Параметры дюймовой резьбы
Требования к эталонным параметрам цилиндрической дюймовой резьбы прописаны в ГОСТ 6111-52. Здесь же указаны такие базовые характеристики резьбовых соединений, как шаг и диаметр.
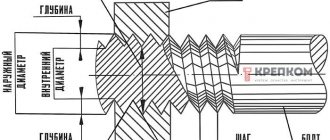
- Наружный диаметр — расстояние между верхними точками резьбовых гребней на противоположных сторонах трубы. Чтобы узнать его, можно использовать линейку или штангенциркуль.
- Внутренний диаметр — расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, находящейся на противоположной стороне трубы.
Основные параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно рассчитать высоту ее профиля. Для этого достаточно определить разницу между диаметрами.
Шаг дюймовой резьбы обозначает расстояние, которое разделяет два соседних гребня (или две соседние впадины). Резьбовой шаг как правило не превышает 3 мм, поэтому для его измерения используют высокоточные линейки.
Измерение шага дюймовой резьбы
Как определить шаг
Чаще шаг дюймовой резьбы определяется с помощью таблиц и специализированных инструментов, но, если доступа к подобному оборудованию и табличным параметрам нет, можно воспользоваться другими способами:
- С помощью гайки и болта. К гайке нужно подобрать болт, который будет максимально свободно вкручиваться. Провести расчеты с помощью линейки и штангенциркуля.
- С помощью красителя и бумаги. Из листа плотной бумаги вырезать полоску, которая при сворачивании без проблем поместится внутри резьбового соединения. На внутреннюю резьбу нанести краситель. Полоску бумаги уложить внутрь и любым тонким предметом прижать ее к нанесенному красителю. На бумаге должен остаться отпечаток, по которому можно определить шаг между витками.
Интересное: Что такое гальваническое покрытие металла
Дюймовые резьбовые соединения используются при сборке трубопроводов разного назначения. Они обеспечивают высокую прочность всей конструкции, выдерживают высокое давление, гидроудары. В последнее время такие соединения начали получать все большую популярность в производстве бытовой техники, электроники.
Отличия дюймовой резьбы от метрической
Метрическая и дюймовая резьбы различаются количеством витков на резьбовом шаге и разным углом наклона при вершине. У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
- Из-за более острого угла наклона меняется профиль резьбовых гребней. У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные).
- Из-за разницы профилей соединить детали с метрической и дюймовой резьбой не представляется возможным. Крепеж будет очень хрупким и негерметичным, что может привести к протечке жидкостей при транспортировке.
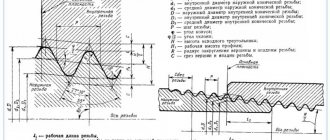
Различия в профиле дюймовой, метрической и трубной резьбы
Виды трубной резьбы
Итак, что же такое трубная резьба. Это та, которая имеет канавки особого профиля. В ее основе треугольник с вершиной 55° и скругленные вершины. Условное обозначение — G, после чего указывается условный проход трубы в дюймах. То есть, на чертежах ставят G 1 1/2″. Это и будет означать, что соединение резьбовое, резьба трубная с диаметром условного прохода 1 1/2 дюйма.
Как обозначается трубная резьба на чертежах? Буквой G и цифрами. Цифра — диаметр условного прохода трубы
Цилиндрическая трубная резьба: особенности, обозначение, размеры
Цилиндрическая трубная резьба описана в ГОСТ 6357-81. Она наносится на наружную или внутреннюю часть трубы. Стандарт также допускает соединение наружной конической и внутренней цилиндрической. Вообще, резьба должна быть выполнена с закруглениями, радиус которых тоже прописан. Однако под соединение цилиндрических деталей допускается прямой срез вершин треугольника (но не для соединения с конической резьбой).
Профиль цилиндрической трубной резьбы
Далее размеры. Цилиндрическая трубная резьба может быть наружной и внутренней. Характеризуются они тремя диаметрами: наружным, внутренним и средним. А еще рабочей высотой профиля, диаметром скругления и шагом. Диаметры и количество витков приведены в таблице.
| Размера резьбы в дюймах | Шаг витков, мм | Количество витков на дюйм, шт | Диаметр трубной цилиндрической резьбы, мм | |||
| Ряд 1 | Ряд 2 | D = d | D1 = d1 | D2 = d2 | ||
| 1/16 « | 0,907 | 28 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9.728 | 9.147 | 8,566 | |||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | |||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | |
| 3/4″ | 22,911 | 21,749 | 20,587 | |||
| 5/8″ | 26,441 | 25,279 | 24,117 | |||
| 7/8″ | 30,201 | 29,039 | 27,877 | |||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | |
| 1 1/8″ | 37,897 | 36,418 | 34,939 | |||
| 1 1/4″ | 41,910 | 40,431 | 38,952 | |||
| 1 3/8″ | 44,323 | 42,844 | 41,365 | |||
| 1 1/2 | 47,803 | 46,324 | 44,845 | |||
| 1 3/4″ | 53,746 | 52,267 | 50,788 | |||
| 2″ | 59,614 | 58,135 | 56,656 | |||
| 2 1/4″ | 65,710 | 64,231 | 62,752 | |||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | |||
| 2 3/4″ | 81,534 | 80,055 | 78,576 | |||
| 3″ | 87,884 | 85,405 | 84,926 | |||
| 3 1/4″ | 93,980 | 92,501 | 91,022 | |||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | |||
| 3 3/4″ | 106.680 | 105,201 | 103,722 | |||
| 4″ | 113.030 | 111.551 | 110.072 | |||
| 4 1/2″ | 125,730 | 124,251 | 122,772 | |||
| 5″ | 138,430 | 136,951 | 135,472 | |||
| 5 1/2″ | 151,130 | 149,561 | 148,172 | |||
| 6″ | 163,830 | 162,351 | 160,872 | |||
По таблице, вроде вопросов быть не должно. Стоит только упомянуть, что при наличии выбора, стоит выбирать размеры из ряда 1. Шаг резьбы и количество витков — одинаковые для нескольких диаметров труб. Недостающие параметры — рабочую высоту профиля и диаметры скругления, берем из второй таблицы.
Рабочая высота профиля и диаметры скруглений для трубной цилиндрической резьбы
Обозначается цилиндрическая трубная резьба латинской буквой G, за которой проставлен диаметр условного прохода трубы в дюймах. Например: G 1/2″, G 2″ и т.д. Далее указывается:
- Если резьба левая, проставляются буквы LH, если правая ничего не ставят.
- Класс точности — A или B (у А меньше допустимые отклонения) ставят через дефис. Например, G 1 1/8″ — A или G 2″ LH — B. Второе — левая резьба с классом точности B.
- Затем прописывают длину свинчивания (длина участка в миллиметрах, на который наносится резьба). G 5/8″ — A — 40.
Если описывается соединение — труба/муфта, например, — класс точности указывается для обеих деталей. Например, G 2 3/4″ — A/A или G 1″ — B/A. Сперва указывается класс точности резьбы трубы, затем муфты или устанавливаемого устройства.
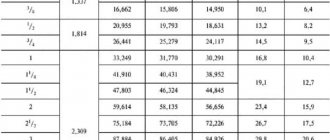
Коническая трубная резьба: особенности, таблица размеров, обозначение
Этот вид резьбовых соединений применяется там, где необходима высокая надежность соединения. Коническая трубная резьба отличается тем, что наносится на конус. Профиль ее при этом остается точно таким же, но добавляются две величины — рабочая длина резьбы l1 и l2 — длина от торца до основной плоскости. Эти столбцы добавлены в таблицу.
Трубная коническая резьба: профиль, основные размеры
| Размера резьбы в дюймах | Шаг витков P, мм | Количество витков на дюйм, шт | Диаметр трубной конической резьбы, мм | Длина резьбы, мм | |||
| D = d | D1 = d1 | D2 = d2 | l1 | l2 | |||
| 1/16 « | 0,907 | 28 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9.728 | 9.147 | 8,566 | ||||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26.441 | 25.279 | 24.117 | 14.5 | 9.5 | ||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | 16.8 | 10.4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19.1 | 12.7 | ||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | 19.1 | 12.7 | ||
| 2″ | 59,614 | 58,135 | 56,656 | 23.4 | 15.9 | ||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26.7 | 17.5 | ||
| 3″ | 87,884 | 85,405 | 84,926 | 29.8 | 20.6 | ||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31.4 | 22.2 | ||
| 4″ | 113.030 | 111.551 | 110.072 | 35.8 | 25.4 | ||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||
| 6″ | 163,830 | 162,351 | 160,872 | 40,1 | 28,6 | ||
Обозначается цилиндрическая резьба буквой R с индексами, которые обозначают тип поверхности:
- Просто R для наружной конической резьбы.
- Rc — коническая внутренняя.
- Rp — цилиндрическая внутренняя.
После букв ставится условный размер трубы в дюймах, затем, если нанесение левостороннее, добавляют LH. Например, R 3/4, R2 1/2 LH. При описании резьбовых соединений, обозначения пишут в виде дроби. Обычно в числителе наружная, в знаменателе внутренняя. Например, Rc/R 3/8.
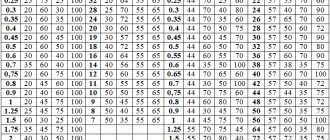
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся размеры метрических резьб с размерами дюймовых резьб можно, пользуясь данными таблицы, приведенной ниже.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64 мм
Где какая используется?
Метрические резьбы используются по всему миру в разных сферах деятельности. Они применяются при производстве крепежных элементов, бытовых приборов, промышленной техники, автомобилей, сантехнических изделий.
Интересное: Как обозначается шероховатость поверхности на чертеже — классы и ГОСТ
Дюймовые резьбы активно применяются в США, Канаде, некоторых странах Европы. Единственное направление деятельности, где ими замещают метрические соединения — сантехника.
Дюймовые резьбовые соединения имеют одну важную особенность, которой лишены метрические резьбы. При измерении десятых долей миллиметра могут возникать разные трудности, снижаться точность измерения. В процессе измерения дюймовых соединений используется шаг в ¼ дюйма. Благодаря этому повышается точность измерений, упрощается обозначение.
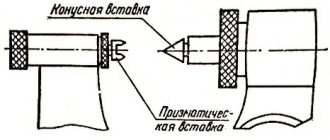
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Виды
Резьбовые соединения отличаются не только конструкционными особенностями и формой, но и другим параметрами — поверхностью нанесения, направлением витков.
По поверхности нанесения
Резьба может быть:
- Внутренней. Создается на внутренних поверхностях цилиндрических или конических деталей (для различных изделий, она играет роль охватывающей).
- Наружной. Наносится на наружные поверхности конических и цилиндрических заготовок (для различных деталей, является охватываемой поверхностью).
Интересное: Технология резки металла газом
По направлению
Резьбовые соединения бывают:
- Правосторонними. Нарезаются по часовой стрелке;
- Левосторонними. Нарезаются против часовой стрелки.
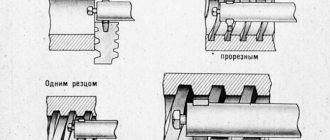
Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
- Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
- Плашку надевают на конец трубы, метчик вставляют в ее просвет.
- Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
- При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
- Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
- На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на дюйм | Шаг, мм |
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Подробнее об отличиях
Разберём вопрос, чем отличается метрическая резьба от трубной, на более подробных примерах. Это позволит максимально точно разобраться с нюансами и понять существующие отличительные характеристики.
Угол наклона
Основное отличие между этими видами нарезки заключается в резьбовом гребне и впадинах, точнее, в их форме. Метрическая резьба выполнена в виде равностороннего треугольника. Это особенность объясняет то, что наклон всех угловых размеров здесь составляет строго 60°. В дюймовых трубах значение углового размера равно 55°.
Миллиметры и дюймы
Другой особенностью метрической нарезки является размерная привязанность. В ней используется российская мерка – миллиметр. В европейской разновидности исчисление ведётся в британских дюймах.
Элементы, на которые нанесена метрическая форма резьбы обозначаются буквой «М». Располагаются они в диапазонах от 1 до 600 мм. В свою очередь, шаг их варьируется в интервале от 0,25 до 6 мм.
Важно! В трубах с дюймовой резьбой шаг резьбы исчисляется количеством витков на 2 дюйм длины нарезки.
Вариации шага резьбы и угла наклона Источник mr-build.ru
Для трубной резьбы свойствен наружный диаметр, равный одному дюйму – 33,24 мм с делением на десятые доли:
- Одна вторая или полдюйма.
- Две трети дюйма.
- Три четверти дюйма.
- Дюймовка.
Вышеупомянутые наименования представлены в виде популярного разговорного наименования. Каждое из них обозначает конкретный размер, который рассчитывается исходя из соотношения с одной единицей (дюймом). Например, «одна вторая» или «пол дюйма» обозначает 21,3 мм и так далее.
Для полного ознакомления соотношения диаметра и резьбы дюймовых и миллиметровых труб приводим сравнительную таблицу. Воспользовавшись её содержанием, вы сможете самостоятельно определить размер резьбы, шага и номинального значения наружного, среднего и внутреннего диаметра.
Таблица соотношения диаметра и резьбы дюймовых и миллиметровых труб Источник trubomet.ru
Важно! Значения, характеризующие «Длину резьбы» и «Диаметр резьбы в основной плоскости» указаны в миллиметрах.
Толщина стенок
Кроме этого размер трубной нарезки определяется в зависимости с толщиной стенок изделия (за исключением полнотелых болтов и шпилек). Величины могут отличаться исходя из того, для каких целей предназначены те или иные трубы (основным критерием здесь является рабочее давление внутри трубопровода).
Таблица для расчёта резьбы в соотношении с толщиной труб Источник dgng.pstu.ru
Основные моменты
Небольшая историческая справка, чтобы понять, почему так важны стандарты, и почему весь мир производит продукцию, которая им соответствует. До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
| Цилиндрическая |
| Коническая |
И только в 18 веке, который назван индустриальным, крепежные инструменты получили такое распространение и многообразие, что нельзя было допускать разнокалиберного производства, нужно было все унифицировать. Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
- Длина болта (шурупа и пр.) и расстояние нанесения витков.
- Количество спиралей – устройство может быть однозаходным и многозаходным.
- Внутренний диаметр под дюймовую резьбу. Берутся две самые глубокие точки (это дно канавок), которые расположены напротив, например, в гайке или в трубе, других деталях для соединения. Это и будет d (стандартное обозначение в формулах).
- Внешний, или D. Он же – наружный. Для его измерения нужно зафиксировать отрезок, который образуется между двумя наиболее выпирающими ступенями, которые расположены параллельно.
- Направление – здесь все просто, бывает правосторонняя и левосторонняя нарезка. Правый вариант распространен, используется намного чаще как при машиностроении, так и в быту, например, при обычном завинчивании пробки на горлышко бутылки. К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
- Профиль. Это геометрическая форма, которую имеет нарезка. Концы гребней могут быть острые, тогда получается треугольник в сечении, или с усеченным конусом, прямоугольником. Чтобы наиболее наглядно это увидеть, если есть желание, можно взять болт и разрезать его вдоль, затем посмотреть на разрез или сделать его отпечаток. Но так как стандарты дюймовых резьб представлены в маркировках, достаточно найти обозначение в дюймах в сопроводительной документации. А мы покажем это на схематическом изображении.
- Шаг. Одна из часто используемых характеристик, объясняет то, на каком расстоянии находятся одинаково удаленные от центра ближайшие точки. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
- Ход. Это то, как пройдет один виток при обороте на 360 градусов. Он в формулах представлен как Ph. Полностью зависит от двух параметров: от промежутков и количества заходов. Чаще всего встречаются двухзаходные болты, поэтому в них ход равен двум. Формула для вычисления: Ph = Р*n, где n – это количество заходов.
Посмотрим для наглядности на схематическое изображение:
На схеме видим ось. Это визуальная срединная линия, представляющая собой центр и находящаяся на одинаковом удалении от всех верхних точек гребней и внутренних – от дна канавок. Мы привели основные аргументы и рассказали о происхождении всей системы измерений. Но при маркировке используются дополнительные характеристики. Вот как еще можно определить дюймовую резьбу:
- По углу подъема. Это то, насколько круто происходит врезка. Обычно, чем больше шаг и количество заходов, тем острее угол. Также этот показатель влияет на эксплуатационные качества, в том числе на то, насколько сложно спираль сбить, срезать.
- По длине свинчивания – это то расстояние, где соприкасаются внутренняя и внешняя нарезка парного крепежного соединения.
- По сбегу. Это промежуток с неполным неглубоким профилем, поскольку на этом небольшом участке происходит плавный, постепенный переход к гладкой части метиза.