Среди обильного многообразия сварочных аппаратов на современном рынке особое место занимает ручной сварочный экструдер. Ручной экструдер для сварки представляет собой аппарат для соединения изделий из полиэтилена, полипропилена, пропилена, иных разновидностей пластмасс, пластиковых листов, пленки, ёмкостей (бочек, бассейнов и прочее), колодцев, детских горок и так далее. Редко используется для соединения изделий из ПВХ. Не подлежит для использования в сварке трубопроводов, так как прочность таких соединений не более 80%, они не будут герметичными.
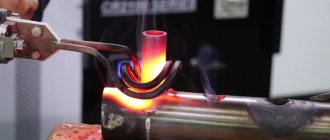
Принцип работы этого аппарата заключается в следующем: горячий воздух подаётся из сопла экструдера и нагревает пространство (сварочная канавка или стык) между плоскостями деталей, доводя их до состояния пластика. Вместе с тем пруток подается в рабочую зону оборудования, нагревается и смешивается со шнеком (или диском), а затем образует однородную массу из пластика. Сквозь фильеру или сварочный башмак выдавливается полимер в расплавленном состоянии, затем после полного остывания получается готовый шов. Выдавливание полимера можно представить как выдавливание зубной пасты из тюбика.
Требование к идеальной чистоте при этом виде сварки самые жесткие. Тщательно очистить поверхности необходимо непосредственно перед началом сварки.
Соединяемые поверхности должны быть одинаковыми. Под этим понятием в данном ключе понимается одинаковый химический состав, плотность и текучесть материала. Пруток по этим показателям должен быть идентичный свариваемым деталям.
Виды ручного сварочного экструдера
- Шнековые (присадочный материал расплавляется в шнековом (экструзионном) отделении аппарата и выдавливается наружу с помощью шнека). Присадочный материал – это пруток или специальные гранулы, которые помещаются в шнековое отделение и уже там под воздействием высокой температуры при взаимодействии со шнеком становятся однородной массой, готовой к использования.
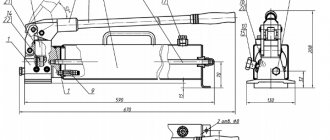
- Безшнековые или плунжерного типа. Пруток в таких экструдерах нагревается сначала с помощью электронагревателей вокруг области нагрева, а задняя твердая часть присадочного материала выступает в качестве поршня для передней уже вязкой массы.
- Комбинированные (сочетаются два вышеизложенных вида).
Безшнековые сварочные экструдеры обладают меньшей производительностью по сравнению со шнековыми. Но есть и плюсы: лёгкость и компактность, что позволяет использовать его в труднодоступном месте.
Особенность и приоритетность использования обусловлена следующими факторами.
- Ручной экструдер для сварки может варить изделия с толстыми стенками.
- Быстрая скорость сварки.
- Сведение к минимуму человеческого фактора. Здесь не требуется следить за состоянием сварочной ванны, как при сварке металла, контролировать правильное выведение сварочного шлака, выводить «ёлочки» и «зигзаги». Использовать это оборудование новичку будет проще всего.
Основные технические показатели полипропилена
Полипропилен, как синтетически неполярный термопластичный материал, получают в промышленности из макромолекул изотактического строения. При комнатной температуре материал не растворяется в органических жидкостях, однако он может растворяться в некоторых видах растворителей при нагревании до высоких температур.
Полипропилен устойчив к щелочам, кислотам, растворам солей и иным неорганическим агрессивным средам, имеет низкий уровень влагопоглощения, высокие показатели электроизоляционных свойств, хорошие механический свойства, повышенную жёсткость и высокий уровень ударопрочности.
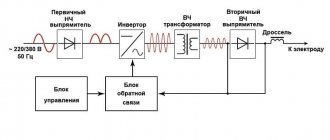
Ручной сварочный экструдер: схема работы
При осуществлении соединения обе детали должны быть нагреты. Ручной сварочный экструдер для целей нагревания поверхностей перед выдавливанием присадочного материала может содержать в своей конструкции специальный нагреватель потока воздуха или по-другому термофен. Также нагретый поток воздуха может идти от внешнего оборудования: компрессор или пневмосеть организации. Нагрев присадочного материала осуществляется с помощью специальных электрических нагревателей вокруг шнековой (экструзионной) камеры. Но в более старых экструдерах нагрев камеры происходит с помощью горячего воздуха, который используется для нагрева зоны сварки. Перед нагревом области сварки воздух проходит вокруг шнекового отделения и расплавляет присадочный материал. Присадочный материал в расплавленном виде выходит наружу в зону сварки через сварочный башмак.
Сварка экструдером чаще всего применяется для полиэтилена низкого давления, полипропилена и других видов термопластов первой группы. У этого вида термопластов разница температуры расплавленного состояния и состояния термодеструкции около 50 градусов. Это говорит о том, что даже большой перегрев материала (примерно на 30-40 градусов) не способен сильно повредить его.
К термопластам второй группы относятся ПВДФ и ПВХ. У них разница температур между термодеструкцией и текучим состоянием материала незначительная, поэтому при сварке жесткие требования к работе отдела нагрева. При работе с термопластами второй группы существуют особые требования к шнеку, он должен быть специальной формы, чтобы более тщательно перемешивать массу, не допуская перегрева.
Также в процессе работы с ПВХ и ПВДФ экструдер не должен выключаться и/или долго находится в режиме ожидания.
Технология и общие принципы сварки полипропилена
Сварка листового полипропилена заключается в соединении деталей посредством нагрева материала без изменения его химического состава. Полимер соединяется между собой при создании вязко-текучего состояния при нагревании.
Сварка полипропилена своими руками может осуществляться при помощи специального пистолета с подачей горячего воздуха (фена). В конструкции такого устройства воздух нагревается равномерно, что образует хорошую среду для сварки полимерных деталей.
ВАЖНО: при применении ручных аппаратов для сварки, необходимо учитывать тот факт, что при медленном сваривании элементов материал вокруг шва обычно подвергается наибольшему нагреванию, из-за чего снижаются его технические показатели, и вследствие чего – качество шва.
Экструдер, как аппарат для сварки полипропилена, также нередко используется в производстве. Данный процесс осуществляется в сухом тёплом помещении. Стыковые поверхности (края) свариваемых деталей обязательно должны быть зачищены мелкой шкуркой.
В экструдер поступает специальный присадочный пруток, который при разогревании сваривает нужные элементы. Время остывания такой сварки – ориентировочно 5-7 минут.
Механический сварочный аппарат для полипропилена применяется в основном в тех случаях, когда нужно приложить максимум усилий, чтобы края деталей соприкасались друг с другом. Не всегда с помощью подручных средств можно достичь этого.
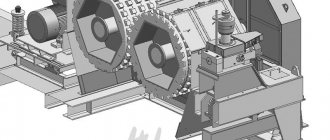
Сварка полипропилена (видео находится на сайте) механическим путём подразумевает использование специальной опорной рамы с приборным блоком и гидроагрегатом. На данной раме с обеих сторон имеются специальные захваты, между которыми устанавливаются вкладыши для поддержания оптимального распределения давления на соединяемые элементы.
Сварочный аппарат для полипропилена имеет нагревательный элемент, который представляет собой диск со специальным покрытием. Внутри данного диска имеются нагревательные компоненты (ТЭНы), а снаружи – датчики контроля температуры и терморегуляторы.
Чем точнее показания термодатчика, который встроен в аппарат для сварки полипропилена, тем качественней сам аппарат. Наиболее качественными считаются агрегаты с электронными терморегуляторами (терморезисторами, которые способны измерять температуру близко около муфт и дорнов).
ВАЖНО: независимо от используемого терморегулятора, после нагревания сварочного аппарата нужно ещё подождать несколько минут, чтобы температура на насадках максимально приблизилась к той, которую показывают датчики.
Сварка листового полипропилена в некоторых случаях подразумевает также использование разных вспомогательных материалов (калиброватель, фаскосниматель, ножницы, торцеватель, очищающая жидкость и др.).
Выполнение сварки экструдером
Если аппарат используется не впервые, тогда нужно удалить присадочный материал, используемый ранее. Даже если он того же состава. Повторный нагрев присадочного материала снижает его прочность.
Перед непосредственным началом сварки необходимо снять блокировки холодного пуска, нагреть аппарат и сварочный башмак до температуры, необходимой для работы, настроить производительность.
В процессе сварки необходимо поддерживать нужный угол наклона сварочного аппарата в зависимости от вида проделываемого шва. Если вам необходимо сделать перерыв, то экструдер нужно поставить на специальную подставку. Если перерыв планируется длительный – уменьшите температуру примерно на 40-50 градусов. Такое понижение температуры позволит приостановить нагревание присадочного материала и быстро возобновить работу.
Таким образом, сварка ручным сварочным экструдером является одной из самых несложных в применении среди остальных видов сварки и с применением других аппаратов. Совсем не необходимо быть профессионалом. Нужно лишь соблюдать инструкцию по эксплуатации экструдера и соблюдать вышеизложенные правила при работе с аппаратом и свариваемыми материалами.
Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5оС;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5оС) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Еще по этой теме на нашем сайте:
- Сварка полипропиленовых труб – инструкция по сварке паяльником Соединение этого вида материалов имеет свои особенности. Для сварки полипропиленовых труб применяется специальное сварочное оборудование….
- Сварка полипропиленовых труб – видео процесса Благодаря своей невысокой стоимости и простоте соединения, пластиковые трубы занимают лидирующую позицию в монтаже тепловых и водопроводных систем. В сравнении с металлическими конструкциями, полипропиленовые трубы…
- ПНД сварка пластиковых труб — видео, как делается правильная сварка полиэтилена Полиэтиленовые трубы – популярный материал, который применяется в строительстве. Их применяют для напорных и безнапорных трубопроводов. Среди преимуществ таких труб следует выделить легкий вес, а…
- Сварка по алюминию инверторная — азы для начинающих Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха»….
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):