Индукционные печи для плавки металла
Принцип работы
Индукционный нагрев положен в основу действия печи. Другими словами, электрический ток образовывает электромагнитное поле и получается тепло, которое используется в промышленных масштабах. Этот закон физики изучается в последних классах общеобразовательной школы. Но понятие электрического агрегата и электромагнитных индукционных котлов нельзя путать. Хоть в основе работы и там и тут лежит электричество.
Как это происходит
Генератор подключается к источнику переменного тока, который поступает в него через индуктор, находящийся внутри. Конденсатор задействуется для создания контура колебания, в основе которого лежит постоянная рабочая частота, на которую настраивается система. При возрастании напряжения в генераторе до предела в 200 В индуктор создает магнитное поле переменного действия.
Замыкание цепи происходит, чаще всего, посредством сердечника из ферромагнитного сплава. Переменное магнитное поле начинает взаимодействие с материалом заготовки и создает мощный поток электронов. После вступления в индукционное действие электропроводящего элемента в системе происходит возникновение остаточного напряжения, которое в конденсаторе способствует возникновению вихревого тока. Энергия вихревого тока преобразовывается в тепловую энергию индуктора и происходит нагревание до высоких температур плавления искомого металла.
Тепло, производимое индуктором, применяют:
- для расплавления мягких и твердых металлов;
- для закаливания поверхности металлических деталей (например, инструмента);
- для обработки в термическом режиме уже произведенных деталей;
- бытовых потребностей (обогрев и кулинария).
Какой металл можно расплавить в домашних условиях — Металлы, оборудование, инструкции
Алюминий – металл, который широко используется в промышленности и быту. ?>
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.
Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
При его резком охлаждении могут возникнуть внутренние напряжения и усадка полученного сплава. Это надо учитывать при работе с алюминием в домашних условиях.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.
Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.
Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.
Идеальной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной смеси, применяемой для жаропрочного кирпича. В качестве каркаса для создания овального свода можно использовать цветочный горшок нужного размера.
После высыхания смеси получается добротный топливник, который может выдержать несколько плавок.
:
2. Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Его можно применять только для штучных изделий из алюминия весом не более 150 грамм. Имитация печи создается с помощью использования двух емкостей, вставленных друг в друга с небольшим зазором. Это могут быть обыкновенные жестяные банки из-под консервов.
Внешняя банка должна иметь больший размер. В ней проделывается отверстие, диаметром около 4 см, чтобы обеспечить подвод пламени к внутренней банке.
Струя пламени должна поступать направленно в отверстие банки. Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Такая конструкция является одноразовой и можно использовать только для одной плавки, т. к. жесть тонкая и может быстро прогореть.
:
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Если не требуется придавать литью четкой формы, можно просто слить жидкий расплав на приготовленную устойчивую к горению поверхность.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают вместо нее алюминий.
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
:
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
Краткая характеристика различных печей
Разновидности приборов
- Тигельные индукционные печи используют для расплавки металлов, главным их принципом, отличным от работы других агрегатов, является отсутствие сердечника.
- Канальные агрегаты индукционного действия представляют собой своеобразный трансформатор, которая имеет стальной наконечник – магнитный привод. Нагрузка подается через вторичную обмотку, выполненную одним витком.
- Индукционные приборы вакуумного действия, который процесс плавки выполняют в условиях полного вакуума, который буквально вытягивает из металла все примеси.
- Плавильные тигельные печи – индукторы на массу плавки от 5 до 200 кг с преобразователем по принципу транзистора.
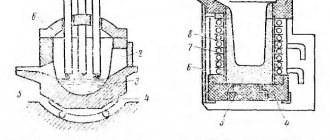
Индукционные тигельные печи
Является наиболее распространенным типом печного индукционного нагрева. Отличительной чертой, отличной от других видов является то, что в ней переменное магнитное поле появляется при отсутствии стандартного сердечника. Тигель в форме цилиндра размещается внутри индукторной полости. Печь, или тигель изготавливается из материала, который прекрасно сопротивляется огню и подключается к переменному электрическому току.
Положительные аспекты
- энергия выделяется при загрузке металла, отсутствует необходимость в установке промежуточных элементов;
- металлические сплавы, состоящие из нескольких составляющих, после завершения плавки получают однородную консистенцию и одинаковый химический состав в любом выбранном объеме;
- при помощи регуляторов давления представляется возможным проводить восстановительный, окислительный или нейтральный процесс;
- средние частоты переменного тока показывают высокие значения удельной мощности, что ставит тигельные печи в ряд высокопроизводительных агрегатов;
- печь может работать с перерывами между загрузкой металла, на последующей плавке это не отразится, переход от одного вида металла к другому происходит без длительной перенастройки параметров;
- тигельные агрегаты легко поставить на автоматическое управление, они простые в эксплуатации и легко перестраиваются на любой из режимов;
- в результате процесса получаются качественные славы, состоящие из многих компонентов, температура имеет постоянное и одинаковое значение в пределах ванны, а остатки и отходы быстро расплавляются, отсутствуют перегревы.
Тигельные агрегаты относят к экологически чистым источникам тепла, окружающая среда не загрязняется от плавки металлов.
В работе тигельных печей присутствуют недостатки:
- при технологической обработке используются шлаки пониженной температуры;
- произведенная футеровка тигельных печей имеет низкую стойкость против разрушения, больше всего это заметно при резких скачках температур.
Имеющиеся недостатки не представляют особенных трудностей, достоинства тигельного индукционного агрегата для плавки металла очевидны и сделали такой тип приборов популярным и востребованным среди широкого круга потребителей.
Под давлением
Литье под давлением — это производственный процесс, адаптированный под изготовление деталей в больших объёмах. Форма для отливки включает литниковый канал, по которому расплавленный материал выходит из сопла машины для литья под давлением. В форме имеется система каналов, которые соединяются с литником, (обычно внутри или как часть пресс-формы) и направляют расплавленный материал в полость пресс-формы. Часть канала после бегунка, называемая затвором, ведёт непосредственно в полость инструмента. После цикла литьевой формы (обычно длится всего несколько секунд) весь расплав охлаждается, оставляя затвердевшую отливку в литнике, направляющих и в полости пресс-формы.
Основным преимуществом метода литья под давлением является возможность массового производства отливок. Первоначальные затраты на внедрение и освоение производства достаточно велики, зато впоследствии стоимость единицы продукции становится чрезвычайно низкой.
Другие преимущества процесса:
- низкий процент брака (в сравнении с традиционными производственными процессами, включая обработку на станках с ЧПУ);
- снижение отходов производства вследствие малых потерь металла в литники, направляющие, и места расположения отверстий под выход расплава;
- возможность получения деталей из термореактивных пластмасс.
Литье под давлением может быть воспроизведено в любом объёме, поскольку стойкость пресс-форм весьма высока. Это обеспечивает однообразие качества отливок и стабильность их характеристик при крупносерийном производстве.
Технология литья под давлением практически исключает любую доработку формы готовых изделий.
Канальные печи индукционной плавки
Такой тип нашел широкое применение в плавильном деле цветных металлов. Эффективно используется для меди и медных сплавов на основе латуни, мельхиора, бронзы. Активно плавят в канальных агрегатах алюминий, цинк и сплавы в составе этих металлов. Широкое использование печей этого типа ограничено из-за невозможности выполнить футеровку, стойкую к разрушениям, на внутренних стенках камеры.
Расплавленный металл в канальных печах индукционного типа совершает тепловое и электродинамическое движение, что обеспечивает постоянную однородность смешивания компонентов сплава в печной ванне. Использование канальных печей индукционного принципа оправдано в случаях, если к расплавленному металлу и изготовленным слиткам предъявляются особые требования. Сплавы получаются качественными в плане коэффициента насыщения газами, присутствия в металле органических и синтетических примесей.
Индукционные канальные печи работают по типу миксера и предназначаются для выравнивания состава, поддержки постоянной температуры процесса, и выбора скорости разлива в кристаллизаторы или формы. Для каждого сплава и состава литья существуют параметры специальной шихты.
Достоинства
- подогревание сплава происходит в нижней части, к которой нет воздушного доступа, что уменьшает испарение с верхней поверхности, нагретой до минимальной температуры;
- канальные печи относят к экономичным индукционным печам, так как происходящее расплавление обеспечивается маленьким расходом электрической энергии;
- печь имеет высокий коэффициент полезного действия благодаря применению в работе замкнутого контура магнитного провода;
- постоянная циркуляция в печи расплавленного металла вызывает ускорение плавильного процесса и способствует однородности перемешивания компонентов сплава.
Недостатки
- стойкость каменной внутренней футеровки снижается при использовании высоких температур;
- футеровка разрушается при плавлении химически агрессивных сплавов из бронзы, олова и свинца.
- при плавлении загрязненной низкосортной шихты происходит засорение каналов;
- поверхностный шлак на ванне не нагревается до высокой температуры, что не позволяет проводить операции в промежутке между металлом и укрытием и расплавлять стружку и скрап;
- канальные агрегаты плохо переносят перерывы в работе, что заставляет постоянно хранить в жерле печи значительное количество жидкого сплава.
Полное удаление расплавленного металла из печи ведет к ее быстрому растрескиванию. По этой же причине невозможно выполнить быструю перестройку с одного сплава на другой, приходится делать несколько промежуточных плавок, получивших название балластных.
Непрерывное литье
Процесс, который позволяет позволяет металлам и сплавам растягиваться, формироваться и затвердевать без необходимости прерывания заливки. При этом сокращаются отходы, повышается выход готовой продукции, улучшается экономическая эффективность производства.
Методом непрерывного литья под давлением изготавливаются аккумуляторные решётки. Использование системы роликов и форм с водяным охлаждением снижает вероятность попадания примесей и обеспечивает лучшее соотношение толщины.
Вакуумные печи индукционного действия
Этот вид имеет широкое применение для плавления сталей высокого качества и никелевых, кобальтовых и железных сплавов жаростойкого качества. Агрегат успешно справляется с плавкой цветных металлов. В вакуумных агрегатах варят стекло, обрабатывают высокой температурой детали, производят монокристаллы.
Печь относят к высокочастотному генератору, расположенному в изолированном от внешней среды индукторе, пропускающем ток высокой частоты. Для создания вакуума из него насосами откачивают воздушные массы. Все операции по введению добавок, загрузке шихты, выдаче металла производится автоматическими механизмами с электрическим или гидравлическим управлением. Из вакуумных печей получают сплавы с небольшими примесями кислорода, водорода, азота, органики. Результат намного превосходит открытые печи индукционного действия.
Жаропрочную сталь из вакуумных печей применяют в инструментальном и оружейном производстве. Некоторые сплавы из никеля, с содержанием никеля и титана являются химически активными, и получить их в других видах печей проблематично. Вакуумные печи выполняют розлив металла поворотом тигеля во внутреннем пространстве кожуха или вращением камеры с неподвижно закрепленной печью. Некоторые модели имеют в дне открывающееся отверстие для слива металла в установленную емкость.
Тигельные печи с транзисторным преобразователем
Применяют для ограниченного веса цветных металлов. Они мобильные, имеют небольшой вес и с легкостью переставляются с места на место. В комплектацию печи входит высоковольтный транзисторный преобразователь универсального действия. Позволяет подобрать мощность, рекомендуемую для подключения в сети, а соответственно ей тип преобразователя, который необходим в этом случае с изменением параметров веса сплава.
Транзисторная индукционная печь широко применяется для металлургической обработки. С ее помощью нагревают детали в кузнечном деле, закаляют металлические предметы. Тигли в транзисторных печах выполняют из керамики или графита, первые предназначены плавить ферромагнитные металлы, такие как чугун или сталь. Графит устанавливается для плавления латуни, меди, серебра, бронзы и золота. На них плавят стекло и кремний. Алюминий хорошо плавится посредством чугунных или стальных тиглей.