30.04.2021 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Каковы основные принципы аргонной сварки
- На каком оборудовании возможна аргонная сварка
- В чем особенности аргонной сварки алюминия и меди
Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей. В качестве защитной оболочки выступают инертные газы, это может быть не только аргон, но и гелий. Однако серьезный недостаток последнего состоит в его высокой цене и большом расходе. Например, при обработке нержавейки требуется в несколько раз больше гелия, чем аргона. Еще одна особенность использования гелия – с ним нельзя работать без защитной одежды, полностью закрывающей тело.
VT-metall предлагает услуги:
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух. Именно благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.
Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.
В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.
- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.
Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Преимущества и недостатки полуавтоматической сварки аргоном
За счет сварочных полуавтоматов удается избежать корродирования шва. Оптимальным считается сочетание: 98 % аргона и 2 % углекислого газа. Но в некоторых случаях вполне может применяться пропорция 70/30, ведь такая смесь обходится дешевле. Немаловажно, что в процессе полуавтоматической сварки аргоном проволока подается без участия человека, что экономит время, силы специалиста, а значит, благотворно сказывается на производительности труда.
Еще одна особенность современных полуавтоматов состоит в том, что они обеспечивают охлаждение горелки. Подобные устройства подходят даже для сварки в труднодоступных местах и позволяют без труда разжечь дугу.
Полуавтоматическая техника не сложнее в работе, чем традиционные ручные устройства, поэтому даже неопытные сварщики без труда могут с ней справиться. Немаловажно, что она обеспечивает удобную настройку параметров работы.
Среди достоинств данного типа АДС необходимо назвать:
- простой поджиг дуги;
- увеличение производительности труда;
- простоту и понятность настройки параметров работы;
- возможность сварки заготовок малой толщины;
- меньшие временные затраты, так как исключаются этапы зачистки швов от шлака и замены электродов.
Аппараты для полуавтоматической сварки в среде аргона обеспечивают:
- наглядность процесса;
- возможность следить за процессом формирования соединения;
- освобождение пространства;
- возможность накладывать шов даже на тонкие детали;
- отсутствие необходимости часто менять электроды, дополнительно обрабатывать швы.
Если говорить о минусах данной технологии, то основными являются высокая цена оборудования и его малая мобильность. Нередко можно услышать, что при сварке в среде аргона получается пористый шов – чаще всего дефект вызван ошибками и недостатком знаний у самих специалистов. Они забывают про соблюдение пропорций при смешивании газа. Еще одна причина может крыться в неполадках оборудования. В целом, исправные полуавтоматы таких проблем не доставляют.
Аргонная сварка: принцип работы в зависимости от вида
Аргонную сварку принято делить на виды исходя из степени механизации:
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области. К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
- Автоматическая аргонная сварка. Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
Подготовка изделий к сварочным работам
Состоит из подготовки деталей и присадочного материала. Подготовительные операции по изделиям:
- правка;
- разметка;
- резка;
- обработка кромок;
- сборка.
От марки металла и назначения конструкции подготовительные операции могут иметь различия. Низкоуглеродистые и легированные стали перед процессом обрабатывают следующим образом:
- торцы листов и труб обрезают;
- места соединения шлифуют вручную или машинками;
- кромки зачищают от грязи, ржавчины и масла;
- обезжиривают ацетоном или спиртом.
Никель: место сварки шлифуют до блеска и обезжиривают.
Алюминий и сплавы:
- травят;
- промывают;
- осветляют;
- сушат.
Медь и титан зачищают и обезжиривают.
На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.
Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться. Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор. Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки.
Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
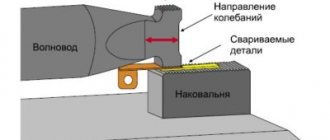
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Аргонная сварка: принцип работы
Пошаговый процесс сварки полуавтоматом в среде аргона
В первую очередь важно убедиться в готовности аппаратуры, а именно настроить режим работы полуавтомата, установить силу тока, напряжение, скорость подачи проволоки. Если при полуавтоматической сварке аргоном используется алюминиевая проволока, лучше выбрать подающий механизм тянущего типа. Тогда как толкающий больше подходит для стальной проволоки. При толщине материала изделия до 3 мм сила тока устанавливается в пределах 120–145 А, а скорость движения проволоки – 900 м/ч.
Еще один важный нюанс – полярность. Чаще всего для такой работы используется постоянный ток с обратной полярностью. То есть на изделие подается «-», а на горелку с проволокой – «+».
В процессе подготовки необходимо очистить поверхности изделий. Кромки алюминиевых заготовок протирают ацетоном, после чего обрабатывают металлической щеткой. Это необходимо, чтобы избавиться от поверхностной пленки, осложняющей сварочные работы.
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки. Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее. Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Выбор сварочного аппарата
Для того, чтобы решить, какой сварочный аппарат необходим, нужно определить, для чего его планируется приобрести. Для этого учитывают следующее:
- Требуется оценить собственный опыт работы с TIG сваркой. Если он недостаточный, то использование такой техники может стать неэффективным.
- Нужно участь толщину обрабатываемых деталей и обдумать возможность использования обычного вида сварки.
- Какие материалы необходимо сваривать. В некоторых случаях применение TIG сварки является наилучшим способом, в других — можно рассмотреть альтернативные варианты.
- Нужно определить, планируется ли регулярно использовать эту технику или она требуется для разового применения.
Ответив на эти вопросы, можно приступить к выбору подходящей модели сварочного аппарата.
Оборудование, нужное для проведения работ Источник srbu.ru
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.
Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Полуавтоматическая сварка аргоном чугуна
Бытует мнение, что аргон подходит исключительно для работы с цветными металлами, но это не так, ведь достаточно часто он используется и для сварки чугуна, стали.
Чугун является сплавом на основе железа и углерода. Данный металл сложно сваривать, так как на швах часто появляются трещины и поры. Кроме того, чугун стремительно окисляется. По этой причине его сварку обычно осуществляют при помощи порошковой проволоки или аргона, ведь последний позволяет формировать швы без шлака. Это важно, ведь сварка чугуна до сих пор актуальна при ремонте автомобилей старого производства.
Для соединения деталей из чугуна выбирают проволоку на основе вольфрама. В большинстве случаев применяют общий или местный подогрев металла, хотя может использоваться и холодный способ. Также мастер может выбирать между постоянным и переменным током, сила которого зависит от толщины металла изделия и диаметра проволоки. Нужно понимать, что в норме на 1 мм проволоки должно приходиться 50–90 А тока. Для таких работ подходит графитная, чугунная проволока, а также выполненная на основе меди и железа, никеля.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.
Сварка нержавейки полуавтоматом с другими типами металлов
Сегодняшние технологии сварки полуавтоматом позволяют соединять нержавеющий металл с алюминием, металлы высокой и низкой легированности, а также и другие сплавы.
Отличительные черты сварки полуавтоматом нержавейки с другими металлами:
- во время сварки черного металла с нержавейкой понижается предел текучести металла, образуется защита поверхности от действия окружающей среды
- когда мы привариваем Ст40 к нержавейке, то применяем проволоку 08Г2С, которая помогает избежать разрыва шва в месте соединения двух типов металла после остывания
- чтобы сварить нержавейку с медью необходимо использовать легкоплавкие припои и флюс
- импульсный режим применяется для сварки нержавейки с алюминием и другими металлам, за счет чего появляется повышенная устойчивость к коррозии и улучшается качество провара
- аргон используют для сварки алюминия с нержавейкой с включением импульсного режима. При этом рекомендована медно-порошковая проволока
Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
Важные нюансы полуавтоматической сварки аргоном
Для сварки может использоваться чистый аргон или в сочетании с другими защитными газами. Его основная особенность состоит в инертности, из-за чего не происходит реакции с металлом изделия. При этом аргон не позволяет протекать окислительным процессам на сварном шве, что наиболее важно в случае работы с цветными металлами. Дело в том, что последние очень быстро окисляются, контактируя с воздухом, а именно с содержащимися в нем кислородом и азотом. Аргон вытесняет из сварочной зоны все остальные газы, за счет чего получается более прочный шов, удается избежать высокой пористости свариваемого металла.
Полуавтоматическая сварка в среде аргона имеет ряд особенностей, отличающих данную технологию от остальных. Нужно понимать, что этот газ может применяться в сочетании с плавящимися (проволокой) и с неплавящимися электродами. В процессе работы сварщику необязательно обрабатывать поверхность заготовки от окислов, особенно если речь идет о соединении алюминиевых деталей. Сварка последних осуществляется при помощи алюминиевой проволоки диаметром в пределах 1-2 мм. При этом скорость подачи проволоки составляет 150–650 м/ч, а сила тока не может превышать 300 А.
Сварка предполагает достаточно большой расход аргона. В полный баллон входит примерно 6 000 л, а расход газа при сварке полуавтоматом составляет от 300 л/ч. Сварщик подбирает оптимальный режим работы оборудования на основании инструкции к полуавтомату. Сила тока и скорость подачи проволоки устанавливаются в соответствии с толщиной металлического изделия.
Текстовый перечень сварочного оборудования аргонодуговой сварки производства ИТС:
- Установка для аргоно-дуговой сварки Faltig – 400
- Аппарат DC 200A.33 (до 200А)
- Дуговой тренажёр сварщика ДТС-02
- Установка для аргонодуговой сварки ВД-306ДК, ВД-506ДК
- Установка для аргонодуговой сварки УДГ-180
- Установка для аргонодуговой сварки УДГУ-200
- Установка для аргонодуговой сварки УДГУ-251
- Установка для аргонодуговой сварки УДГУ-351
- Установка для аргонодуговой сварки УДГУ-501 АС/DC
- Установка Аргоно-дуговой сварки ТрансТИГ — 350
- Установка Аргоно-дуговой сварки ТрансТИГ — 500
- Установка для аргонодуговой сварки TIG-200P AC DC BIMArc Standard Line
- Установка для аргонодуговой сварки TIG-315BP AC DC BIMArc Standard Line
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.