Автономная некоммерческая организация дополнительного профессионального образования «Строительный учебный предлагает услуги по подготовке и проведении (очного* и дистанционного) обучения/аттестации/переаттестации на I/II и III* уровень квалификации по методам неразрушающего контроля (НК) включая продление срока действия удостоверений, расширение области аттестации по НК.
- Аккредитации НОАП 0006
- В соответствии с Правилами СДАНК-02-2020
- Аттестация и обучение дефектоскопистов по ультразвуковому контролю
Руководитель отдела по работе с клиентами
НК
Неразрушающий контроль (НК) — контроль надежности и основных рабочих свойств и параметров объекта или отдельных его элементов или узлов, не требующий выведение объекта из работы либо его демонтажа.
Неразрушающий контроль также называется оценкой надёжности неразрушающими методами или проверкой без разрушения изделия. НК особенно важен при создании и эксплуатации жизненно важных изделий, компонентов и конструкций. Для выявления различных изъянов, таких как разъедание, ржавление, растрескивание.
Вопросы для самостоятельного контроля
- Какие основные задачи неразрушающего контроля?
- Назначение и физические основы магнитного НК.
- Назначение и физические основы электрического НК.
- Назначение и физические основы вихретокового НК.
- Назначение и физические основы радиоволнового НК.
- Назначение и физические основы теплового НК.
- Назначение и физические основы оптического НК.
- Назначение и физические основы радиационного НК.
- Назначение и физические основы акустического НК.
- Назначение и физические основы капиллярного НК.
ВИК
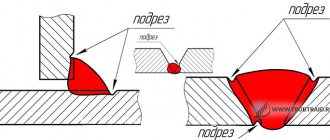
Визуальный и измерительный контроль считается весьма эффективным и удобным способом выявления самых различных дефектов. Именно с визуального осмотра обычно начинаются все мероприятия по неразрушающему контролю. Данный вид контроля проводится как с использованием специальных приспособлений так и без них. Визуальный метод контроля в частности доказал свою высочайшую эффективность при контроле качества основного металла, сварных швов, соединений и наплавок – как в процессе подготовки и проведения сварки, так и при исправлении выявленных дефектов.
По сравнению со многими другими методами визуальный контроль легко применим и относительно недорог. На практике доказано, что этот метод контроля является надежным источником максимально точной информации о соответствии сварных изделий необходимым техническим условиям. От других видов неразрушающего контроля визуально оптический контроль отличается границами спектральной области ЭМИ (электромагнитное излучение), используемого для получения информации об объекте. Он может проводится с использованием даже простейших измерительных средств. Естественно, очень многое здесь зависит от целей, задач и условий измерения (в ряде случаев необходимо использование довольно сложных средств визуального контроля в сочетании с высоким уровнем квалификации специалиста, который его проводит). Кроме того, визуально измерительный контроль является таким же надежным видом контроля, как ультразвуковой и радиационный. Разумеется, для эффективного выявления дефектов нужно уметь выбрать правильный подход и разработать соответствующую методику контроля.
Недостатком ВИК является человеческий фактор (физическое и эмоциональное состояние контролера, утомляемость и т.д.)
Обучение и аттестация для проведения течеискания на ОПО
Для того, чтобы проводить течеискание на опасных производственных объектах, подведомственных Ростехнадзору, также потребуется аттестация (сертификация) персонала. Пройти подготовку с аттестацией как в российских системах НК (СДАНК-02-2020 – вместо ПБ 03-440-02, СНК ОПО РОНКТД-02-2021), так и по зарубежному стандарту ISO 9712 можно в научно-учебном (Москва). В зависимости от квалификационного уровня предусмотрены учебные программы продолжительностью не менее 40 или 80 часов.
УК
Ультразвуковой контроль сварных соединений является эффективным способом выявления дефектов сварных швов и металлических изделий, залегающих на глубинах от 1-2 миллиметров до 6-10 метров. Данный метод позволяет выполнять весь комплекс работ по ультразвуковой диагностике сварных соединений и сокращает затраты на проведение экспертизы.
Ультразвуковой контроль позволяет осуществлять диагностику качества сварных соединений, контроль металлов, литых заготовок, стального литья и многого другого.
Ультразвуковой контроль позволяет выявлять и документировать участки повышенного содержания дефектов, классифицируя их по типам и размерам. Для разных типов сварных соединений применяются соответствующие методики ультразвукового контроля. При ультразвуковом контроле сварных соединений применяются эхо-импульсный, теневой или эхо-теневой методы УЗК. Способ ультразвукового контроля сварного соединения устанавливается в технической документации.
Ультразвуковой контроль сварных соединений позволяет провести полную диагностику сварных соединений без использования дорогостоящих методов неразрушающего контроля качества сварных швов.
ПВК контроль сварных соединений на проницаемость
Некоторые изделия с применением сварки должны быть строго герметичны, так как внутри них будут храниться различные жидкие вещества: вода, нефть, горюче-смазочные вещества и др. Поэтому проницаемости швов в данных конструкциях уделяется особое внимание.
Контроль проницаемости зачастую проводится двумя способами: гидравлическим и пневматическим.
Гидравлический способ проверки проницаемости сварных соединений
Емкость, которая должна быть герметичной, заполняется водой или маслом, в ней создается избыточное давление, которое больше стандартного в полтора раза.
Далее в течение 10-30 минут области вокруг сварных швов простукивают молотком со скругленным бойком в расчете на то, что при наличии сквозного дефекта сварки появится течь.
Пневматический способ проверки
В емкость закачивают любой газ до достижения давления в 150% от номинального. После закачки, сварные соединения обрабатываются мыльным раствором. Суть в том, что если, имеются сквозные дефекты в швах, то на поверхности мыльного раствора начнут образовываться пузыри, что наглядно отразит наличие повреждения.
При невозможности закачки газа в бак, шов обдувается под давлением с одной стороны, а с другой обрабатывается мыльным раствором. Если дефект существует, то на растворе вновь появятся пузыри.
ПВК
Капиллярная дефектоскопия — метод дефектоскопии, основанный на проникновении определенных жидких веществ в поверхностные дефекты изделия под действием капиллярного давления, в результате чего повышается свето- и цветоконтрастность дефектного участка относительно неповрежденного.
Капиллярный контроль предназначен для выявления невидимых или слабо видимых невооруженным глазом поверхностных и сквозных дефектов (трещины, поры, раковины, непровары, межкристаллическая коррозия, свищи и т.д.) в объектах контроля, определения их расположения, протяженности и ориентации по поверхности.
Различают люминесцентный и цветной методы капиллярной дефектоскопии.
В большинстве случаев по техническим требованиям необходимо выявлять настолько малые дефекты, что заметить их при визуальном контроле невооруженным глазом практически невозможно. Применение же оптических измерительных приборов, например лупы или микроскопа, не позволяет выявить поверхностные дефекты из-за недостаточной контрастности изображения дефекта на фоне металла и малого поля зрения при больших увеличениях. В таких случаях применяют капиллярный метод контроля.
При капиллярном контроле индикаторные жидкости проникают в полости поверхностных и сквозных несплошностей материала объектов контроля, и образующиеся индикаторные следы регистрируются визуальным способом или с помощью преобразователя.
Контроль капиллярныйс применением керосина
В прежние времена для нахождения дефектов использовали керосин. Эта жидкость широко применялась в быту и технике. Керосин почти не испаряется в обычных условиях, но обладает хорошей проникающей способностью, благодаря низкой вязкости и высокой полярности.
Т.к. керосин бесцветный, то сварщики применяли мел и другие вещества для корректной оценки наличия и величины раковин, трещин и полостей.
Керосиновый способ, благодаря своей простоте и сегодня ещё применяется на практике. Чаще всего такой метод используют для поиска сквозных дефектов резервуаров, работающих под давлением, также используется при испытаниях топливных отсеков или изделий с различными сварными соединениями.
Порядок осмотра и чувствительность при керосиновом способе контроля:
| Давление керосина, Па | Чувствительность, мм3 · МПа/с | Порядок осмотра при толщине металла, мм | |
| ≤ 6 | 6 — 25 | ||
| — | 6,6 · 10-2 | 1. Сразу после подачи керосина 2. Через 15-30 мин после подачи керосина | 1. Через 3-5 мин после подачи керосина 2. Через 30-50 мин после подачи керосина |
| 2,9 · 105 | 6,6 · 10-3 | 1. Через 1-2 мин после подачи давления 2. Через 15-30 мин после подачи давления | 1. Через 1-2 мин после подачи давления 2. Через 30-40 мин после подачи давления |
Выделяют четыре виды контроля с помощью керосина:
- Простой керосиновый.
- Керосин с применением вибрации.
- Керосин с использованием вакуума.
- Керосин с применением пневматических свойств.
Простой керосиновый способ заключается в том, что остывшее после сварки соединение с одной стороны красят водной суспензией коалина или мела, после высыхания суспензии, другую сторону смазывают керосином и наблюдают за реакцией.
В керосинопневматическом методе на смоченную керосиновым раствором поверхность направляют струю сжатого воздуха под давлением около 0,4МПа, что повышает чувствительность испытания и ускоряет выявление повреждений.
При керосиновакуумном методе смачиваются швы изделия, устанавливается вакуумная камера, с помощью которой создается перепад давлений воздуха. В результате капиллярное давление вместе с разностью давления воздуха повышает точность результатов испытания.
Керосиновибрационный способ проводится с применением ультразвука. На смоченную керосином поверхность начинают воздействовать ультразвуковыми колебаниями, при это повышается его проникающая способность в соединение и таким образом можно получить более точные результаты.
МК
Магнитные методы неразрушающего контроля применяют для выявления дефектов в деталях, изготовленных из ферромагнитных материалов (сталь, чугун), т. е. материалов, которые способны существенно изменять свои магнитные характеристики под воздействием внешнего магнитного поля.
Магнитный неразрушающий контроль основан на выявлении различными способами магнитных полей рассеяния, возникающих над дефектами, или на определении и оценке магнитных свойств объекта контроля.
Магнитопорошковый метод основан на выявлении магнитных полей рассеяния, возникающих над дефектами в детали при ее намагничивании, с использованием в качестве индикатора ферромагнитного порошка или магнитной суспензии . Этот метод среди других методов магнитного контроля нашел наибольшее применение. Примерно 80 % всех подлежащих контролю деталей из ферромагнитных материалов проверяется именно этим методом. Высокая чувствительность, универсальность, относительно низкая трудоемкость контроля и простота — все это обеспечило ему широкое применение в промышленности вообще и на транспорте в частности. Основным недостатком данного метода является сложность его автоматизации.
Визуальное и оптическое тестирование, как способы неразрушающего контроля
Визуальное тестирование является наиболее часто используемым методом тестирования в промышленности. Поскольку большинство методов тестирования требуют, чтобы оператор смотрел на поверхность проверяемой детали, визуальный осмотр присущ большинству других методов испытаний. Как следует из названия, визуальный контроль включает в себя визуальное наблюдение поверхности исследуемого объекта для оценки наличия видимых дефектов и отклонений. Проверки с использованием визуального контроля могут проводиться с помощью прямого просмотра с использованием зрения или могут быть улучшены с использованием оптических инструментов, таких как увеличительные стекла, зеркала, бороскопы, видеоэндоскопы и компьютерные системы просмотра.
Портативный блок видеонаблюдения с зумом позволяет осмотреть большие резервуары и суда, железнодорожные цистерны, канализационные линии. Роботизированные сканеры допускают наблюдение в опасных зонах, таких как воздуховоды, реакторы, трубопроводы. Коррозия, несоосность деталей, физические разрывы и трещины являются лишь некоторыми из дефектов, которые могут быть обнаружены с помощью технологии визуального и оптического тестирования.
РК
Радиационные методы контроля основаны на регистрации и анализе ионизирующего излучения при его взаимодействии с контролируемым изделием. Наиболее часто применяются методы контроля прошедшим излучением, основанные на различном поглощении ионизирующих излучений при прохождении через дефект и бездефектный участок сварного соединения. Интенсивность прошедшего излучения будет больше на участках меньшей толщины или меньшей плотности, в частности в местах дефектов — несплошностей или неметаллических включений.
Методы радиационного контроля классифицируются прежде всего по виду (и источнику) ионизирующего излучения и по виду детектора ионизирующего изучения.
Ионизирующим называют изучение, взаимодействие которого со средой приводит к образованию электрических зарядов. Так как ионизирующее излучение, состоящее из заряженных частиц, имеет малую проникающую способность, то для радиационного контроля сварных соединений обычно используют излучение фотонов или нейтронов. Наиболее широко используется рентгеновское излучение (Х-лучи). Это фотонное излучение с длиной волны 6х10-13…1х10-9 м. Имея ту же природу, что и видимый свет, но меньшую длину волны (у видимого света 4…7 х 10-7 м), рентгеновское излучение обладает высокой проникающей способностью и может проходить через достаточно большие толщины конструкционных материалов. При взаимодействии с материалом контролируемого изделия интенсивность рентгеновского излучения уменьшается, что и используется при контроле. Рентгеновское излучение обеспечивает наибольшую чувствительность контроля.
Получают рентгеновское излучение в рентгеновских трубках. Испускаемые с накаленного катода электроны под действием высокого напряжения разгоняются в герметичном баллоне, из которого откачан воздух, и попадают на анод. При торможении электронов на аноде их энергия выделяется в виде фотонов различной длины волны, в том числе и рентгеновских. Чем больше ускоряющее напряжение, тем больше энергия образующихся фотонов и их проникающая способность.
К недостаткам радиационных методов необходимо прежде всего отнести вредность для человека, в связи с чем требуются специальные меры радиационной безопасности: экранирование, увеличение расстояния от источника излучения и ограничение времени пребывания оператора в опасной зоне. Кроме того, радиационными методами плохо выявляются несплошности малого раскрытия (трещины, непровары), расположенные под углом более 7… 12° к направлению просвечивания, метод малоэффективен для угловых швов.
Процесс проведения капиллярного контроля
Капиллярный способ проверки швов происходит после предварительной подготовки. Поверхность контролируемой детали изделия очищают и обезжиривают. Затем на нее наносят индикаторную жидкость. Частицы пенетранта проникают внутрь изъянов. Поверхность протирают, удаляя излишки жидкости. Те места, в которых останется пенетрант, и есть места наличия дефектов. Визуально это становится заметно после нанесения на поверхность проявителя. Проявитель (в виде белого спрея или порошка) высыхает и впитывает индикаторную жидкость. Места изъянов при этом окрашиваются. В качестве проявителя могут быть использованы раствор люминофоров в летучем растворителе (беспорошковый способ). В этом случае место изъяна будет подсвечиваться ультрафиолетовыми лучами. Места дефектов можно легко увидеть при помощи лупы. В случае применения люминофоров можно использовать фотодатчики. Капиллярный способ позволяет обнаружить микроскопические изъяны со следующими размерами:
- минимум 1 мкм — ширина,
- минимум 10 мкм — глубина,
- минимум 0,1 мм — длина.
ТК
Тепловой контроль основан на измерении, мониторинге и анализе температуры контролируемых объектов. Основным условием применения теплового контроля является наличие в контролируемом объекте тепловых потоков. Процесс передачи тепловой энергии, выделение или поглощение тепла в объекте приводит к тому, что его температура изменяется относительно окружающей среды. Распределение температуры по поверхности объекта является основным параметром в тепловом методе, так как несет информацию об особенностях процесса теплопередачи, режиме работы объекта, его внутренней структуре и наличии скрытых внутренних дефектов. Тепловые потоки в контролируемом объекте могут возникать по различным причинам. Тепловизионная техническая диагностика получила широкое распространение в энергетике, строительстве и промышленности. Основное преимущество метода — контроль объектов без вывода из эксплуатации и без какого-либо воздействия на них. Очевидно, что успешному внедрению теплового метода контроля способствует развитие средств измерений, в основном тепловизионной техники.
Применение тепловизоров не ограничивается задачами неразрушающего контроля. Этот замечательный инструмент для визуализации тепловых полей и дистанционного измерения температуры нашел применение в военной технике, навигации, медицине, системах безопасности и охраны, противопожарном деле, экологии.
Тепловой метод неразрушающего контроля
Термическое / инфракрасное тестирование используются для измерения или отображения температуры поверхности на основе инфракрасного излучения, выделяемого объектом, когда тепло проходит через этот объект или из него. Большая часть инфракрасного излучения длиннее длины волны, чем видимый свет, но может быть обнаружена с использованием тепловизионных устройств (тепловизоров), называемых «инфракрасными камерами». Для точного ИК-тестирования исследуемая часть должна находиться в прямой видимости с камерой, не должна быть закрыта посторонними предметами или крышкой, поскольку крышки будут рассеивать тепло и могут привести к ложным показаниям. При правильном использовании тепловое изображение может использоваться для обнаружения коррозионных повреждений, отложений, пустот, различных включений, а также многих других дефектов и отклонений.
ПВТ
Течеискание — процесс обнаружения течей.
Стандартизация методов течеискания сегодня отвечает не только формальной необходимости выработки и применения наиболее правильных способов и приёмов контроля герметичности изделий, установок, систем, но и становится практически необходимым мероприятием в связи с рядом обстоятельств. К ним относятся:
- повышение требований к надёжности работы объектов, представляющих опасность для населения и окружающей среды в случае возникновения аварий,
- развитие приборной базы течеискания, как зарубежной, так и отечественной, дающей новые возможности при их использовании,
- относительная сложность выполнения испытаний на герметичность, требующая специальных знаний и навыков,
- ограниченное распространение опыта течеискания, который накапливался в основном в оборонных и закрытых отраслях промышленности,
- неэффективность слепого распространения опыта контроля одних объектов на другие, относящиеся к другому классу технических систем.
Течеискание в вакуумной технике, обнаружение мест нарушения герметичности вакуумных систем. Осуществляется приборами, называемыми течеискателями. Простейший способ нахождения течей — с помощью искрового течеискателя, которым обнаруживают течи в стеклянных оболочках по искре, возникающей при прикосновении иглы течеискателя к дефектному месту. Наименьшее натекание оценивается в 10-4 н×м/сек, или 10-3 л×мм рт. ст./сек. Для обнаружения более «тонких» течей в любых оболочках (стеклянных, металлических и др.) используют масс-спектрометрические течеискатели. Негерметичность определяют по проникновению в систему пробного вещества (обычно Не), которым её обдувают снаружи. Масс-спектрометр, настроенный на индикацию Не, включают в вакуумную систему и по показанию его регистрирующего устройства судят о наличии и размерах течи. Гелиевым течеискателем обнаруживают течи 10-15 н×м/сек, или 10-14 л×мм рт. ст./сек. Применяются и др. пробные вещества (например, Аr).
Действие галогенного течеискателя основано на свойстве некоторых металлов (например, Pt, Ni), эмитирующих при нагреве ионы примесей щелочных металлов, увеличивать эмиссию в присутствии галогенов (галогенный эффект, обусловливающий поверхностную ионизацию). Пробными веществами чаще всего служат фреоны. По изменению ионного тока судят о наличии и размерах течи. Галогенными течеискателями обнаруживают течи до 10-9 н×мм рт. ст./сек, или 10-8 л×мм рт. ст./сек. Менее распространены другие методы Течеискание: люминесцентный, меченых атомов и т. п.
ВД
Вибрационная диагностика — метод диагностирования технических систем и оборудования, основанный на анализе параметров вибрации, либо создаваемой работающим оборудованием, либо являющейся вторичной вибрацией, обусловленной структурой исследуемого объекта.
Вибрационная диагностика, как и другие методы технической диагностики, решает задачи поиска неисправностей и оценки технического состояния исследуемого объекта.
Наибольшее развитие метод получил при диагностировании подшипников качения. Также вибрационный метод успешно применяется при диагностике колёсно-редукторных блоков на железнодорожном транспорте.
Заслуживают внимания виброакустические методы поиска утечек газа и в гидрооборудовании. Суть этих методов заключается в следующем. Жидкость или газ, дросселируя через щели и зазоры, создаёт турбулентность, сопровождающуюся пульсациями давления, и, как следствие, в спектре вибраций и шума появляются гармоники соответствующих частот. Анализируя амплитуду этих гармоник, можно судить о наличии (отсутствии) течей.
Интенсивное развитие метода в последние годы связано с удешевлением электронных вычислительных средств и упрощением анализа вибрационнных сигналов.
Преимущества:
- метод позволяет находить скрытые дефекты;
- метод, как правило, не требует сборки-разборки оборудования;
- малое время диагностирования;
- возможность обнаружения неисправностей на этапе их зарождения.
Недостатки:
- особые требования к способу крепления датчика вибрации;
- зависимость параметров вибрации от большого количества факторов и сложность выделения вибрационного сигнала, обусловленного наличием неисправности;
- низкая точность диагностирования.
ЭК
Электрические методы неразрушающего контроля основаны на создании электрического поля на контролируемом объекте либо непосредственным воздействием на него электрическом возмущении, либо косвенно с помощью теплового, механического воздействия. С помощью электрического контроля регистрируют параметры электрического поля.
Электрический контроль регистрирует параметры электрического поля, взаимодействующего с контролируемым объектом (собственно электрический метод), или поля, возникающего в контролируемом объекте в результате внешнего воздействия (термоэлектрический метод) и применяется для контроля диэлектрических и проводящих материалов.
Методы электрического контроля (электростатический порошковый, термоэлектрический, электроискровой, электрического потенциала, емкостной) позволяют определять дефекты различных материалов, измерять толщины покрытий и слоев, сортировать металлы по маркам, контролировать диэлектрические или полупроводниковые материалы. Недостатками перечисленных методов электрического НК являются необходимость контакта с объектом контроля, жесткие требования к чистоте поверхности изделия, трудности автоматизации процесса измерения и зависимость результатов измерения от состояния окружающей среды.
Сравнение методов неразрушающего контроля
Ни один метод неразрушающего контроля не будет работать для всех задач обнаружения дефектов или измерений. Каждый из методов имеет преимущества и недостатки по сравнению с другими методами. В приведенной ниже таблице приведены основные виды неразрушающего контроля, общие сферы применения, преимущества и недостатки некоторых из наиболее часто используемых методов неразрушающего контроля.
| Методы неразрушающего контроля проникающими веществами | Магнитные методы неразрушающего контроля | Акустические методы неразрушающего контроля | Вихретоковые методы неразрушающего контроля | Радиационные методы неразрушающего контроля | |
| Основное использование | |||||
| Используется для обнаружения трещин, пористости и других дефектов, которые находятся на поверхности материала и имеют достаточный объем для заливки и удерживания проникающего материала. | Используется для проверки ферромагнитных материалов (тех, которые могут быть намагничены) для дефектов, которые приводят к переходу в магнитную проницаемость материала. Проверка магнитных частиц может обнаруживать дефекты поверхности | Используется для обнаружения поверхностных и внутренних дефектов во многих материалах, включая металлы и пластмассы. Ультразвуковой контроль также используется для измерения толщины материалов и в других случаях характеризует свойства материала на основе измерений скорости звука и затухания. | Используется для обнаружения поверхностных и около поверхностных дефектов в проводящих материалах, таких как металлы. Вихретоковый контроль также измеряет толщину тонких листов металла и непроводящих покрытий, таких как краска. | Используется для контроля почти любого материала для внутренних дефектов. Рентгеновские лучи могут также использоваться для обнаружения и измерения внутренних характеристик, подтверждения местоположения скрытых деталей в сборке и измерения толщины материалов. | |
| Основные преимущества | |||||
| Можно быстро и недорого осмотреть большие площади поверхности или большие объемы деталей / материалов Детали со сложной геометрией регулярно проверяются. Показания производятся непосредственно на поверхности детали, обеспечивая визуальный образ разрыва. Инвестиции в оборудование минимальны. | Большие поверхности сложных деталей можно быстро проверять. Может обнаруживать поверхностные и около поверхностные дефекты. Показания магнитных частиц производятся непосредственно на поверхности детали и образуют изображение разрыва. Стоимость оборудования относительно низкая. | Глубина проникновения для обнаружения дефектов или измерения превосходит другие методы. Требуется только односторонний доступ. Предоставляет информацию о глубине залегания дефекта. Требуется подготовка детали. Метод может использоваться гораздо больше, чем просто обнаружение дефектов. | Обнаруживает дефекты поверхности. Датчик не нуждается в контакте с деталью. Метод может использоваться для обнаружения различных дефектов. Требуется минимальная подготовка детали. | Может использоваться для проверки практически всех материалов. Обнаруживает скрытые внутренние дефекты. Возможность проверки сложных форм и многослойных конструкций без разборки. Требуется минимальная подготовка детали. | |
| Недостатки | |||||
| Способ обнаруживает только дефекты разрушения поверхности. Подготовка поверхности имеет решающее значение, поскольку загрязняющие вещества могут маскировать дефекты. Требуется относительно гладкая и непористая поверхность. | Могут быть проверены только ферромагнитные материалы. Правильное выравнивание магнитного поля и дефекта является критическим. Большие токи необходимы для очень больших деталей. Требуется относительно гладкая поверхность. | Поверхность должна быть доступна для зонда и муфты. Поверхность и шероховатость могут мешать проверке. Линейные дефекты, ориентированные параллельно звуковому лучу, могут оставаться незамеченными. | Могут быть проверены только проводящие материалы. Ферромагнитные материалы требуют специальной обработки для устранения магнитной проницаемости. Глубина проникновения ограничена.Недостатки, которые лежат параллельно направлению обмотки катушки контрольного зонда, могут оставаться незамеченными. | Приборы и методы неразрушающего контроля с помощью радиографии требуют хорошей подготовки. Обычно требуется доступ к обеим сторонам структуры. Ориентация пучка излучения на объемные дефекты имеет решающее значение. Требуется относительно дорогостоящее инвестирование в оборудование. Возможная радиационная опасность для персонала. | |
В нашей компании представлено все необходимое оборудование и приборы для проведения полного цикла исследования объектов с помощью методов неразрушающего контроля, которое Вы можете купить или взять в аренду по выгодной цене.
Квалифицированные менеджеры всегда готовы помочь выбрать оборудование для неразрушающего контроля оптимально подходящее под Ваши задачи.
Возврат к списку
АЭ
Акустико эмиссионный метод – очень эффективное средство неразрушающего контроля и оценки материалов, основанное на обнаружении упругих волн, которые генерируются при внезапной деформации напряженного материала. Данные волны распространяются от источника непосредственно к датчикам, где затем преобразуются в электрические сигналы. Приборы акустико-эмиссионного контроля измеряют эти сигналы, после чего отображают данные, на основе которых происходит оценка состояния и поведения всей структуры исследуемого объекта.
Как известно, традиционные методы неразрушающего контроля (ультразвуковой, радиационный, вихретоковый) позволяют обнаруживать геометрические неоднородности (дефекты) путем излучения в структуру объекта некоторой формы энергии. В отличие от этих методов, в акустико эмиссионном контроле применяется другой подход: обнаруживаются не геометрические неоднородности, а микроскопические движения. Такой метод позволяет очень быстро обнаруживать рост даже самых небольших трещин, разломов включений, утечек газов или жидкостей. То есть большого количества самых разнообразных процессов, производящих акустическую эмиссию.
С точки зрения теории и практики метода акустической эмиссии, абсолютно любой дефект может производить свой собственный сигнал. При этом он может проходить довольно большие расстояния (до десятков метров), пока не достигнет датчиков. Более того, дефект может быть обнаружен не только дистанционно; но и путем вычисления разницы времен прихода волн к датчикам, расположенных в разных местах.
Основные особенности акустического метода контроля, определяющие его возможности и область применения:
- Обеспечивает обнаружение дефектов по степени их опасности;
- Обладает высокой чувствительностью к растущим дефектам и позволяет в рабочих условиях определять приращение трещины до долей миллиметров;
- Предельная чувствительность приборов по теоретическим оценкам может составлять до 1*10-6мм2
- Интегральность метода обеспечивает контроль всего объекта с использованием одного или нескольких преобразователей, неподвижно установленных на поверхности объекта;
- Метод позволяет проводить контроль самых различных технологических процессов, а также процессов изменения свойств и состояния материалов;
- Ориентация и положение объекта не влияет на выявляемость дефектов.
Особенностью метода, ограничивающей его применение, является возможная в ряде случаев трудность выделения нужных сигналов из помех. Если сигналы малы по амплитуде, то их выделение из помех представляет собой сложную задачу.
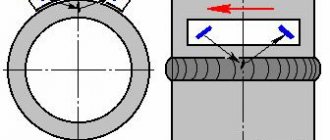
Преимущества вакуумно-пузырькового метода течеискания
Контроль может проводиться при одностороннем доступе к сварному соединению. Для работы используются «копеечные» расходники (вода, мыло, средства для мытья посуды типа Fairy). Контроль даёт быстрый наглядный результат – имеющиеся течи легко обнаруживаются по характерным пузырям и вздутиям в пенном растворе. На проверку 0,5 погонных метров может потребоваться всего 1–2 минуты (с учётом нанесения пенной эмульсии, установки вакуум-камеры, откачки воздуха, визуального наблюдения за образованием пузырей и сброса давления). В зависимости от типа индикаторного раствора вакуумирование может выполняться даже при отрицательных температурах, до -30 ˚С. Хотя, конечно, подобных крайностей лучше избегать – даже если пенообразующий состав ещё сохранит свои рабочие свойства на морозе, то подвергать такому «стрессу» резиновый уплотнитель на вакуумной рамке вряд ли разумно. Не говоря уже об условиях труда самого дефектоскописта. В отличие от цветной дефектоскопии, ПВТ не предполагает работы с вредными для здоровья химическими веществами. С последующим нанесением лакокрасочных или иных защитных покрытий проблем не возникает – опять же потому, что здесь нет агрессивной химии, которую было бы сложно удалить с поверхности и которая мешала бы нормальной адгезии. Тем не менее, представление о вакуумировании как о некой «лёгкой прогулки» – в корне неверное. Такой контроль очень изматывает физически и психологически. Вот лишь некоторые объективные трудности, с которыми сталкиваются при проведении ПВТ:
- срочность. Особенно – если говорить о вакуумировании при строительстве или ремонте (реконструкции) резервуаров вертикальных стальных. Всем работникам в «каре» – слесарям, сварщикам, дефектоскопистам – зачастую приходится трудиться одновременно, в условиях жёсткого цейтнота. Поэтому на практике течеискание часто предпочитают проводить вдвоём: один работник наносит мыльный раствор и подметает его по завершении контроля, второй – устанавливает рамку, откачивает воздух и смотрит на индикации течей;
- проблемы с вакуумным шлангом и шлангом. Кто-то об него запнулся, где-то он зацепился о какую-нибудь железяку, кто-то наступил… Если к этому добавляется общая спешка, то вероятность обрыва шланга только возрастает;
- негерметичное прилегание вакуумной рамки к поверхности сварного соединения – особенно на переходах (нахлесточных швах). Где-то неаккуратно удалили усиление сварного соединения, где-то имеется волнистость, где-то нарушена шероховатость (а она далеко не всегда соответствует рекомендуемому Rz 40 мкм). Плюс может отклеиться уплотняющий профиль по периметру вакуумной рамки, а сама резина задубеть. Поэтому иногда, чтобы хотя бы доработать смену, при каждом прикладывании рамки кромку профиля приходится дополнительно обрабатывать клеем или герметиком.
При этом – стоимость пузырькового метода течеискания сравнительно невысокая. В среднем расценки в российских лабораториях неразрушающего контроля по состоянию на апрель 2021 года варьируются от 170 до 350 рублей за 1 м сварного шва в нижнем положении и от 300 до 500 рублей – за 1 м шва в потолочном положении. Ну и раз уж речь зашла об «экономике» метода, то, забегая вперёд, отметим, что средняя стоимость вакуумных рамок без подсветки по состоянию на апрель 2022 года составляет 5 000–10 000 рублей. С подсветкой – от 18 000 рублей. Вакуумный насос обойдётся в среднем в 25 000–50 000 рублей. Ряд производителей предлагает мобильные установки контроля герметичности – готовые комплекты для ПВТ с несколькими вакуум-рамками, насосом, иногда – с тележкой и дополнительным освещением. Такие комплексы стоят от 50 000 рублей. Плюс от 400 до 2 000 рублей придётся заплатить за вакуумный шланг. Такие вот цифры. Давайте теперь разбираться, что собой представляет данное оборудование и как с ним работают.