В этой статье мы расскажем, как правильно выбрать вольфрамовый электрод для аргонодуговой сварки, какие разновидности вольфрама бывают, их отличительные свойства, и как состав влияет на качество сварного шва.
Но в самом начале мы хотим обратить ваше внимание, что в ассортименте фирменной продукции ПТК появились вольфрамовые электроды марок WL-15, WL-20, WС-20, WY-20 и WZ-8.
Наши вольфрамовые электроды прошли рентгеноспектральный микроанализ элементного состава в Национальном Исследовательском . Это платное исследование мы провели по собственной инициативе, чтобы продемонстрировать дилерам и потребителям высшее качество нашей продукции.
Анализ проводился на растровом электронном микроскопе «Tescan Vega II», который позволяет получать СЭМ-изображения и проводить анализ элементного состава в реальном времени, что необходимо для контроля качества продукции и материалов.
Ознакомиться с протоколами исследований и результатами элементного состава вольфрамовых электродов производства ПТК вы можете в отчетных документах.
Что такое вольфрамовый электрод и где он применяется?
Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом.
Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C). Поэтому аргонодуговая сварка производится на прямой полярности, потому что температура катодного пятна (-) достигает 3000 °C, а температура анодного пятна (+) достигает 4000°C. Из-за этого электрод не расходуется во время сварки, а выгорает.
Электроды могут иметь чистую поверхность или шлифованную. Отличительная особенность чистых электродов заключается в том, что они химически очищены, т.е. происходит травление заготовок с целью удаления окислов и загрязнений с поверхности.
Это наиболее трудоемкая и затратная процедура, поэтому применяется значительно реже в промышленном производстве. Шлифованная поверхность электродов говорит о том, что электроды могли быть обработаны ковкой, протяжкой или бесцентровым шлифованием. Последний метод наиболее популярный, в результате такого изготовления улучшается теплопроводность электродов.
Диаметр и длина вольфрамовых электродов может варьироваться. Стандартные электроды имеют длину от 50 до 175 мм, а номинальный диаметр от 0,5 до 10 мм. В России электроды изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими добавками редкоземельных металлов.
Вольфрамовые электроды используются исключительно в TIG сварке, из-за недопущения окислов на поверхности соединительного шва. Сварка происходит в среде защитного газа, который ограждает зону сварки от воздействия кислорода.
При этом типе сварке используется химически инертный газ (благородный газ). К таким газам относится гелий, аргон и специальные сварочные смеси. Отличительная особенность данных газов в том, что у них очень низкая химическая реактивность, иными словами — не взаимодействуют с металлом сварного шва. Ещё эти газы не обладают цветом и запахом.
Заточка
Выше было представлено назначение вольфрамовых электродов по цветам – для качественной сварки важно не только правильно выбрать тип, но и выполнить его заточку. Используя сварочные инверторы TIG и технологию сварки неплавящимися электродами в среде защитных газов, можно получить высокое качество шва. Чтобы это реализовать, важно правильно выполнить заточку вольфрамовых электродов. Это делается для того, чтобы электрическая дуга была сконцентрирована на минимально возможной площади свариваемого материала. В таком случае шов получится высокого качества, а соединение хорошей прочности.
Чтобы сварить между собой две заготовки нужно сформировать сварочную ванну – объем полностью расплавленных металлов. Если электрод будет иметь тупой конец, сконцентрировать тепловую энергию в одной точке не удастся, и горелка сварочного аппарата не сможет создать необходимой величины сварочную ванну. Такое соединение получится слабопрочным и недолговечным. При работе на переменном токе электроды сильнее греются, их поверхность быстрее оплавляется, поэтому в таких режимах используется более рассеянная дуга.
После заточки вольфрамовых электродов они могут иметь форму двух видов:
- острый конус;
- сферический конец.
Сферический конец должны иметь прутки, которые производятся из чистого вольфрама, а также те, в состав которых входит лантан. Электроды с примесями тория имеют промежуточную форму своего окончания – скругленный конус. Все другие марки должны затачиваться под острый конус. Когда выполняется аргонодуговая сварка вольфрамовыми электродами алюминия, конец должен иметь сферическую форму. Форма шара формируется сама после начала работ, делать сферическое окончание вручную не нужно.
Буквенно-цифровая маркировка вольфрамовых электродов
В России могут использоваться и применяться 2 типа маркировки вольфрамовых электродов – это классификация по ГОСТ, ТУ и международная классификация по ISO 6848. Кратко рассмотрим эти виды маркировок.
Маркировка отечественных электродов по ГОСТ и ТУ
Продукция, которая произведена в России и соответствует установленным ГОСТ и ТУ, в своем наименовании содержит буквы «Э» и «В», они идут первые в названии и обозначают «электрод вольфрамовый». Далее, в названии идет обозначение химического состава присадок и их массовая доля.
- ЭВЧ — «Ч» — чистый (вольфрам не менее 99,92%);
- ЭВЛ — «Л» — лантан (массовая доля окиси лантана от 1,1 до 1,4%);
- ЭВЛ-2 — «Л» — лантан (массовая доля окиси лантана от 1,4 до 1,6%)
- ЭВИ-1 — «И» — иттрий (массовая доля окиси иттрия от 1,5 до 2,3%)
- ЭВИ-2 — «И» — иттрий (массовая доля окиси иттрия от 2,0 до 3,0% и тантала 0,1%)
- ЭВИ-3 — «И» — иттрий (массовая доля окиси иттрия от 2,5 до 3,5% и тантала 0,1%);
- ЭВТ-15 — «Т» — торий (массовая доля двуокиси тория от 1,5 до 2,0%).
Международная маркировка по стандартам ISO 6848
Большая часть вольфрамовых сплавов была стандартизирована Международной организацией по стандартизации в стандарте ISO 6848. Ниже в таблице приведены буквенно-числовые обозначения и процентный состав легирующих добавок.
| Буквенное обозначение | Цветовой код | Массовая доля легирующих добавок |
| WP | Зеленый | – |
| WC-20 | Серый | ~2% |
| WL-10 | Черный | ~1% La₂O₃ |
| WL-15 | Золотой | ~1,5% La₂O₃ |
| WL-20 | Голубой | ~2% La₂O₃ |
| WT-10 | Желтый | ~1% ThO₂ |
| WT-20 | Красный | ~2% ThO₂ |
| WT-30 | Фиолетовый | ~3% ThO₂ |
| WT-40 | Оранжевый | ~4% ThO₂ |
| WY-20 | Синий | ~2% Y₂O₃ |
| WZ-3 | Коричневый | ~0,3% ZrO₂ |
| WZ-8 | Белый | ~0,8% ZrO₂ |
Основные характеристики
Вольфрамовые электроды относятся к категории неплавящихся и используются для аргонной сварки. Во время сварочного процесса они не расплавляются. Их главная задача — обеспечить работу дуги, с помощью которой и соединяется металл заготовок.
В отличие от покрытых аналогов, вольфрамовые стержни не имеют обмазки, а дополнительный присадочный материал во время сварки подают отдельно в виде прутка. Защита от окисления сварочной ванны обеспечивается за счет подачи газа (аргона, гелия или углекислоты).
Длиной вольфрамовые электроды чаще всего встречаются в 175 миллиметров, но есть стержни и покороче: 50. 75, 150 мм. Диаметр также различный: от 1 мм до 8.
По своему составу такие расходные материалы бывают различными: из чистого вольфрама или с добавками в виде лантана, иттрия, тория, циркония и других элементов.
Легирующие элементы в виде оксидов редкоземельных металлов, которые вносят в состав при изготовлении, добавляют стойкости к плавлению вольфрама и улучшает его качество.
Чтобы можно было отличать различные электроды, принята цветовая и буквенная маркировка разновидностей вольфрамовых стержней.
Что такое легирующие добавки и редкоземельные металлы?
Мы рассмотрели буквенно-цифровые обозначения вольфрамовых электродов, теперь самое время рассказать о редкоземельных металлах (элементах), которые входят в состав электродов, а точнее в легирующие добавки (присадки).
Редкоземельные металлы — это группа из 17 элементов, которая включает в себя скандий, иттрий, лантан и лантаноиды. Все эти металлы серебристо-белого цвета, схожи по химическим и физическим свойствам, образуют тугоплавкие, практически не растворимые в воде оксиды.
Название «редкоземельные» эти металлы получили из-за того, что редко встречаются в земной коре, также эти металлы сложны в добыче и промышленном производстве.
В сварочных вольфрамовых электродах чаще всего используются присадки с лантаном, церием, иттрием, цирконием и торием.
Общая информация
Вольфрамовые электроды — это металлические стержни длиной в среднем 175 миллиметров. Могут быть изготовлены из чистого вольфрама или с примесями других металлов. Используются только при полуавтоматической или полностью автоматической аргоновой сварке. Вместо аргона можно использовать и любой другой защитный газ, например, гелий.
Характеристики вольфрамовых электродов следующие. Температура плавления достигает 3400 градусов по Цельсию, это очень высокое значение. Поэтому за время сварочного процесса электрод практически не меняется в размере, хотя и возможно небольшое испарение металла. Поэтому такие стержни называют неплавящимися.
Выше мы писали, что вольфрамовые электроды могут быть изготовлены не только из чистого вольфрама, но и с добавлением других металлов. Это необходимо для улучшения свойств электрода. Например, для стабилизации горения дуги или для сварки тугоплавких материалов.
У вольфрамовых электродов есть своя маркировка. Обычно маркировка вольфрамовых электродов состоит из двух латинских букв и цифры. Для того, чтобы лучше запомнить марку, необязательно смотреть на название. Можно просто запомнить цвет. Каждой марке присущ свой цвет, которым окрашивается конец электрода. Все марки можно разделить на три категории: для работы с постоянным током, с переменным и универсальные. Давайте рассмотрим их подробнее. Мы расскажем о самых популярных марках.
Свойства присадочных металлов и их влияние на качество сварного шва
Вольфрамовый электрод WP (зеленый)
Чистые вольфрамовые электроды классифицируется как WP и имеют зеленый цветовой код. Содержание вольфрама в них не менее 99,5%.
- Особенности: Электроды с маркировкой WP обеспечивают высокую стабильность горения дуги, но обладают плохой термостойкостью и электронной эмиссией. Из-за такой ограниченной тепловой нагрузки рабочий конец электрода необходимо затачивать в виде округлой формы (шарика).
- Тип тока: Предназначены для сварки на синусоидальном токе (AC) в среде аргона или гелия.
- Металл: Этот тип электродов предназначен для сварки алюминия магния, никеля и их сплавов.
В связи с тем, что электроды WP использовались на трансформаторной технике, а сейчас большинство сварочного оборудования инверторное, необходимость в таких электродах значительно снизилась, поэтому этих электродов нет в ассортименте ПТК.
Вольфрамовые электроды WL-10 (черный), WL-15 (золотой) и WL-20 (голубой)
WL-10 — это электрод с содержанием оксида лантана (La₂O₃), черный цветовой код. Массовая доля оксида лантана достигает до 1%.
WL-15 — это электрод с содержанием оксида лантана (La₂O₃), золотой цветовой код. Массовая доля оксида лантана варьируется от 1,4 до 1,6%.
WL-20 — это электрод с содержанием оксида лантана (La₂O₃), массовая доля которого достигает до 2,2%. Цветовой код электрода — голубой.
- Особенности: Это универсальные электроды, которые выдерживают высокие токовые нагрузки, улучшают стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Лантановые электроды меньше загрязняют вольфрамом шов, что особенно важно при финишных работах. Ещё они длительное время сохраняют заточку рабочего конца.
- Тип тока: Электроды можно использовать при сварке на постоянном и переменном токе (AC/DC).
- Металл: Применяется для сварки углеродистых и легированных сталей, алюминия, титана, никеля, меди и магниевых сплавов.
В ассортименте фирменной продукции ПТК есть вольфрамовые электроды WL-15 диаметром от 1,6 до 4,0 мм и WL-20 диаметром от 1,0 до 4,0 мм.
WP, зеленые
Выпускаются для сварки магния, алюминия и их сплавов.
В составе присутствует чистый вольфрам в количестве 99.5%. Предназначены для работы на переменном токе, обеспечивают стабильное горение электрической дуги. Подходят для работы с осциллятором и без него. В качестве защитного газа может использоваться аргон или гелий. Поскольку тонкий кончик быстро перегревается и крошится, рекомендуется сферическая заточка.
Электрод вольфрамовый ПТК WL-15
Артикул: 007.100.117 Электрод вольфрамовый ПТК WL-15-175мм Ø 4,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 4,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 768 р
Артикул: 007.100.116 Электрод вольфрамовый ПТК WL-15-175мм Ø 3,2
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 570 р
Артикул: 007.100.115 Электрод вольфрамовый ПТК WL-15-175мм Ø 3,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 3,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 442 р
Артикул: 007.100.114 Электрод вольфрамовый ПТК WL-15-175мм Ø 2,4
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 327 р
Артикул: 007.100.113 Электрод вольфрамовый ПТК WL-15-175мм Ø 2,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 224 р
Артикул: 007.100.112 Электрод вольфрамовый ПТК WL-15-175мм Ø 1,6
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 143 р
Типы
Электроды из вольфрама делятся на три типа: 1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи. 2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов. 3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Электрод вольфрамовый ПТК WL-20
Артикул: 007.100.127 Электрод вольфрамовый ПТК WL-20-175мм Ø 4,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 4,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 930 р
Артикул: 007.100.126 Электрод вольфрамовый ПТК WL-20-175мм Ø 3,2
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 588 р
Артикул: 007.100.125 Электрод вольфрамовый ПТК WL-20-175мм Ø 3,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 519 р
Артикул: 007.100.124 Электрод вольфрамовый ПТК WL-20-175мм Ø 2,4
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 340 р
Артикул: 007.100.123 Электрод вольфрамовый ПТК WL-20-175мм Ø 2,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 232 р
Артикул: 007.100.122 Электрод вольфрамовый ПТК WL-20-175мм Ø 1,6
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 147 р
Артикул: 007.100.121 Электрод вольфрамовый ПТК WL-20-175мм Ø 1,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 1,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 73 р
Вольфрамовые электроды WС-10 (розовый) и WС-20 (серый)
WС-10 — это электрод с содержанием оксида церия (CeO₂), розовый цветовой код. Массовая доля оксида церия достигает до 1%.
WС-20 — это электрод с содержанием оксида церия (CeO₂), массовая доля которого варьируется в пределах от 1,8 до 2,2%. Имеет серый цветовой код.
- Особенности: Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Вольфрам марки WС-10/20 рекомендуется использовать в коротких сварочных циклах при малых значениях тока.
- Тип тока: Цериевые электроды предназначены для сварки на постоянном и переменном токе (AC/DC).
- Металл: Электроды предназначены для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
В продаже есть только фирменные вольфрамовые электроды ПТК WС-20 диаметром от 1,6 до 3,2 мм.
Артикул: 007.100.134 Электрод вольфрамовый ПТК WС-20-175мм Ø 3,2
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 478 р
Артикул: 007.100.133 Электрод вольфрамовый ПТК WС-20-175мм Ø 2,4
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 271 р
Артикул: 007.100.132 Электрод вольфрамовый ПТК WС-20-175мм Ø 2,0
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 232 р
Артикул: 007.100.131 Электрод вольфрамовый ПТК WС-20-175мм Ø 1,6
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 147 р
Вольфрамовый электрод WY-20 (синий)
Это вольфрамовый электрод с содержанием оксида иттрия (Y₂O₃), который имеет синий цветовой код. Массовая доля легирующей добавки варьируется в пределах от 1,8 до 2,2%.
- Особенности: Иттриевые вольфрамовые электроды выдерживают большие токи, при соблюдении технологии сварки обеспечивают качественный и надежный шов, поэтому особенно подходит для сварки особо ответственных конструкций.
- Тип тока: Предназначены для сварки только на постоянном токе (DC).
- Металл: Этот тип электродов подойдет для сварки всех типов сталей, титана, меди и их сплавов.
Ассортиментный ряд электродов WY-20 представлен в диаметре 1,6 / 2,0 / 2,4 и 3,2 мм.
Артикул: 007.100.144 Электрод вольфрамовый ПТК WY-20-175мм Ø 3,2
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 497 р
Артикул: 007.100.143 Электрод вольфрамовый ПТК WY-20-175мм Ø 2,4
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 322 р
Артикул: 007.100.142 Электрод вольфрамовый ПТК WY-20-175мм Ø 2,0
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 194 р
Артикул: 007.100.141 Электрод вольфрамовый ПТК WY-20-175мм Ø 1,6
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 139 р
Вольфрамовые электроды WZ-3 (коричневый) и WZ-8 (белый)
WZ-3 — это электрод с содержанием оксида циркония (ZrO₂), коричневый цветовой код. Массовая доля оксида церия достигает до 0,3%.
WZ-8 — это электрод с содержанием оксида циркония (ZrO₂), массовая доля которого варьируется в пределах от 0,7 до 0,9%. Имеет белый цветовой код.
- Особенности: Данный тип электродов можно применять при сварке на высоких токах. Имеют слабую стабильность дуги и очень требовательны к чистоте сварочной ванны. Рабочий конец этих электродов рекомендуется затачивать в форме полусферы.
- Тип тока: Предназначены для сварки только на переменном токе (АC).
- Металл: Электроды предназначены для сварки алюминия, магния, никеля, бронзы и их сплавов.
В продаже есть только фирменные вольфрамовые электроды ПТК WZ-8 диаметром 1,6 / 2,0 / 2,4 и 3,2 мм.
Артикул: 007.100.154 Электрод вольфрамовый ПТК WZ-8-175мм Ø 3,2
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 588 р
Артикул: 007.100.153 Электрод вольфрамовый ПТК WZ-8-175мм Ø 2,4
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 334 р
Артикул: 007.100.152 Электрод вольфрамовый ПТК WZ-8-175мм Ø 2,0
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 232 р
Артикул: 007.100.151 Электрод вольфрамовый ПТК WZ-8-175мм Ø 1,6
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 147 р
Вольфрамовые электроды WT
Электроды марки WT легированы оксидом тория (ThO₂) и включают в себя следующие разновидности:
- WT-10 — желтый цветовой код, содержание двуокиси тория до 1%;
- WT-20 — красный цветовой код, содержание двуокиси тория до 2%;
- WT-30 — фиолетовый цветовой код, содержание двуокиси тория до 3%;
- WT-40 — оранжевый цветовой код, содержание двуокиси тория до 4%.
Вольфрамовые электроды из сплава оксида тория применяются при сварке на постоянном токе (DC) нержавеющей стали, меди, никеля, титана и их сплавов.
Важная и отличительная особенность тория — его радиоактивность. Торий считается радиоактивным металлом, что делает вдыхание паров и пыли риском для здоровья для здоровья сварщика, а утилизацию — риском для окружающей среды. Исходя из этих соображений в ассортименте фирменной продукции ПТК нет ториевых вольфрамовых электродов WT.
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечник
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечник
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечник
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
WT 20 – красный наконечник
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Рекомендации по подбору диаметра электрода и сварочного тока
Качество сварочного шва напрямую зависит и от правильно подобранного диаметра сварочного электрода и выставленному току. Поэтому мы подготовили для вас специальные рекомендации, которые помогут достичь максимально качественный результат в процессе сварки.
| Диаметр электрода, мм | Рекомендуемый ток при сварке в аргоне (AC), А | Рекомендуемый ток при сварке в гелии (AC), А | Рекомендуемый ток при сварке в аргоне (DC), А | Рекомендуемый ток при сварке в гелии (DC), А |
| 1,0 | до 60 | до 50 | до 70 | до 50 |
| 1,6 | 60–120 | 50–110 | 70–120 | 50–100 |
| 2,0 | 70–130 | 60–120 | 90–150 | 70–130 |
| 2,4 | 100–180 | 90–160 | 110–180 | 90–150 |
| 3,0 | 140–230 | 120–200 | 150–220 | 120–200 |
| 3,2 | 160–250 | 150–220 | 180–270 | 160–250 |
| 4,0 | 200–320 | 180–300 | 200–350 | 180–320 |
Выбор и подготовка электрода
Подбирают неплавящиеся сварочные расходники, опираясь на такие параметры, как:
- тип и размер;
- химический состав;
- форма наконечника;
- качество заточки.
Профессионалы выбирают оптимальный электрод для конкретной задачи, основываясь на собственном опыте, тогда как новичкам рекомендуется использовать специальные таблицы и справочники, где указаны параметры различных моделей.
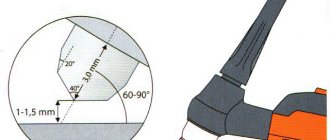
Заточка вольфрамовых электродов – это обязательная процедура подготовки оборудования к сварочному процессу. От состояния и геометрии кончика изделия зависит распределение энергии, подвижность электронов и параметры сварочной дуги в процессе сварки. Также геометрия кончика стержня влияет на форму шва и параметры проварки материала.
Заточка неплавящихся электродов выполняется по особым правилам для всех видов расходников. Так, у моделей WP и WL кончик делают сферическим, тогда как у аналогов марки WT – выпуклым. Что до изделий WZ, WC и WY то тут кончик электрода имеет форму конуса.
Длина заточки стержня в каждом случае определяется по диаметру стержня. Для выполнения операции используют болгарку. Особого внимания заслуживает углу заточки, который должен соответствовать значениям:
- 10-20 градусов – низкие токи;
- 20-30 градусов – средние показатели;
- 60-120 градусов – максимальная мощность.
Угол заточки влияет на характеристики сварочного процесса, а также на расход изделия. Если же процедура заточки электрода осуществлена неверно, то вы получите:
- некорректную ширину соединения;
- нарушение симметрии заготовок;
- плохую проварку материала;
- блуждание сварочной дуги.
Сварочный калькулятор для TIG сварки
Напоминаем, что мы разработали специализированный сварочный TIG калькулятор, который будет полезен дилерам и сварщикам, которые только познают азы аргонодуговой сварки. Калькулятор «даст» рекомендации для сварочных работ с алюминием, сталью и нержавейкой, может с выбором горелок и комплектующих. Выбор толщины свариваемого металла — от 1 до 12 мм. Также, калькулятор подскажет какие области должны быть проварены, в зависимости от типа соединения.
Переходите по ссылке и пользуйтесь калькулятором TIG калькулятором.
Применение и особенности сварки
Необходимо отметить, что применение электродов из вольфрама обеспечивать стабильность режима сварки, постоянную сварочную дугу. Эти свойства обеспечивают получение сварных швов высокого качества. Максимальную эффективность сварка этими материалами показывает в среде защитных газов. Такой вид сварочных работ применяют для соединения таких материалов, как молибден, никель и некоторых других.
Инструмент этого типа относят к неплавящимся, но в технологическом процессе его применяют одновременно с присадочной проволокой. Вольфрамовые изделия применяют для соединения металлов разного состава.
На поверхность изделий, выполненных из вольфрама и его сплавов, не наносят никакой обмазки. Присадочный материал в процессе работы сварщик подаёт отдельно, как правило, он тоже выполнен в виде прутка или проволоки.
Защиту сварочной ванны от воздействия атмосферного кислорода обеспечивает газ, который её окружает, для этих целей применяют аргон, углекислоту, гелий или из смеси.
На практике чаще всего применяют прутки длиной 175 мм, но существуют сварочные прутки и меньшей длины — от 50 до 150 мм. Диаметр применяемых материалов лежит в диапазоне от 1 до 8 мм. Выбрать необходимое изделие можно с помощью специальных таблиц.
Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Сварщик должен постоянно отслеживать состояние рабочего кончика вольфрамового прутка. Дело заключается в следующем: от формы кончика зависит работа дуги на поверхности деталей. Его форма оказывает влияние на качество сварного шва, его форму и размеры. Именно поэтому кончик изделия должен быть всегда заточен. На практике применяют правила и форму заточки, которые приемлемы для тех или иных видов работ.
Форму заточки определяет марка изделия, так WP кончик должен быть выполнен в виде сферы, на WT на конце должна быть небольшая выпуклость, а вот сварочные прутки марки WC затачивают под конус.
Размер обработки (заточки) конца прутка определяют по следующей форме — его диаметр умножают на 2,5. То есть изделие с диаметром 3 мм необходимо обрабатывать на расстоянии в 7,5 мм. Кроме того, надо учитывать и то, что в зависимости от свариваемых материалов и силы сварочного тока углы заточки должны быть разными. Несоблюдение этих правил может привести к сокращению времени эксплуатации инструмента.
Так, если кончик заправлен неравномерно, это может привести к отклонению дуги от заданного направления. Неверно подобранная ширина приведёт к такому дефекту, как непровар.
Несмотря на множество достоинств этих изделий, существует как минимум один существенный недостаток — это сложности с розжигом и поддержанием дуги.
Для устранения этого недостатка розжиг дуги выполняют за несколько шагов:
- Создают короткое замыкание на теле заготовки.
- Отвод электрода от заготовки на заранее определённое расстояние.
Для выполнения этой операции в месте сварки добавляют циркониевую присадку. Такой метод позволяет выполнить розжиг качественной дуги.
Критерии выбора вольфрамовых электродов
При выборе электродов вольфрамовых нужно ориентироваться на следующие параметры:
- Качество заточки.
- Геометрия острия, которая определяет многие характеристики процесса сварки.
- Диаметр, который влияет на толщину формируемого сварочного шва.
- Наличие легирующих добавок, химический состав и тип электрода.
Значительное влияние на выбор электрода той или иной марки оказывают характеристики соединяемых элементов: состав материала, размеры и прочие. При выборе можно обращаться к собственному опыту или справочным материалам.
Характеристика вольфрамовых прутков
Вольфрамовыми электродами называют тугоплавкие стержни, с помощью которых формируется электродуга, необходимая для того, чтобы в процессе сварки расплавить кромки присадочного материала и соединяемых деталей. Применяются они преимущественно для аргоновой сварки. Ими сваривают разнообразные конструкции, включая и трубчатые. Для этих целей вольфрам выбран неслучайно. Он наиболее тугоплавкий металл из всех имеющихся в природе.
В ГОСТе оговорены все требования к маркировке стержней из вольфрама. Это позволяет отнести их к определённому типу (неважно в какой стране они произведены). Согласно требованиям, маркировка должна содержать в себе, кроме типа изделия, ещё и состав материала.
Такие электроды можно определить по первой букве «W», которая включена в обозначение. Большая часть этих прутков содержит малую долю легирующих добавок. Они позволяют повысить срок эксплуатации изделия и улучшить его технические характеристики. Вторая буква в маркировке говорит о виде легирующего вещества.
Легирующие добавки бывают следующих типов:
- «С» — оксид церия. Электроды из вольфрама, в состав которых входит эта добавка, являются универсальными. Применяются для сваривания любым током, даже при небольших значениях поддерживают стабильное горение дуги;
- «Z» — оксид циркония. Электроды, в состав которых входит оксид циркония, применяются для сварки на переменном токе. Используя их, стоит следить за тем, чтобы в сварочной ванне не было ни капли загрязнений. Дуга, которая образуется такими прутками, отличается высокой мощностью и стабильностью. В сравнении с прочими изделиями, электроды из вольфрама, в состав которых входит оксид циркония, могут выдержать значительные токовые нагрузки;
- «L» — оксид лантана. Изделия с этой добавкой обеспечивают высокую устойчивость и лёгкий розжиг сварочной дуги, а также повторное быстрое зажигание. При их применении значительно увеличивается рабочий ток и понижается риск прожига соединяемых элементов. Такие электроды долговечны. По сравнению с изделиями, изготовленными из чистого вольфрама, сварочную ванну они загрязняют меньше;
- «Е» — оксид тория. Электроды с этой добавкой очень популярны. А всё из-за их достоинств. Такие изделия чаще всего применяют для соединения элементов из нержавеющей стали, которое осуществляется на постоянном токе. При заточке и сварке в помещении закрытого типа рабочее место стоит обеспечить вытяжной вентиляцией. А всё из-за того, что торий является металлом радиоактивным, пыль и пары которого могут отрицательно действовать на человеческий организм. А ещё при сварке элементов на переменном токе может скакать дуга по выступающим поверхностям. И этот фактор ухудшает качество соединения;
- «Y» — иттрий. Эти изделия наиболее прочные. Именно по этой причине их применяют для сваривания особо важных конструкций. Сварка производится на постоянном токе;
- «P» — чистый вольфрам. Если в маркировке присутствует эта буква, то это значит, что изделие на 99,5% выполнено из чистого вольфрама. Электроды из вольфрама без всяких добавок, обеспечивают дуговую устойчивость при сваривании на переменном токе. Именно их используют для аргоновой сварки алюминиевых элементов.
Для того, чтобы специалист получил более подробную информацию об электродах из вольфрама, в маркировке имеются и обозначения цифрами.
Первые цифры после букв указывают точное процентное содержание легирующей добавки. К примеру, цифра 15 обозначает, что в состав входит 1,5% легирующего вещества. Вторые цифры, которые от первых отделены дефисом, указывают длину изделия в миллиметрах.
Самая распространённая длина 175 миллиметров. Но длина электродов может быть и 50, 75 или же 150 миллиметров. Детали с различными геометрическими параметрами свариваются электродами из вольфрама разного сечения. Значение сечения может быть 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 миллиметров.
Для того чтобы можно было определить с первого взгляда, для чего применяется и к какому виду электрод относится, концы разных марок окрашивают в определённые цвета.
Значение цветов, в которые окрашивают электроды:
- Тёмно-синий. Электроды WY-20. В его состав входит 2% иттрия.
- Оранжевый WT-40. В составе содержит 4% оксида тория.
- Фиолетовый — марки WT-30, в составе 3% оксида тория.
- Красный WT-20 содержит 20% оксида тория.
- Жёлтые WT-10 содержат 10% оксида тория.
- Белые WZ-8 имеют в своём составе 0,8% оксида циркония.
- Синие WL-20 имеют 2% оксида лантана.
- Чёрные WL-10. В их составе имеется 1% оксида лантана.
- Золотые электроды марки WL-15 обогащены 1,5% оксида лантана.
- Серые WC-20. В них содержится 2% оксида церия.
- Зелёным цветом обозначается чистый вольфрам. Он обозначается WP.
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.