Нож из рапида своими руками
Быстрорежущая сталь разных марок для ножей
Нож состоит из двух главных частей – клинок и рукоять. Важны обе части. Данная статья нацелена на режущую часть ножа. Марка стали играет важнейшую роль на технические характеристики конечного изделия. Не менее важен процесс изготовления клинка.
Редко люди рассказывают о предварительном отборе заготовки. Со слов профессионалов ножевого ремесла, обязательным и первоначальным этапом является – отсев брака. Проверка проходит простым бросанием заготовок на деревянную поверхность. Сделать это необходимо несколько раз, поддавшиеся трещинам изделия – бракуются.
Найти сталь от быстрорежущей пилы в России достаточно легко. Списанные изделия заводского назначения, завалялось у дедушки в гараже изделие из СССР или приобрести на рынке новый «быстрорез». Вполне подходящие варианты. Быстрорежущие марки стали насчитывают немало пригодных разновидностей для изготовления клинков.
Сталь Р18 и ножи из неё
Рапид из стали Р18 встречается редко. Повезло найти пилу или пластину – «ножеманы» плачут от зависти. Сталь с прочностью до 1000 МПа сохраняет режущие свойства при нагреве до 600 градусов по Цельсию. В производстве применяются для резцовых инструментов: свёрла, резьбовые фрезы, метчики, зенкеры, развёртки и резцы.
Поддаётся ковке и закалке. Изготовить нож из пилы стали Р18, не составит труда. Вырезать шаблон, сделать спуски, РК и рукоять. Закалять не требуется, отпуск не нужен. Пользователи отзываются только положительно, работают ножами по 15-20 лет.
Чертовски удачный по прочности и стойкости материал. Сложность в заточке, касается любой рапидной стали. В данном случае – не исключение. Боится коррозии, требует ухода.
Ножи из стали быстрорез Р12
Непосредственный заменитель стали Р18. Производственное применение имеет в свёрлах, метчиках, развёртках и прочих вариантах. Структура Р12 близка «собрату» Р18. Супротив близкого сходства присутствует небольшое различие в механических свойствах.
Неоднородность карбида сказывается на Р12 в пластичности и вязкости. Режущие свойства клинка из этого материала однозначно высоки. Заточке поддаётся слегка легче. Хрупкость характерна рапидным сталям, не следует изготавливать «мачете» или топор. Аналог Р18 отлично подойдёт для кухонных работ.
Сталь довольно ходовая, найти её несложно. Используется в режущем и пильном инструменте, хорошо справляется с ударными нагрузками. Существует несколько разновидностей по ГОСТу. Основные рапидные свойства присутствуют во всех марках Р6М5.
Мнения разняться в использовании клинков из этого материала. При затупившемся лезвии трудно заточить, в походе создаст тучу трудностей. Рекомендуется на длительные мероприятия не брать. Кухонный или разделочный – его предназначение. Непременно справится с деревообработкой.
Как изготовить нож из рапида своими руками
Стали марок: Р10, Р12, Р14, Р18 и семейство Р6М5 великолепно подходят для создания режущих элементов. Хрупкость пильных полотен, несколько преувеличена. Не следует изготавливать слишком длинные клинки и ковырять ими канализационные люки. Проблем с ножом в будущем использовании не возникнет.
Рапидный сплав довольно вынослив к нагрузкам, предназначен к длительным нагрузкам. Правильное изготовление клинка гарантирует все доступные его качества. Дадим краткую инструкцию по изготовлению клинка своими руками из ходовой стали марки Р6М5.
Требуемые материалы и инструменты
Сплав довольно стоек к механическим воздействиям. Сложности при изготовлении возникнут однозначно, бояться их не подобает русскому мастеру. Материалы потребуются:
- деревянный брусок и эпоксидный клей (для рукояти);
- кусочек латуни, бронзы либо меди;
- пропиточный лак, масло.
Полотно ножовки марки стали Р6М5 – заготовка. Защитные очки и перчатки, работа предстоит пыльная и трудоёмкая. Инструментарий следующего типа:
- УШМ «болгарка», набор дисков различного назначения;
- тиски, молоток, лобзик, напильники, плоскогубцы;
- точильный станок, круги к нему с различным зерном;
- надфиль, дрель и набор свёрл;
- маркер, наждачная бумага, струбцина;
- ёмкость с водой.
Рукоять всадного типа подойдёт идеально. Выбор остановить стоит на ней.
Изготовление основного профиля
Шаблоном пользоваться не следует, чертёж маркером выполнить лучше на самом полотне. Специфические качества стали, позволят делать надрезы в соответствии с изображением. А плоскогубцами обламывать по резу, кусочки стали. Чертёж выполняется вместе с хвостовиком.
Области применения стальных отливок и поковок
Стальное литье и ковка используются для производства деталей для следующих отраслей промышленности:
- нефтехимические заводы (например, кованые клапаны, кованые фитинги, фланцы и т. д.)
- производство электроэнергии и переработка отходов
- добыча и переработка полезных ископаемых
- сельское хозяйство и животноводство
- очистка воды
- воздухоплавание
- автомобильная промышленность (шкивы и шестерни)
- обработка материалов
- кирпичный завод
- асфальтовые заводы
- части ливневой канализации
- рендеринг растений
- железнодорожные пути
Быстрорез, из чего можно сделать хороший нож без закалки
Семейство быстрорежущих сталей насчитывает достаточное кол-во марок пригодных для изготовления ножей.
Некоторые из них можно купить на ближайшем строительном рынке в виде дисковых фрез для металла, механических полотен, отрезных токарных резцов, для обладателей кузницы также полезные вещи как развёртки, зенкеры и крупные свёрла.
В продаже можно найти круг, калиброванный и горячекатаный диаметром от 5 мм до 270 мм диаметром и квадрат горячекатаный от 8 до 200 мм. Также можно приобрести холоднокатаный калиброванный круг (так называемая серебрянка) от 6 до 42 мм диаметром.
Мех полотна можно прикупить различной ширины, и толщины. Длинной мех полотна где-то 400 мм, шириной от 25 до 60 мм (широкие полотна редкость, обычно встречаются шириной 40 мм), толщиной встречаются от 1,8 до 2,3 мм.
Полотна встречаются обычно из, таких сталей как Р6М5, Р18, Р9, 11Р3АМ3Ф2
, реже других марок сталей. Также полотно может, клеймено буквами HSS. Это означат High speed steel, быстрорежущая сталь, без указания конкретной марки.
Полотна прекрасный материал для клинков, хотя и трудоёмки в обработке. Металл обычно закалён до 62:64 HRC и более, поэтому в дальнейшей термообработке не нуждаются. Чтобы отпустить быстрорежущую сталь, надо провести 4 цикла по 3 часа при температуре 850 градусов.
Так что, боятся отпустить сталь при обработке, на том же наждаке не надо. Можно сжечь металл, что впрочем, можно сделать только с фанатизмом, от незнания и от лености охлаждать заготовку. Полотна хорошо обрабатываются болгаркой, отрезным диском также не страшно загубить металл, радикально испортить сложно и надо постараться.
Утверждения о повышенной хрупкости полотен несколько преувеличены. Естественно мачете из полотен делать не надо, сломается все-таки, но ножики выходят в умелых ручонках прекрасные.
Из быстрорезов получаются отличные ножи и стамески для резьбы по дереву. Прекрасно держащие заточку и долго затупляемые.
Также преимуществом ножей из быстрореза является возможность наточить РК до общего угла 10.. 15 градусов при минимальной толщине схождения спусков.
Быстрорежущие стали, для сварных конструкций, не применяются. Лопаются рядом со сварочным швом.
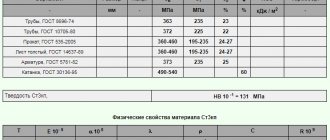
- Плотность сталей от 7900 (Сталь 11Р3АМ3Ф2) до 8800 кг/м^3 (Сталь Р18)
- Температура ковки от 850 до 1220 градусов по С.
Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0.4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить.
Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
- Подготовка оборудования, инструмента и материалов. Сюда входит проверка топлива (уголь или газ), которого должно хватить на весь цикл разогрева. Ведь для того чтобы качественно закалить нержавейку, ее следует нагревать плавно и без перерывов.
- Разогрев горна или печки. Если для того, чтобы закалить деталь, используется газопламенный нагрев, выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Нередко требуется закалить только какую-то часть будущего изделия, поэтому его следует разместить так, чтобы эта часть находилась в зоне максимальной температуры.
- Нагревание до требуемой температуры. Изделие удерживают в высокотемпературной зоне, контролируя его нагрев по цвету. Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
- Охлаждение. После того как нагретый металл приобрел требуемый цвет, деталь охлаждают, опуская в емкость с минеральным маслом. Оно может воспламениться, поэтому рядом с емкостью следует держать кусок плотной ткани.
- Очистка. После охлаждения в масле нержавейку следует тщательно очистить. При сильном загрязнении можно использовать растворитель.
- Отпуск. Чтобы закалить свою деталь «по науке», после нагревания и охлаждения ее следует отпустить. Для сталей с содержанием углерода 0.4 % и более температура отпуска составляет 200÷250 ºC (см. табл. ниже), поэтому их достаточно на пару часов поместить в обычную кухонную духовку. При меньшем содержании углерода температура отпуска значительно выше, до 700÷750 ºC, и он выполняется с постепенным остужением на воздухе или в сухом песке.
Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.
Ножи — всё о ножах: Ножи из быстрорежущей стали
Одним из популярных материалов, применяемых для изготовления ножей, является сталь легированная быстрорежущая (сокращенно называемая быстрорез).
Рассматривая характеристики быстрорежущих сталей, следует отметить:
- высокую теплостойкость при температуре ниже 6000С;
- высокую твердость до 70HRC;
- повышенную износостойкость при высоких температурах;
- сопротивляемость деформации (разрушению).
Быстрорежущая сталь разных марок для охотничьих ножей
Непременными инструментами охотника, применимыми для защиты от нападения зверя, снятия шкуры при разделке, прокладывания пути в диком лесу — являются охотничьи ножи.
Длина, форма клинка, а также материал для этих ножей зависят не только от вида охоты, но и от индивидуальных предпочтений. Наиболее распространенными являются ножи из быстрорежущей стали Р18.
Сталь Р18 — инструментальная быстрорежущая, где Р обозначает вольфрам, а 18 — процентное содержание вольфрама в стали.
Она применяется для изготовления инструментов, сохраняющих свои свойства при нагреве в процессе работы до 6000С и клинков охотничьих ножей. Модели ножей Бизон, Варан, Гусар, Мангуст выпускаются с клинками именно из быстрорежущей стали Р18, твердостью 64 HRC.
Длина лезвия — 145мм, толщина обуха — 4мм. Рукоять выполнена из различных материалов – черного дерева венге, эбонита, кожи.
Популярны и ножи из стали быстрорез Р12, они легко шлифуются, обладают превосходными режущими свойствами благодаря пластичности и повышенной вязкости стали, к ним относят:
- охотничьи ножи модели Беркут, из быстрореза Р12, имеют длину лезвия 155мм, толщину 4мм, рукоятка выполнена из черного граба с углублениями для пальцев;
- нож Восток, сталь Р12М, твердостью 67 HRC длина лезвия 155мм, толщина обуха 3,2мм, рукоятка выполнена из граба;
- нож Бобр, сталь Р12М, длина лезвия 135мм, толщина обуха 4мм, рукоятка выполнена из венге, форма клинка с приспущенным острием подойдет для разделки туши и облегчит снятие кожи.
Охотничьи ножи с клинками из быстрореза Р6М5 обладают высокой твердостью 67-68 HRC, повышенной вязкостью, режущая кромка ножа долгое время держит заточку и не нуждается в правке. Популярные модели:
- охотничий нож Зимардак — длина клинка 120мм; нож Охотник — клинок длиной 109мм;
- нож Окский — клинок длиной 147мм;
- нож Бизон — клинок длиной 180 — 190мм, толщина обуха 3-5мм, рукоятки выполнены из твердого африканского бубинга, капа, грецкого ореха, черного граба, дерева венге и мельхиора.
Ножи сталь Р18 в сравнении с ножами сталь Р6М5 имеют большую твердость, превосходят по режущим свойствам и дольше держат заточку, но обладают меньшей вязкостью и прочностью.
Основные модели складных ножей
Складные ножи практичны и удобны, их всегда можно взять с собой, поместив при этом практически в любой карман. Такие ножи выполняют разнообразные функции и различаются следующими видами:
- классические складные ножи с полой рукояткой без механизма фиксации;
- складные ножи с механизмом фиксации, раскрываются двумя руками, неудобны в экстремальных ситуациях;
- тактические ножи открываются легко и быстро, из-за чего могут представлять опасность для владельца;
- автоматические складные ножи раскрываются путем нажатия кнопки или рычага, компактны и удобны в использовании, имеют высокую стоимость.
Складные ножи из быстрореза ничуть не уступают охотничьим в качестве.
Эффективная технология ковки нержавеющей стали
На литейных предприятиях применяется технология ковки нержавеющей стали, требующая особого внимания и подготовки. По своим характеристикам нержавейка несколько отличается от обычной углеродистой стали и перед загрузкой в печь для нагрева перед предстоящей ковкой необходимо следить за температурой и способом нагрева.
Рекомендуется постепенно увеличивать температуру, чтобы она могла полностью и равномерно прогреться. Это позволит избежать дефектов в структуре металла во время ковки и последующего охлаждения. Медленно нагревать заготовку необходимо до тех пор, пока температура не достигла + 850˚C.
За температурным режимом необходимо тщательно следить, чтобы не нарушить технологию. Дальше можно производить нагрев, ускоренными темпами не опасаясь возможных повреждений и нежелательных изменений во внутренней структуре металла.
Кроме этого, нержавеющая сталь обладает низкой теплопроводностью и требует более длительной выдержки в отличие от обычных марок. Это свойство следует учитывать во время подготовки заготовок к предстоящей ковке.
На заводах используется только горячая ковка, потому что холодная не позволяет получить деталь с необходимыми формами и размерами. Даже в разогретом состоянии нержавейка отличается повышенной стойкостью, поэтому для ее обработки требуется новое, мощное оборудование и опытные специалисты.
Преимущества
Нержавейка пользуется большим спросом в различных отраслях промышленности. Из нее делают посуду, инструменты, детали для агрегатов, станков, устройств и приспособлений. Она используется также в декоративных целях.
Для достижений необходимых свойств и характеристик используется эффективная технология ковки нержавеющей стали, отличающаяся многими достоинствами. Среди главных достоинств можно назвать такие, как:
- высокое качество;
- надежность;
- производительность;
- безопасность;
- доступность.
Ковка нержавейки требуется во многих случаях, поэтому на предприятиях тщательно следят за температурным режимом и состоянием оборудования. Наличие различных дефектов снижает качество и делает невозможным ее дальнейшее использование.
Нержавеющая сталь, несмотря на свои преимущества, при нарушении технологического процесса может обладать различными дефектами. Чаще всего это трещины на поверхности, зерна и наплывы. По сравнению с другими марками стали нержавейка больше всего склона к образованию зерен внутри, что является следствием неправильного температурного режима.
Трещины в основном появляются на углах и ребрах заготовки. Поэтому перед ковкой заготовка должна правильно нагреваться и охлаждаться, чтобы свести к минимуму появление брака. Добиться этого можно при помощи современного оборудования и эффективных технологий обработки ковкой.
Источник
Выбор материала
Изготовлением клинков в наше время занимаются только истинные ценители этого ремесла. Однако даже начинающий кузнец и любой желающий может попробовать выковать самодельный нож.
Проще всего это сделать из куска толстой арматуры, старого напильника или отрезка автомобильной рессоры. Чуть сложнее будет расковать сверло или обойму подшипника. Можно получить интересный результат из сработанной цепи от бензопилы или двигателя автомобиля.
Еще одним материалом, который после ковки может стать качественным клинком, является трос. Его жилы состоят из углеродистой стали, способной хорошо держать острие после закалки. Если удастся сохранить плетеный рисунок после ковки, может получиться очень оригинальный клинок, отдаленно напоминающий дикую дамасскую сталь.
Что нужно знать, чтобы выяснить, как сделать нож из троса? Два важных нюанса: первый – сохранятся ли свойства высокоуглеродистого материала в процессе обработки; второй – проявится ли на лезвии видимый рисунок, изящно переходящий в отточенное острие.
Особый подход
Ковка ножа из троса возможна и по другой технологии. Есть мастера, которые перед кузнечной «сваркой» упаковывают отожженную и уплотненную заготовку троса необходимой длины в отрезок трубы из нержавеющей стали. Ее диаметр подбирается таким образом, чтобы трос входил в нее очень плотно, с некоторым усилием.
Оба конца такого футляра заваривают электросваркой, сплавляя концы троса с трубой. Заготовка разогревается до температуры 1200-1300 °C и в таком виде расковывается. Легированная нержавеющая сталь трубы с тросом не сваривается, а служит только защитным чехлом от неравномерной ковки. Кроме того, раскаленный трос не вступает в контакт с кислородом воздуха и углерод в нем при ковке выгорает минимально.
Если использовать при этом гидравлический пресс, то можно существенно облегчить кузнечную «сварку». После нагрева до 1300 °C футляр с тросом внутри помещается под нагрузку и оставляется до остывания. Если использовать матрицы, то сразу можно сформировать утолщения под шейку для перехода с клинка на рукоять и обушок хвостовика. При следующем нагреве проковкой через футляр дорабатывается форма лезвия.
Сложности технологии
Необходимо постоянно следить за температурой заготовки, не давая ей остывать. Работая тяжелым молотом, особенно без должной практики и опыта, можно легко повредить завитки троса в местах, где должен остаться отчетливый рисунок плетения. Нежелательные попадания ребром или углом кувалды по разогретой заготовке оставляют глубокие вмятины, которые не всегда удается сточить.
При работе неизбежен процесс выгорания углерода из металла. Есть мастера, которые расковывают нож из троса на плотной древесине, положенной на плоскость наковальни. При соприкосновении с разогретым металлом она тлеет, кислород воздуха в месте соприкосновения сжигается, что снижает степень выгорания углерода из материала. К тому же, расковывая трос на дереве, вы добиваетесь того, что заготовка медленнее остывает, можно за один цикл сделать больший объем работы.
Что потребуется для работы
Если требуется качественно закалить длинномерное изделие, то лучше использовать первые два варианта, т. к. в этом случае прогревается одновременно весь объем нержавейки. При газопламенной закалке нагревание происходит путем перемещения узкой зоны нагрева вдоль изделия, поэтому качество может быть ниже.
Но этот способ хорошо подходит для разовых работ. Если же необходимо закалить большое количество изделий из нержавейки или такую работу предполагается выполнять постоянно, то лучше потратить некоторое время и усилия на изготовление небольшой камерной печи (см. фото ниже) или соорудить импровизированный кузнечный горн.
С помощью такой печки можно разогреть до нужной температуры и закалить изделия не только из нержавейки, но и из жаропрочных сталей. В качестве огнеупорного материала здесь использован шамотный кирпич типа ШБ, а нагрев выполняется пламенем газовой горелки, направленным во внутреннюю камеру.
Если же нет желания делать стационарное термическое оборудование, но при этом возникла потребность закалить деталь из нержавейки длиной до 30÷40 см, то вполне можно обойтись простейшим кузнечным горном, согнутым из листа стали (см. фото ниже).
В качестве топлива здесь используется обычный древесный уголь для шашлыков, а наддув осуществляется снизу с помощью строительного фена.
Для того чтобы качественно закалить заготовку из нержавейки с медленным остыванием, потребуется несколько литров минерального масла в жестяной емкости. Подойдет любое автомобильное или индустриальное масло, даже моторная отработка.
Главным инструментом при термообработке являются обычные или зажимные клещи. Кроме того, потребуются плотные негорючие перчатки или рукавицы и такая же спецодежда или кузнечный передник. Все работы следует выполнять либо на открытом воздухе, либо в хорошо проветриваемом помещении, вдали от горючих материалов.
Дамасская сталь
Раньше острые, пластичные и надежные клинки с узорчатым рисунком на лезвии называли булатными (по одной из версий – от провинции Фулад в Персии, где их изготавливали). Достигались такие характеристики и видимый эффект различными методами.
Сталь можно было выплавить в тигле путем металлургического литья, экспериментируя с составом материала. Другой вариант – «сварить» разные по твердости стальные полосы в кузнечном горне и затем расковать полученную заготовку. Клинки, выкованные кузнецами по специальной методике, стали называть дамасскими.
Отличаются они именно методом изготовления и технологией, а не характеристиками и степенью выраженности рисунка. Расковав нож из троса, своими руками можно попытаться создать клинок, отдаленно напоминающий такой материал. И хотя рисунок на лезвии – это не самоцель, он все-таки является отличительной особенностью дамасской стали.
Термообработка
Закалка клинка так же важна, как и выбор стали. По технологии нож из троса после ковки имеет напряжение, его необходимо снять. Для этого заготовку нагревают до 800 °C и дают ей остыть.
Закалка производится при разогреве клинка до 1200 °C. Его опускают острием вниз в разогретое масло и держат неподвижно. Клинок после этого необходимо отпустить. Его очищают от нагара, нагревают до 200 °C и снова опускают в масло.
Некоторые мастера закаливают ножи через масло (опускают на две секунды), а затем помещают в подсоленную воду.