кратного диаметра сердечника.
По требованию потребителя шаг свивки каната может быть увеличен до 15-кратного диаметра.
(Измененная редакция, Изм. № 3, 5).
1.5. Канат должен иметь по всей длине одинаковую кратность шага свивки.
1.6. В канатах не должно быть оборванных, перекрученных и заломанных проволок.
Поверхность каната не должна иметь выступающих или запавших проволок.
1.7. Поверхность проволок каната должна быть без трещин и ржавчины; на проволоке не должно быть срезанных участков, превышающих предельное отклонение по диаметру или профилю проволоки.
(Измененная редакция, Изм. № 3, 5).
1.8. Диаметр центральных проволок в канатах с сердечником точечного касания должен быть толще основных на 0,2—0,4 мм.
1.9. При свивке каната проволоки должны иметь равномерное натяжение. Все проволоки в канате должны плотно прилегать к проволокам нижележащих слоев. Зетобразные проволоки в слое должны прилегать друг к другу, образуя соединения замком. Между фасонными проволоками допускается зазор, не нарушающий замка каната.
1.10. Проволоки каната должны соединяться посредством высокотемпературной пайки или контактной стыковой электросварки. В качестве припоя должна применяться латунь марки Л060— 1 по ГОСТ 15527.
Места соединений не должны быть хрупкими и утолщенными. Утолщение не должно превышать предельное отклонение по диаметру или профилю проволоки.
Расстояние между местами соединений отдельных проволок в каждом слое должно составлять не менее пяти шагов свивки.
Для канатов марки В количество соединений наружных проволок не должно быть более двух на длине 500 м каната.
(Измененная редакция, Изм. № 1, 3, 5).
1.11. Канаты должны быть смазаны по всем слоям.
В качестве смазок должны применяться Торсиол-55 по ГОСТ 20458, Торсиол-35, БОЗ-1 по НТД. По согласованию изготовителя с потребителем допускается применение смазки других типов.
По требованию потребителя канаты могут изготовляться в несмазанном виде.
(Измененная редакция, Изм. № 2—5).
1.12. На концы каната должно быть наложено не менее трех зажимов, предохраняющих их от расслабления, а концы проволок в торце каната должны быть соединены при помощи сварки.
1.13. Канат должен иметь равномерный диаметр по всей длине.
Диаметр каната должен удовлетворять указанному в соответствующих стандартах на сортамент.
Предельное отклонение по диаметру каната от его номинального диаметра не должно быть более:
±1% — для канатов из проволоки без покрытия;
±i % » » » » оцинкованной.
1.14. Длина каната устанавливается в заказе. По требованию потребителя канат изготовляют определенной длины, при этом его масса не должна превышать 30 т.
Предельные отклонения по длине каната не должны быть более:
+4 % — при длине каната до 500 м;
+2 % » » » св. 500 м.
1.12, 1.13. (Измененная редакция, Изм. № 5).
1.15. Канаты изготовляют из круглой проволоки маркировочных групп 1370 — 1960 Н/мм2 (140—200 кгс/мм2) по ГОСТ 7372 и ТУ 14—4—1495, клиновидной проволоки маркировочных групп 1180— 1770 Н/мм2 (120—180 кгс/мм2), зетобразной проволоки маркировочных групп 980—1570 Н/мм2 (100—160 кгс/мм2) по НТД. Для круглых и фасонных проволок допускается меньшее число перегибов и скручиваний по отношению к требованиям ГОСТ 7372 и ТУ 14— 4—1495.
1.16. Разбег временного сопротивления разрыву круглой проволоки каждой группы по диаметру и каждого профиля фасонной проволоки (клиновидной и зетобразной), взятой из каната, не должен превышать для канатов марки В — 16 %, марки I — 20 % от маркировочной группы проволок.
Значение допускаемого разбега временного сопротивления разрыву округляют до целого числа в сторону увеличения.
1.15, 1.16. (Измененная редакция, Изм. № 5).
1.17. (Исключен, Изм. № 5).
1.18. Поверхностная плотность цинка и сцепление его со стальной основой круглых проволок должны соответствовать ГОСТ 7372 и ТУ 14—4—1495, а фасонных проволок — НТД.
(Измененная редакция, Изм. № 5).
1.19. Допускается для испытанных проволок, взятых из каната, снижение поверхностной плотности цинка на 5 % при условии, что средняя поверхностная плотность цинка на исследуемых проволоках соответствует требованиям п. 1.18.
(Измененная редакция, Изм. № 3, 5).
1.20. Суммарное разрывное усилие всех проволок в канате должно быть не менее расчетного значения, указанного в таблице соответствующего стандарта на сортамент стального каната, при заданной маркировочной группе временного сопротивления разрыву.
1.21. Диаметры круглых проволок в канатах являются расчетными и могут уточняться в пределах ±0,1 мм. Равные диаметры проволок одного слоя должны уточняться на одинаковое значение. При изменении диаметров проволок диаметры канатов не должны выходить за предельные отклонения, указанные в п. 1.13.
Допускается изменение количества фасонных проволок в слое на единицу, а при увеличении шага свивки каната до 15-кратного диаметра каната — на две единицы, при этом должны выдерживаться требования пп. 1.9 и 1.13.
(Измененная редакция, Изм. № 5).
Транспортирование и хранение
5.1. Канаты транспортируют транспортом всех видов в крытых и открытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов при железнодорожных перевозках осуществляется в соответствии с Правилами погрузки и крепления грузов, действующими в установленном порядке. Транспортирование канатов по железной дороге проводится повагонными, малотоннажными или мелкими отправками. 5.2. Хранение канатов — по условиям 5 ГОСТ 15150. При хранении употребителя каната, намотанного на барабан, ось барабана должна быть параллельна полу, на котором барабан установлен. Поступившие на хранение канаты подлежат немедленному осмотру и смазке канатной смазкой оголенных при транспортировании и погрузочно-разгрузочных работах участков каната. При длительном хранении канаты должны периодически не реже, чем через 6 месяцев, осматриваться по наружному слою и смазываться канатной смазкой.
Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Орел, Оренбург, Пенза, Первь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.