Если оставить на открытом воздухе кусок железа, судьба его будет печальна и неизбежна: металл рано или поздно начнет гнить и превратится в труху. Чтобы отсрочить начало процесса коррозии и замедлить его, автопроизводители идут на разные ухищрения – покрывают металл кузова многослойным «бутербродом» из мастик, грунтов, красок и лаков.
Этот метод работает до того момента, пока защитные слои сохраняют целостность. Но рано или поздно ветки деревьев, камни, неблагоприятные погодные условия, химические реагенты на дорогах пробивают защиту – и на кузове появляются рыжие точки.
Чтобы дополнительно обезопасить авто, некоторые автофирмы покрывают весь кузов (или его части) цинком. Но гниет ли оцинкованный кузов автомобиля – далее в тексте статьи.
Оцинковка или нержавейка: разница в цене окупается в процессе эксплуатации
Сделать заказ можно по телефону
Наши специалисты с радостью вам помогут
Оцинкованная и нержавеющая сталь обладают общими свойствами коррозионной стойкости и устойчивости к воздействиям окружающей среды, что обуславливает популярность применения этих видов металла в строительстве и в производственных целях.
Оцинкованный или окрашенный профнастил: что лучше
Профнастил с полным правом можно назвать одним из самых популярных материалов в строительстве.
Технология его изготовления, а также прочность, долговечность и удобство применения позволяют использовать профнастил в самых разных сферах – от обустройства опалубки для фундамента до возведения забора вокруг участка. Из этого материала можно изготавливать как временные сооружения, так и те, которые рассчитаны на долгие годы.
Чтобы понять, что лучше, оцинкованный или окрашенный профнастил, необходимо подробнее рассмотреть все особенности каждого из видов материала.
Оцинковка или нержавейка: разница в цене окупается в процессе эксплуатации
Сделать заказ можно по телефону Наши специалисты с радостью вам помогут
Оцинкованная и нержавеющая сталь обладают общими свойствами коррозионной стойкости и устойчивости к воздействиям окружающей среды, что обуславливает популярность применения этих видов металла в строительстве и в производственных целях.
Достоинства и недостатки
При выборе оцинкованного или окрашенного профлиста нужно внимательно изучить все плюсы и минусы этих вариантов.
К преимуществам окрашенного профнастила следует отнести более низкую стоимость листов и комплектующих изделий к ним.
Главным минусом этого вида профнастила является более короткий срок службы. По статистике, он служит в пять раз меньше, чем его окрашенный «собрат».
Особенно короток век оцинкованного металла в городских условиях, где на его старение влияют вредные испарения предприятий и выхлопы огромного количества автомобилей.
Кислотные дожди способны за 5–6 лет почти полностью удалить цинковое покрытие с профнастила.
Нанесение краски на оцинкованную поверхность обеспечивает:
- продление срока эксплуатации;
- увеличение надёжности и практичности листов;
- приобретение ими эстетической привлекательности.
Благодаря разнообразной цветовой гамме профлисты приобретают свойства декорирующих материалов. Использование оцинкованного окрашенного профнастила позволяет создать неповторимый образ дома и приусадебной территории.
Благодаря тому, что окрашенный профнастил надёжнее в эксплуатации, его рекомендуется использовать на самых ответственных участках строительства и отделки: для создания перекрытий, кровли, обшивки фасадов.
Характеристики, сходства и различия
Особенности изготовления профнастила позволяют разделить этот материал на две основные группы — оцинкованный и крашеный.
Для того чтобы гофрированные металлические изделия прослужили дольше, их оцинковывают, то есть покрывают цинком. Но с течением времени цинковый слой способен истончаться вплоть до полного исчезновения.
Чтобы этого не происходило, требуется окраска. Для изделия действуют ГОСТы, содержащие перечень характеристик, под которые он подходит.
Изготовление – нормативы ГОСТ 24045-2010. Стандарт устанавливает важные значения и показатели. Они классифицируются по сфере применения, сырью, имеющемуся покрытию.
По свойствам материала профили подразделяются на две группы:
- основа – тонкие листы проката с покрытием из цинка (ГОСТ 14918-80);
- основа – оцинкованный прокат с лакокрасочным покрытием (ГОСТ 30246-94). Стандартизируется материал, окрас, толщина.
Для марок металла для заготовок – ГОСТ 14918-80. Для производства заготавливают:
- лист, выполненный холодным деформированием, толщина – 0,4–1,2 мм. Соответствие группе ХП (холодное профилирование) или ПК (нанесение цветного слоя);
- оцинковка. Покраска толщиной 18–40 мкм;
- лакокрасочные материалы для усиленной защиты – ГОСТ 30246-94.
Одной из важнейших характеристик является толщина стали. Чаще всего используют заготовки толщиной от 0,4 до 0,8 мм. На профнастиле имеется обозначение из букв и цифр, несущее основную информацию:
- несущий прокат (Н) – изделия из металла наибольшей толщины с максимально большими гребнями. На верхней плоскости имеются неглубокие борозды. Такие конструкции подходят для максимальных нагрузок;
- несуще-стеновой (НС) – находится в среднем диапазоне как по нагрузкам, так и по стоимости;
- стеновой (С) – способен выдержать только малые нагрузки. Подходит для ограждений, навесов, обшивки стен, кровельных работ.
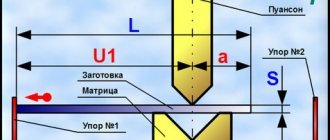
В основе производства профнастила находится метод холодной прокатки тонколистового металла. Изготовление включает в себя несколько стадий:
- рулон оцинкованной или окрашенной стали устанавливают на разматыватель, который обеспечивает равномерную подачу листа, и вставляют заготовку в прокатный стан;
- задают основные параметры системе автоматического управления. К этим параметрам относятся скорость прокатки, количество листов, их длина;
- запускают оборудование;
- вынимают готовые изделия из станка, маркируют и упаковывают.
Технология изготовления оцинкованного и окрашенного профлиста имеет различия только на финальном этапе, когда в одном из вариантов оцинковку дополняют окраской.
Маркировка профлистов строго стандартизована, в неё входит:
- наименование (товарный знак);
- условное обозначение;
- размер листов и сколько их в упаковке;
- вес;
- номер партии;
- знак ОТК предприятия-изготовителя.
В условное обозначение входят показатели:
- тип профиля;
- высота трапеции профиля, ширина листа, толщина металлического проката;
- обозначение материала;
- окрашивающий слой, если он имеется;
- стандарт.
Упаковка профнастила осуществляется согласно чертежам предприятия-изготовителя. Её задача — предохранить изделия и их защитное покрытие от различных повреждений и от движения материалов в упаковочном пакете.
Методы транспортировки и складирования обязаны обеспечить сохранение размеров поперечного сечения гофр профиля. Пакеты укладываются на деревянные подложки и надёжно закрепляются, исключая возможность перемещения.
Некоторые причины недостаточной долговечности оцинкованных покрытий
Если исключить из рассмотрения некачественность проведения самого процесса (чаще всего коррозия оцинковки характерна лишь тогда, когда гальванопокрытие производится не в специализированных условиях), то наличие ржавой оцинковки определяется несколькими факторами.
Среда соприкосновения
Неблагоприятное воздействие на сталь, оцинкованную горячим способом, производит, в частности, почва, куда помещена конструкция. Поскольку в природе реально встречается более 200 различных типов почв, эффективность горячего цинкования в почве различна, и её трудно предсказать.
Отличительные особенности оцинковки и нержавейки
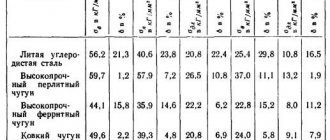
Нержавейка и оцинковка отличаются способом производства, составом, долговечностью, и эти характеристики влияют на разницу в цене, достигающую 25–40%. Такой разброс стоимости объясняется улучшенными характеристиками коррозионностойкой нержавеющей стали по отношению к оцинкованному металлу.
Оцинкованная сталь
Оцинкованная сталь производится методом покрытия листа из углеродистой стали тонким слоем цинка, который с течением времени (до двух лет) образует на поверхности прочную патину, стойкую к атмосферным воздействиям влаги и кислорода.
Оцинковка обязательно должна «выстояться», чтобы продукты естественного окисления выветрились, а слой цинковой патины набрал прочность. Стальные листы с цинковым покрытием внешне отличаются от нержавейки – на их поверхности видны узоры кристаллизации цинка, напоминающие «белую ржавчину».
Оцинкованная сталь обладает следующими эксплуатационными характеристиками:
- срок службы – до 25 лет при слое цинкового покрытия толщиной 60 мкм;
- высокая способность выдерживать механические нагрузки вальцовкой, ковкой, сгибанием, вытяжкой, штамповкой;
- прочность к нагрузкам давления;
- устойчивость к перепадам температур;
- малая электропроводимость.
Оцинковка неустойчива к воздействию кислот: с помощью соляной кислоты ее можно отличить от нержавейки. Цинковое покрытие активно вступает в химическую реакцию с кислотой, а нержавеющий металл, легированный хромом, не реагирует на кислую среду.
Нержавеющая сталь
Высокотехнологичный процесс производства нержавеющей аустенитной стали основан на легировании сплава добавками никеля, марганца, хрома, которые создают на поверхности коррозионностойкие плёнки. С производства выходит готовый к использованию и дальнейшей обработке материал, обладающий свойством самовосстановления пленки из окисла хрома.
Нержавейка обладает лучшими, в сравнении с оцинкованным металлом, свойствами:
- долговечность эксплуатации – до 50 лет;
- пластичность и способность к деформированию;
- прочность к ударным нагрузкам;
- высокая коррозионная стойкость к умеренно органическим и кислым средам;
- лёгкость в обработке;
- стойкость к высоким и низким температурам;
- экологическая безопасность.
Нержавеющая сталь не образует вредных соединений при контакте с пищевыми продуктами и термическом воздействии, что выгодно отличает ее от оцинкованного металла. Оцинковка может окисляться многими пищевыми продуктами и выделять яд.
предлагает высококачественную нержавеющую коррозионностойкую сталь аустенитного класса по выгодной цене, которая обусловлена отсутствием посредников между производственной компанией и потребителями нержавеющего металлопроката. Стоимость изделий из нержавейки окупается вдвое большим сроком эксплуатации в сравнении с оцинкованной сталью.
Почему оцинкованные детали более стойкие к коррозии, чем простая сталь
Коррозия – это реакция металлов с кислородом, в процессе которой образуется соответствующий оксид (в случае с железом (сталью) – FeO2, всем известная ржавчина). С кислородом реагируют и другие металлы – алюминий, медь, олово, цинк. Но о них говорят, как о «нержавеющих», потому что оксиды на их поверхностях образуют тонкую, прочную пленку, сквозь которую кислород уже не проникает. Таким образом, внутренние слои металла защищены от коррозии.
В случае со сталью ситуация обратная – оксид железа образует рыхлые, механически нестойкие «хлопья», сквозь которые кислород успешно проникает далее, во все более глубокие слои. В этом и заключается суть защитной обработки стали цинком: оксид цинка надежно защищает сталь, блокируя доступ кислорода. Степень защиты зависит от двух параметров: способа нанесения и толщины защитного слоя.
Гниение порога кузова
Наиболее сильную степень защиты дает горячее оцинкование – погружение кузова автомобиля в расплав цинка. Неплохие результаты показывает гальванический способ (в электролит, содержащий цинк, опускают кузов (или его деталь) и пропускают электрический ток), термодиффузное оцинкование. Смысл всех этих методов в том, что цинк не просто наносится на поверхность, но еще и проникает на некоторую глубину в саму сталь, что увеличивается защитные свойства покрытия.
У оцинкования есть и еще один уровень защиты – электрохимический. Цинк и железо образуют гальваническую пару, то есть при контакте с влагой между ними начинает протекать электрический ток и один из членов пары начинает разрушаться. Цинк более активный металл, чем железо, поэтому при механическом повреждении (царапине) на оцинкованной стали, разрушаться начинает именно цинк, а сама сталь какое-то время остается нетронутой.
Некоторые причины недостаточной долговечности оцинкованных покрытий
Если исключить из рассмотрения некачественность проведения самого процесса (чаще всего коррозия оцинковки характерна лишь тогда, когда гальванопокрытие производится не в специализированных условиях), то наличие ржавой оцинковки определяется несколькими факторами.
Среда соприкосновения
Неблагоприятное воздействие на сталь, оцинкованную горячим способом, производит, в частности, почва, куда помещена конструкция. Поскольку в природе реально встречается более 200 различных типов почв, эффективность горячего цинкования в почве различна, и её трудно предсказать.
Что разъедает оцинковку в почве? Основными факторами, определяющими коррозионную активность грунта, являются его влажность, уровень pH и наличие хлоридов. Необходимо учитывать также и дополнительные характеристики:
- Степень аэрации почвы;
- Диапазон суточных колебаний температуры;
- Удельное электрическое сопротивление;
- Текстуру на размер частиц грунта.
Практически установлено, что защита оцинковки от коррозии эффективнее на коричневых песчаных почвах и не так хорошо действует на серых, глинистых. Это связано с тем, что грунт с более крупными частицами быстрее отводит влагу от поверхности. Поэтому оцинкованная деталь подвергается меньшему воздействию влаги, провоцирующей развитие электрохимической коррозии.
Первым шагом к оценке характеристик долговечности оцинкованной стали в почве является классификация грунта в районе применения конструкций из оцинкованного железа. Скорость коррозии стали в почве может составлять от менее 0,2 мкм в год в благоприятных условиях, до 20 мкм в год или более в очень агрессивных грунтах. Таким образом, сильнокоррозионные грунты будут диктовать необходимость надежной системы защиты от коррозии, такой как более продолжительное горячее цинкование, для обеспечения долговременной защиты.
Поскольку почва изменяется даже на небольшой территории, и коррозийность грунта может сильно различаться, неправильная классификация почвы часто приводит к неудовлетворительным результатам.
Ударные воздействия
После прокатки прочность сцепления оцинкованного слоя с основным металлом проверяется по ГОСТ Р 52246-2004. Гальваническую защиту разрешается выполнять двумя способами – горячим цинкованием или нанесением железо-цинкового покрытия. При этом толщина оцинковки определяется классом покрытия. Их четыре:
Когда оцинкованный кузов заржавеет
Никакая технология не идеальна. Гниет ли оцинкованный кузов автомобиля, ответ однозначный. Рано или поздно, коррозия победит даже самый тщательно оцинкованный автомобиль. И произойдет это по двум причинам.
Повреждение слоя цинка
Наиболее очевидная причина начала коррозионных процессов в оцинкованном металле – механическое повреждение, открывающее кислороду доступ к незащищенной стали. Сначала начнет разрушаться слой цинка, а затем и кузовной металл. По этой причине многие владельцы авто премиальных марок (такие машины имеют очень качественное цинковое покрытие) даже после небольших ДТП стремятся как можно скорее избавится от машины. Поправить помятый кузов, закрасить и залакировать место повреждения можно и в автосервисе, но вот восстановить целостность цинкового слоя можно только в условиях промышленного производства.
Окисление цинка
Прочная пленка оксида цинка надежно защищает металл от проникновения кислорода. Однако цинк все равно деградирует под воздействием влаги, дорожных реагентов, перепадов температуры. Это означает, что слои оксида постепенно разрушаются, и чистый цинк, вступая в реакцию с кислородом, образует все новые слои защитной пленки оксида.
Ржавчина на автомобиле
Понятно, что этот процесс может идти очень долго, но не бесконечно. В условиях городской среды скорость разрушения цинкового покрытия составляет 6-10 мкм в год. Именно этим объясняется установленный производителями срок гарантии от сквозной коррозии: толщина защитного слоя делится на скорость его исчезновения. В среднем получается около 10-15 лет.
Белая коррозия и как с ней бороться
Процесс коррозии оцинкованного железа завершается образованием на оцинковке белой ржавчины. Она представляет собой мелоподобное вещество белого цвета, которое образует цинк, подвергающийся воздействию водорода (из воды) и кислорода (из воздуха). В результате такой реакции взаимодействия получается гидроксид цинка.
Белая ржавчина на оцинковке характерна для нового материала. Это связано с тем, что такое покрытие еще не имело возможности образовывать стабильные оксиды, поэтому водород и кислород связываются с чистым цинком. Белая ржавчина часто появляется на оцинкованном листе при его хранении, так как конденсат может попасть в зазор между отдельными листами.
В большинстве случаев белая коррозия делает защитное покрытие бесполезным. В отличие от стабильных оксидов цинка, гидроксиды цинка плохо прилипают к другим материалам. Белая ржавчина также непривлекательна с визуальной точки зрения.
Есть несколько способов предотвратить белую ржавчину:
- Устранить воздействие воды.
- Устранить образование конденсата, позволяя цинку образовывать стабильные оксиды.
- Использовать пассивирующие химикаты или масла.
В первом случае необходимо улучшить круговой обдув изделия воздухом. Также эффективны разумное повышение температуры покрытия или снижение уровня относительной влажности.
Разъедает оцинковку также длительное пребывания конструкции в тёплой среде, поскольку при этом интенсифицируется образование конденсата и соответственно гидроксида цинка. Еще один метод предотвращения образования белой ржавчины заключается в том, чтобы на поверхности цинка образовывать стабильные оксиды. Они будут препятствовать образованию белой ржавчины. Для этого дают покрытию некоторое время пребывать в среде с малой влажностью. Увеличение диоксида углерода, контактирующего с покрытием, также ускорит образование стабильных оксидов цинка.
Как защитить автомобиль от коррозии
А зачем вообще цинковать, а не лудить или меднить
Автомобильная кузовная сталь — сложный и деликатный сплав! Он не имеет ничего общего (кроме наличия железа и углерода), например, с «кровельной жестью». Этот сплав обязан идеально отвечать множеству особых, часто — взаимоисключающих, требований. Поэтому его состав, химическая и термообработка — всегда компромисс.
Не ржавеет только нержавеющая сталь (например: 12Х18Н10Т) и 100% чистое железо (получить его возможно только в космосе). Всё остальное, где присутствует железо — ржавеет, то есть — естественно окисляется, ибо «Феррум» (Fe, железо) — весьма активный химический элемент.
Автомобиль можно создать и из «нержавейки», но в этом случае его кузов будет чудовищно дорогим и ужасно нетехнологичным. Пример единственный – это DeLorean DMC 12, который стал легендой благодаря сериалу «Назад в будущее». Ирония в том, что уже став «кинозвездой» – компания Джона Делореана, выпускавшая это потрясающее купе, из-за ужасных издержек его производства к тому моменту обанкротилась. Кузов можно исполнить и из обычного «кровельного железа», но тогда он быстро рассыплется, помнётся, деформируется, будет страшно тяжёлым, хоть и дешёвым.
Джон ДеЛореан (экс-президент Pontiac и вице-президент General Motors) и его «нержавеющий» DMC 12
Главный враг железа (Fe) — кислород (О2)! О-два содержится везде. В небольших количествах он присутствует даже внутри любой детали из стали или других металлов и сплавов. Соответственно, если есть железо и воздух — через какое-то время появляется коррозийный налёт. Если появляются ещё и водяные пары, тем более вода — процесс ускоряется в сотни, а бывает, и в тысячи раз!
Главное — качество кузовной стали
Друзья! Обратите внимание — с каждым годом автомобили увеличиваются в размерах, расширяются и сложнеют их комплектации, но при этом они становятся всё легче и легче! Интересно, что если бы «голый» кузов какого-нибудь из современных автомобилей, имея одинаковые характеристики по жёсткости и прочности, был бы создан 30-40 лет назад? Он весил бы несколько тонн, а сегодня — каких-то 300-400 кг! Из-за чего? Ведь не из-за пластмассы, так как мы рассматриваем «голый» металлический кузов?
Ещё одна интересная закономерность: выводя на рынок новые модели солидные производители всё чаще и больше упоминают о применении в их конструкции сверхпрочных и даже гиперпрочных сталей с высочайшими значениями модуля упругости, ранее казавшимися фантастическими.
Слева кузов Peugeot 308 II (2013). Справа кузов Peugeot RCZ (2009). Обратите внимание насколько увеличилось применение гиперпрочных сталей
«Ларчик открывается просто» — достичь столь высоких характеристик становится возможным благодаря особым технологиям термообработки кузовных элементов и введению в состав сплавов металлов, позволяющих эти элементы «закалить» (этот термин применяю для упрощения понимания). Наиболее распространённая технология — после многоэтапной штамповки деталь подвергается сложной термообработке, с несколькими отпусками и нагревами (в т.ч. «локальными» с помощью ТВЧ). В самом деле — возьмите в руки крыло современного автомобиля: оно будет сложным по форме, с замысловатыми изгибами, тонким и лёгким, и … настолько прочным, что согнуть его руками почти невозможно, а при постукивании костяшками пальцев прослушивается характерный «бооомммм!», указывающий, что эта «железяка» явно «прикалена».
«Обратная сторона медали» – небольшая толщина стали. Если в 60-70-е годы кузовная «жесть» в 1.5-2 мм считалась тонкой, то во втором десятилетии XXI века металл оперения в 0.25-0.5 мм стал обыденностью.
Естественно, что коррозионная стойкость настолько тонких конструкций выходит на первый план, так как теперь от этого напрямую зависит безопасность. К негативным факторам, напрямую влияющим на скорость появления и распространения коррозии — высокой температуре, наличию влаги и солей, камнебойному и пескоструйному воздействию, добавились повышенные требования к качеству, чистоте и структуре кузовной стали. И здесь у Peugeot, Группы PSA и Stellantis имеются традиционно-исторические преимущества над большинством других брендов …
Сталь и Peugeot
Задолго до появления автомобиля, более 200 лет назад, семья Peugeot начала заниматься металлообработкой и металлургией, быстро завоевав в этом деле общемировой авторитет. Peugeot – изобретатель технологии холодной прокатки стали, множества сплавов чёрных и цветных металлов.
Сталелитейтый и металлообрабатывающий завод Peugeot в Terre Blanche 1881 г. До появления первого автомобиля Пежо оставалось 10 лет.
Начав производство автомобилей ещё в XIX веке Peugeot вкладывает в них весь свой огромный металлургический потенциал, ноу-хау и передовые разработки. Группа PSA и Stellantis – один из немногих автопроизводителей, который располагает собственным, весьма внушительным сталелитейным производством, поставляющим свою продукцию не только другим автомобильным брендам, но и в иные отрасли.
Производство «чистой стали» и сплавов с минимальным содержанием примесей для кузовного машиностроения стало для PSA своеобразной «визитной карточкой», ярким подтверждением чему – имидж Peugeot и Citroen, как «нержавеющих» автомобилей.
Возможно Вы удивитесь, но … Peugeot в числе изобретателей специальных стоматологических сплавов! Этот набор предназначался для дантистов в 1884 году
«Чистая сталь» – сталь с низким содержанием растворимых примесей и минимальным количеством дефектов, связанных с присутствием оксидов. Наличие в стали таких элементов, как: углерод, фосфор, сера, азот, водород и кислород, может оказывать большое влияние на её важнейшие для автомобилестроения свойства:
- прочность при растяжении;
- способность к пластическому деформированию без образования трещин при штамповке;
- вязкость;
- свариваемость;
- сопротивление растрескиванию;
- сопротивление коррозии;
- усталостная прочность.
Взаимное влияние перечисленных элементов на свойства стали может быть, как полезным, так и вредным. Например, углерод и азот повышают закаливаемость стали, но снижают её пластичность, фосфор также повышает закаливаемость, но способствует её хрупкости, кислород и сера (оксиды и сульфиды) делают сталь стойкой к истиранию, но негативно влияют на вязкость и усталостную прочность. Поэтому для различных областей применения ограничивают количество и размер включений.
Для сравнения:
- В листовых сталях для штамповки бочек максимальное содержание кислорода не должно превышать 30 миллионных долей (мд), азота – 40 мд, а максимальный размер неметаллических включений – не более 100 мкм;
- В листовой стали для автомобильных кузовов максимальное содержание кислорода – не более 20 мд, азота – 30 мд, а максимальный размер неметаллических включений – не более 40 мкм.
Есть ещё один важный фактор влияния примесей, содержащихся в кузовной стали – восприимчивость к необходимой химической обработке и дружественность к защитным покрытиям, из которых на первом месте – так называемая «оцинковка».
Удаление ржавчины с оцинковки
Процедуру начинают с очистки уже замеченных участков коррозии. Эффективным способом является последующее поверхностное покрытие оцинковки пассивирующим химическим веществом или маслом. В первом случае предотвращается окисление (хотя и на короткое время), а во втором между цинком и водой создаётся защитный барьер, который препятствует формированию слоя гидроксида цинка. Большинство применяемых масел, однако, через короткий промежуток времени испаряются, поэтому требуется периодическое возобновление такого защитного покрытия.
Ранее для предотвращения коррозии оцинкованного железа использовали составы на основе соединений шестивалентного хрома, но сейчас такие вещества признаны токсичными и применяются крайне редко.
Чем обработать оцинковку от ржавчины?
Используются специальные преобразователи ржавчины. Для того, чтобы удалить ржавчину с оцинковки, вначале очищают поверхность, затем тщательно высушивают её, а потом, строго следуя инструкции производителя, наносят защитное средство. Комбинирование нескольких составов нежелательно, поскольку они потребуют и различной технологии нанесения, в результате которой возможно убрать ржавчину с оцинковки.
Ржавчина появляется из-за нарушений, допущенных при монтаже
Оцинкованные листы способны выдержать пагубное воздействие дождей, снега, перепадов температуры и давления. Но и у нее есть предел прочности. Это происходит из-за ошибок, допущенных при монтаже или хранении. Наиболее распространенные ошибки, которые приводят раннему разрушению металла – это неправильно спроектированная крыша, когда вода вместо того, чтобы стекать, остается на поверхности кровли или попадает под нее.
Неправильная укладка листов
Листы должны располагаться друг над другом, чтобы верхний на 5-10 см накрывал нижний и на одну волну сбоку. Если нарушить порядок, вода будет затекать между стыков под них и там задерживаться. Длительное воздействие влаги ведет к окислению поверхности и появлению бурых пятен. Еще одна причина, почему ржавеет оцинкованная кровля – это неправильное закрепление листов или установка защитных элементов. Неправильно установленный конек, наличие лишних отверстий на листе или его неплотное прилегание к обрешетке крыши.
Использование углошлифовальной машинки
Такое строительное приспособление еще называют болгаркой. Несмотря на существующее мнение, что она не может испортить покрытие, опыт доказывает обратное. Если оцинкованный лист имеет очень толстое цинковое или полиуретановое покрытие, то последствия негативного воздействия будут не так очевидны, но там, где покрытие тонкое – ржавчина появится скоро. Окисляться начнет не только срез, но и боковая поверхность листа. Ржавые пятна и полосы начинают проявляться с тыльной стороны в точках, куда попадали искры от резки болгаркой.
Однако и с лицевой стороны возможно появление следов окисления металла. Диск болгарки при резке нагревает лист. В результате защитное покрытие выгорает, покрывается микротрещинами, теряет защитные свойства. При работе лучше использовать не углошлифовальную машинку, а специальные ножницы для резки металла. Также можно приобрести специальную насадку на дрель.
Некачественные крепежные детали
Оцинкованные листы крепятся к обрешетке крыши с помощью саморезов. Количество ввинчиваемых элементов в среднем 7-12 штук на лист. Все крепежные элементы: шайбы и саморезы должны иметь качественное оцинкованное покрытие не менее 10 мкм, а шайбы еще и силиконовую подкладку. Если подкладка изготовлена из резины, то под действием перепадов температуры она начнет трескаться и осыпаться. Начнет ржаветь саморез – за ним последуют оцинкованные листы кровли. Любое нарушение целостности листа повышает риск появления ржавчины. Проверить качество крепежных элементов на глаз практически невозможно – нужно требовать сертификат качества у продавца.
Правила хранения
Защитить поверхность оцинкованного листа от ржавчины можно. Надо только соблюдать правила эксплуатации и хранения. При нарушении условий хранения риск поражения коррозией даже выше, чем при неправильной эксплуатации или монтаже.
- Хранить в сухом, хорошо проветриваемом помещении.
- Не класть рядом с быстро ржавеющими металлическими предметами. Например, железная сетка, гвозди, инструменты без защитного покрытия.
- Не допускать попадание влаги, в том числе с земли.
При транспортировке оцинкованные листы нельзя гнуть или ударять обо что-либо. При сгибании на поверхности образуются микротрещины, которые не видны невооруженным глазом, но впоследствии они могут стать источником коррозии. Поврежденные или со следами ржавчины профлисты или металлочерепицу не использовать в качестве кровельного материала.
Низкое качество оцинкованного покрытия
Не все производители выпускают высококачественную продукцию. Вопрос заключается в цене. Чем качественнее защитное покрытие – тем дороже стоит кровельный материал. В погоне за низкой ценой, покупатель часто забывает, что выгоднее сделать кровлю раз и надолго, чем через два-три года ее менять.
Определить на глаз соответствует ли он ГОСТу и насколько является качественным непростая задача, особенно, если нет большого опыта работы с листовыми кровельными материалами. Даже если профлист имеет большую толщину и производит впечатление большой прочности, это не означает, что он имеет толстое цинковое покрытие. А от этого зависит срок его использования. Покупателю нужно требовать у продавца сертификат качества на интересуемый товар.
Наиболее надежный способ обезопасить себя от покупки некачественного изделия – приобретать строительные материалы только у проверенного продавца. Желательно, чтобы он работал на рынке несколько лет, имел большую базу поставщиков и специально оборудованные складские помещения. Такой продавец не станет рисковать многолетней репутацией ради сомнительной прибыли.
При покупке нужно ориентироваться не только на цену, но и на качество. Надо определить, из каких факторов складывается его стоимость. Это может быть оригинальность узора или технические характеристики материала – длина, ширина, толщина (должна быть не менее 0,45мм), количество и высота волн (определяют прочность и гибкость).
Ржавеет ли оцинкованная сталь
Оцинкованная и нержавеющая сталь обладают общими свойствами коррозионной стойкости и устойчивости к воздействиям окружающей среды, что обуславливает популярность применения этих видов металла в строительстве и в производственных целях.
Преимущества использования окрашенной оцинковки
Верхнее покрытие — краска — приумножает свойства оцинковки и наделяет ее такими преимуществами:
- Увеличивает срок службы.
- Улучшает внешний вид.
- Уменьшает звукопроводимость (незначительно).
Параметры металла под покраску
Под покраску применяется тонколистовая сталь, дрессированная, со следующими параметрами листов (в мм):
- ширина 710-1800;
- толщина 0,5-2,5;
- длина 2000-2500.
Допустимые погрешности для поверхности заготовки
Качество поверхности до покраски контролируется ГОСТ 16523-70. Стандарт определяет следующие допустимые нарушения целостности цинкового слоя (для группы ПК — под покраску):
- натеки, наслоения и дорожки, темные точки от них;
- шероховатость покрытия, крупинки в виде сыпи, светлые пятна;
- узор с размытыми разводами вследствие кристаллизации цинка;
- царапины, потертости, след от перегиба стальной полосы.
Перечисленные внешние деформации допустимы в случае, если они не нарушают покрытие. Разнотолщность цинкового слоя для окрашивания может составить не более 12 мкм. Готовый окрашенный слой должен иметь ровную поверхность. В зависимости от добавок он может быть матовым или блестящим.
Купить оцинковку окрашенную листовую
Цена на листовой прокат оцинкованный, с эмалевым или полимерным покрытием зависит от толщины металла, размеров листов или ширины рулонов, количества обработанных сторон (1 или 2). В среднем регионе (Московская область) цена окрашенной оцинковки составляет (размеры даны в мм):
- 0,35х1250х2500 — цена 548 руб/лист или 230 руб./м. п., если отматывать от рулона;
- 0,55х1250х2500 — цена 813 руб/лист или 324 руб./м. п., если отматывать от рулона;
- 0,7х1250х2500 — цена 963 руб/лист или 396 руб./м. п. в рулоне;
- 0,9х1250х2500 — цена 1265 руб/лист или 506 руб/м. п. в рулоне.
Правила выбора качественной оцинковки
При выборе кровельного материала нужно смотреть не только на цвет и качество лицевой поверхности, но и тыльной стороны. Обычно коррозия начинается именно с этой стороны, так как оно тоньше и не имеет защитного полиуретанового покрытия.
В каких условиях хранятся оцинкованные листы. В каком они состоянии. Царапины, вмятины и сколы недопустимы. Они не должны иметь следов начинающейся коррозии. Невнимательность к мелочам во время выбора, покупки и монтажа кровли приводит к тому, почему ржавеет крыша. На обрешетку укладывают уже пораженный ржавчиной материал, а погода просто продолжит эти процесс. Разрушения могут возникнуть как по вине производителя, если он использовал низкокачественное сырье, так и по вине строителя, если тот допустил ошибки во время хранения.
Как избежать коррозии
Бороться с ржавчиной сложно и скорее всего, придется обращаться к специалисту. К тому же эта борьба может обойтись недешево автовладельцу. Существует несколько советов, которые помогут не допустить коррозийных повреждений автомобиля:
- Мойку машины следует проводить раз в 1-2 недели, особенно в зимний период, когда на улицах проводится обработка дорог и повышается количество грязи. При наличии солей на кузове автомобиля в воду советуют добавить соду. Она способна нейтрализовать соль.
- Днище и колесные арки обязательно очищать от грязи хотя бы 1 раз в неделю. По мере необходимости указанные детали покрывают «антикором».
- В случае повреждения кузова, появления сколов и царапин рекомендуется в кратчайшие сроки устранить проблему.
- Использовать специальный воск для внешнего покрытия автомобиля. Это поможет повысить стойкость лакокрасочного покрытия и предотвратить появление коррозии металла кузова и металлических деталей. Так как с каждой мойкой его часть смывается, то специалист рекомендуют проводить восковую обработку раз в 1-2 месяца.
На сегодняшний день на автомобильном рынке представлено огромное количество разных моделей машин от разных производителей. Конечно, как мы уже сказали дать гарантии, что ваше транспортное средство не подвергнется коррозийному воздействию, не сможет не одна фирма по производству авто. Но автоэксперты сформировали некий рейтинг нержавеющих автомобилей, которые меньше всего подвержены коррозии.
Источники
- https://cars-rating.ru/legkovye/10-samyh-nerzhaveyushhih-avtomobilej
- https://www.driver-helper.ru/text/sovetiy/spisok-avtomobilej-kotorye-ne-rzhaveyut-so-vremenem
- https://www.DriveNN.ru/journal/novosti/avto-na-vtorichke-do-300-000-kotorye-sovsem-ne-rzhaveyut-id24522
- https://www.drom.ru/info/misc/no-rust-top-69286.html
- https://avto-oblast.ru/deshevye-nerzhavejki-mashiny-za-200-tysyach-rublej-kotorye-ochen-neohotno-rzhaveyut/
- https://VazNeTaz.ru/nerzhaveyushhie-avtomobili
- https://i-tc.ru/tips/samyj-nadezhnyj-avtomobil-s-probegom-top-25-luchshih-b-u-avtomobilej-na-2021-2022-god/
- https://lada-xray2.ru/sovet/5-avto-do-200000-rubley-kotorye-ne-rzhaveyut
Что делать, если крыша ржавеет
Даже очень качественное покрытие не гарантирует полной защиты от коррозии. Даже сделанная из качественного материала, ржавеет оцинкованная крыша. Что делать в такой ситуации – это зависит от площади и глубины повреждений. Если материал прогнил настолько, что виднеются дыры или он рассыпается при прикосновении, то покрытие нужно сменить полностью. При незначительных повреждениях, когда видны только небольшие точки или полосы, то крышу можно отремонтировать.
Под ремонтом подразумевается очистка от ржавчины и покраска. Очистка механическим способом недопустима, чтобы не соскоблить цинковое покрытие. Для выполнения ремонтно-малярных работ используют специальный раствор и суконку. После поверхность покрывают грунтовкой и краской (подойдет эмаль по металлу).
Иногда ржавеет не сам профлист, а только шляпки шурупов и шайбы. В таком случае их нужно вывинтить, обработать отверстия раствором для очистки от ржавчины и установить новые. Вставлять нужно в те же отверстия.
Каким бы качественным не был кровельный материал, рано или поздно настает момент, когда он приходит в негодность. Оцинкованная крыша тоже со временем начинает портиться. Красочное покрытие осыпается, покрывается ржавчиной. Если строитель не допускал серьезных ошибок при хранении и монтаже, а материал действительно качественный, то оцинкованная крыша прослужит более 10 лет. Однако если он окажется низкосортным, то менять крышу придется уже через 2-3 года. Поэтому выбирать и приобретать кровельный материал только у тех компаний, продукция которых соответствует ГОСТу.
В чём заблуждаются якобы эксперты …
Самое ужасное – ничего не имеющие с реальностью информационные «перлы», сродни плоду больного воображения, регулярно появляются не только у блогеров, но и на страницах весьма уважаемых автомобильных изданий. Если скомпилировать содержание статей, посвящённых «оцинковке» кузовов, то все они сведутся к одной крамольной цитате …
«Существует 4 способа цинкования кузова. Здесь они расположены в порядке возрастания их эффективности:
- Холодное цинкование;
- Цинкометалл;
- Гальванический способ нанесения цинка;
- Горячая оцинковка.»
Само это перечисление уже вызывает большие сомнения в профессионализме, компетенции и уровне знаний авторов! Про «горячую оцинковку», упоминание о которой в автомобильном контексте является полной чушью, мы ещё поговорим в отдельной главе.
Гальваническое цинкование – реальность и выдумки
Якобы «холодное цинкование», «цинкометалл» и «гальванический способ нанесения цинка» являются ничем иным, как тремя видами описания одного и того же процесса – фосфатирования с последующим нанесением на поверхность кузова цинкосодержащего защитного грунта методом электрофореза.
Действительные отличия в видах этого метода касаются лишь нюансов: проводится пассивация или нет, каким способом ведётся фосфатирование — химическим или электрохимическим, каков состав ингредиентов в первичном растворе электролита. Разумеется, в первую очередь, всё зависит от качества, соблюдения технологической культуры. Но всё это – на совести завода-изготовителя автомобиля. Остальное не имеет особых отличий и не зависит от поставщиков технологий и химических веществ.
Второе, упорно циркулирующее заблуждение касается неких «видов цинкования», из которых почти повсеместно выделяют два:
- «полная оцинковка», когда цинком покрываются все элементы кузова внутри и снаружи;
- «частичная оцинковка», когда цинком покрываются лишь наиболее подверженные коррозии и ударно-абразивному воздействию участки кузова, обычно «до пояса».
Дело в том, что фосфатировать и/или покрывать кузов автомобиля цинкосодержащим грунтом «до пояса» или «до крыши» не имеет никакого смысла – кузов в любом случае придётся обработать ВЕСЬ: или полностью, или не делать этого вообще. Технология такова, что кузов в электрофорезных ваннах необходимо постоянно покачивать и переворачивать, а электролит непрерывно перемешивать.
Даже погружать кузов в ванну необходимо в положении, близком к вертикали, сверху вниз и с определённой скоростью. Если кузов в ванну банально «плюхнуть» и в полупогруженном состоянии пронести его через электролит, то, после извлечения и сушки, вся его поверхность будет изобиловать дефектами, грунт ляжет неровно, а толщина слоя получится крайне неравномерной. Устранение брака потребует гигантского количества ручного труда с негативным присутствием «человеческого фактора», и из-за этого — неизбежно огромных финансовых потерь. Технология полной обработки кузова, целиком, с полным погружением его в ванну, абсолютно лишена всех этих неприятностей.
Итак, мы с вами выяснили, что в настоящее время, как и раньше, в мировом автомобилестроении применяется только один метод оцинковки кузова — покрытие его в электрофорезной ванне тонким антикоррозионным слоем цинкосодержащих веществ методом электроосаждения их на поверхность кузова из электролита, где эти вещества содержатся в виде коллоидного раствора.
Настало время развенчать самый чудовищный, но устойчиво циркулирующий в умах автомобильной общественности миф про «горячую оцинковку».
«Горячая оцинковка» – плод больного воображения
Так называемая «горячая оцинковка» в легковом кузовном автомобилестроении не применяется, никогда не применялась ранее и (упаси Бог) никогда не будет применяться в будущем! Выделю особо – «горячая оцинковка» НИКОГДА не применялась и НЕ ПРИМЕНЯЕТСЯ!!! И вот почему …
По красоте и ажурности конструкции кузов Peugeot 2008 I может сравниться с Эйфелевой Башней)))
Представьте себе … Красивый, ажурный, лёгкий, почти воздушный, замысловатой и сложной формы кузов, собранный из множества фрагментов из стали с самыми разными характеристиками, только что сваренный на конвейере сверхточными (!) роботами, для оцинковывания опускают в … «ванну с расплавом цинка, температура которого от 500°С до 800°С» — что иногда можно прочитать не только у блогеров, но и на страницах весьма уважаемых автомобильных изданий.
При 500°С прецизионно термообработанные кузовные панели … мгновенно «отпустятся», а сверх- и гиперпрочные стали тут же превратятся в «пластилин»! Это должно быть понятно любому, кто когда-нибудь совал гвоздь в костёр и видел, что после этого с ним происходит … При 500°С ажурный кузов испытает настолько высокие термические перегрузки и деформации, что его, в самом прямом смысле — разорвёт по швам! Даже если его не разорвёт, то скрутит хуже Квазимоды из «Собора парижской Богоматери», и обратно этот скомканный клочок фольги уже будет ничем не расправить!
Снизить температуру? Не получится! Температура плавления Цинка — 420°С.
Сначала оцинковать металл, отштамповать, а затем сварить? Тоже не получится! Наиболее широко применяемая технология сварки кузова — точечная. Две детали плотно соединяются друг с другом, сжимаются в нужном месте «клещами» с электродами, на которые подаётся короткий, но мощный электрический разряд. Происходит локальный нагрев до 1000-1200°С, и сталь в этой точке сваривается.
Следующая точка, ещё точка, ещё … Теперь представьте, что в месте этого локального нагрева до 1000-1200°С (температура плавления стали) появляется цинк со своей «смехотворной» температурой плавления в 420°С. Это неизбежно приведёт к образованию шлака, каверн, прожига, что уже потом, после покраски и эксплуатации, станет мощным очагом коррозии, в т.ч. и межкристаллической, т.е. внутренней, без воздействия извне.
Таким образом, мы не только никак не защитим цинком кузов, а наоборот, создадим огромное количество очагов для возникновения скрытой и неконтролируемой коррозии. После воздействия вибраций точки сварки начнут трескаться и лопаться, и через какое-то время кузов рассыплется по швам.
К слову, современные технологии, особенно у Группы PSA Peugeot Citroen, успешно решили эту проблему! Перед тем, как соединить поверхности стальных, покрытых тонким слоем цинка деталей для последующей точечной сварки, на внутренние их стороны, обращённые друг к другу, наносится специальный консервирующий флюс, который исключает выгорание цинка и способствует его мгновенному растворению в очаге расплавленной стали без образования шлака и дефектов. Находящийся вокруг точки сварки и не принявший участия в реакции флюс теперь играет роль клея, который после быстрой полимеризации не только герметизирует место соединения деталей, защищая точку сварки изнутри, но и способствует дополнительному увеличению жёсткости конструкции.
Но вернёмся к «горячей оцинковке»
Энергия! Посчитайте — какое чудовищное количество энергии нужно подводить к «ванне с расплавом цинка» ёмкостью более 150 м3!!! К тому же, весь этот объём нужно постоянно держать при температуре минимум 500°С, перманентно добавляя и расплавляя новые гранулы с цинком! А если автомобиль выпускается тиражом 500 000 машин в год?
Это 41 670 автомобилей в месяц, 1389 в сутки и 58 автомобилей в час! Это значит, что нужно опускать в ванну с расплавленным цинком по 1 кузову в минуту (круглые сутки без праздников и выходных!)! … В этом случае рядом с автозаводом должна находиться какая-нибудь атомная или гидроэлектростанция «калибра» Днепрогэса!
Резьба! На любом кузове, каким бы высокотехнологичным он не был — резьбовых отверстий в нём будет всегда много и разных! Самый тонкий слой цинка, которого можно достичь при «горячей оцинковке» — 0.1 мм! Не микроны, а одна десятая миллиметра! Тоньше этим методом слой никак не сделаешь. Если нарезать резьбу до оцинковывания, то после нанесения на её витки слоя в 0.1 мм, даже если она М16, в это отверстие вряд ли можно будет завернуть болт, не говоря уже о резьбах меньшего диаметра. Если нарезать резьбу после оцинковывания, то теряется весь смысл — после того, как метчик выйдет из отверстия, на поверхности витков будет «голый металл», открытый для любой коррозии и ничем не защищённый.
Экология! В данном случае я не о Грете Тунберг, а об экологии реальной. Цинк, после того, как его расплавили, тем более довели его температуру до 500-800°С начинает активно окисляться и вступать в реакцию со всем, «что попадётся под руку», результат — огромное количество неподдающегося дальнейшей переработке вредного шлака, ядовитые газы и испарения … Куда всё это девать? Газы — в атмосферу, а шлак — на улицу? При «скорострельности» 1 кузов в минуту, через год вокруг завода будут возвышаться огромные зловонные терриконы, отравляющие всё вокруг миазмами. «Здесь птицы не поют, деревья не растут» (С) станет ужасной явью.
Горячая оцинковка применяется при изготовлении фонарных столбов, водопроводных труб, изгородей, мостовых элементов и им подобных изделий – там, где не нужна высокая точность, а деталь — корпусная. В автомобильной промышленности этот метод крайне редко (!) применяют для оцинковывания каких-нибудь кронштейнов для грузовиков, их рам, распорок и т.п.
На сегодняшний день самой лучшей, единственной и отлично отработанной технологией «оцинковки» является технология электроосаждения на поверхность металла кузова перед его окраской.
- Экологичность — почти стопроцентная, т.к. никаких шлаков и вредных выделений не происходит вообще.
- Энергозатраты — минимальные и требующиеся лишь для поддержания необходимой разности потенциалов на кузове и ванне.
- Слой цинкосодержащего покрытия — тонкий, около 10 мкм, поэтому даже на самые мелкие кузовные резьбы влияния он не оказывает.
- Слой очень прочный, так как микрочастички проникают в поверхность кузовной панели на молекулярном (!) уровне.
- «Процинковывается» полностью всё — вплоть до самых деликатных закоулков и скрытых полостей кузова.
- Для исключения брака из-за неизбежных пузырей, кузов, находясь в ванной — переворачивается, а электролит постоянно перемешивается.
- Сушка только что оцинкованного электроосаждением кузова происходит точно также, как сушка после его окрашивания – потоком стерильного воздуха под инфракрасными лампами.
- Никакого нагрева, а значит и внутренних температурных деформаций, и связанных с ними напряжений, кузов априори испытывать не может.
Оставим на потом и по вашему желанию описание новых, продвинутых, пусть пока и экзотических технологий, недавно начавших применяться в производстве автомобилей (в т.ч. Peugeot, Citroen и всей продукции Stellantis), но за которыми – будущее: склеивание, ламинирование, плазменное напыление, и др. .
Финишную проверку качества окраски и сборки кузова на Peugeot и Citroen проводят нежные женские руки — ласковые, чувствительные и очень нами любимые)))