Особенности изготовления
Самодельная деталь такого типа имеет определённые ограничения по материалам, с которыми можно работать, применяя её. Создание фрез для ручного фрезера обычно связано с работами со сталью, которая относится к категории мягких.
По этой причине подобное приспособление позволяет отлично работать с деревом, но если материал имеет большую твёрдость, то эффективность прибора существенно снижается.
Для создания самодельной фрезы обычно применяют обрезки арматуры либо прутов из стали. Иногда её делают из сверла. Если арматура является основой, то её ребристое покрытие потребуется разровнять с применением токарного станка.
Сначала потребуется изготовить форму нашей будущей фрезы.
- С помощью карандаша и линейки рисуем ножи. Если схемы нет под рукой, то можно найти примеры в интернете либо в соответствующей литературе, после чего попросту перерисовать необходимый профиль и следовать дальнейшему алгоритму.
- Теперь требуется осуществить непосредственное вырезание формы. В зависимости от того, сколько ножей нам в результате потребуется, необходимо отсчитать нужное количество листов и, захватив их, осторожно вырезать форму будущего изделия, не цепляя пару несущих сторон ножа, а также остриё.
- После этого можно начинать делать форму. При помощи клеевого состава потребуется приклеить шаблон к заготовке и осторожно отпилить его при помощи болгарки. Важно помнить, что следует сохранять не только остриё, но и боковые части. Так что при работе с болгаркой потребуется быть максимально аккуратным и принимать во внимание габариты изделия.
Технология изготовления и рекомендации
Самодельная фреза имеет ограничения по материалам, которые могут быть обработаны с ее помощью. Изготовление фрез для собственных нужд, как правило, связано с работой со сталью мягких сортов. Именно поэтому такой самодельный инструмент способен достаточно эффективно резать дерево, но при обработке более твердых материалов быстро затупляется.
Для того чтобы изготовить свой фрезерный инструмент, мастера используют обрезки стальных прутков или арматуры. Если в качестве заготовки применяться арматура, то ее ребристую поверхность выравнивают при помощи токарного станка.
Технология изготовления самодельной фрезы по дереву из такой заготовки заключается в следующем:
- На той части цилиндрической заготовки, где будет формироваться режущая часть самодельного инструмента, срезается половина диаметра.
- Между частями заготовки с разными диаметрами формируется плавный переход.
- С обработанного участка заготовки снимается еще четверть диаметра, с необработанной частью прутка такой участок заготовки также соединяют плавным переходом.
- Обработанной части заготовки придается прямоугольная форма, для чего срезается ее нижняя часть. Толщина той части заготовки, на которой будет сформирована рабочая часть инструмента для обработки дерева, должна составлять 2–5 мм.
- Для подрезки стержня можно приспособить болгарку и дрель, а формирование рабочей части выполнить на заточном станке
- Самодельная фреза может быть использована для обработки дерева, при этом ее внутренний угол должен совпадать с центром вращения.
- Чтобы фреза по дереву, изготовленная своими руками, могла быть использована для выполнения эффективной обработки, при ее изготовлении надо придерживаться следующих рекомендаций.
- Режущую кромку нужно затачивать под углом 7–10°. Если сделать ее более острой, то она будет слабо держать заточку и обладать низкими режущими свойствами.
- Для придания режущей части инструмента требуемой конфигурации используются надфили с алмазным напылением или угловые шлифовальные машинки с дисками, специально предназначенными для выполнения работ по металлу.
- Если самодельная фреза по дереву должна отличаться сложной конфигурацией, то допускается выполнять ее загиб или расплющивание.
- Доводка режущей кромки производится алмазным диском, затем поверхность доводится шлифбумагой
- При небольшой толщине режущей части фрезерный инструмент, сделанный своими руками, имеет достаточно невысокий рабочий ресурс. Чтобы несколько увеличить срок эксплуатации такой фрезы по дереву, угол на нижней части инструмента, расположенный напротив его режущей кромки, можно немного закруглить.
- Самодельная фреза не может сразу справиться с большим объемом древесины, снимаемой с поверхности обрабатываемого изделия, поэтому обработку выполняют за несколько заходов.
Фрезы конусной конфигурации
Фрезы по дереву, рабочая часть которых имеет конусную конфигурацию, используются для обработки поверхностей сложного рельефа. В частности, при помощи таких фрез выполняется финишная обработка пазов в элементах мебельных конструкций. Для изготовления подобных фрез по дереву в производственных условиях применяются заготовки сложной формы, которые проблематично обрабатывать в домашних условиях.
Такая фреза своими руками может быть изготовлена из сверла, рабочей части которого придается требуемая конфигурация.
За счет того, что самодельная фреза по дереву используется для обработки достаточно мягкого материала за несколько заходов, дополнительно упрочнять структуру материала, из которого изготовлен такой инструмент, нет необходимости.
Самодельная фреза по дереву (сверло Форстнера)
- Для начала вымеряем штангенциркулем остаточное расстояние на шляпке болта относительно монтируемого подшипника. Размер шляпки в окружности у болта М8 составляет 12,73-13мм. Диаметр черенка -11,60 мм, что позволяет зажать его в большинстве современных патронов для дрелей.
- Шляпку необходимо будет сработать под диаметр подшипника. Именно эта часть болта и будет рабочим элементом нашей фрезы. Для разметки лучше всего использовать тонкий контрастный маркер, риски которого будут легко различимы на металле.
- Делаем разметку заусовки фрезы. Это позволит ей без труда избавляться от стружек. Зажимаем болт в тисках, и с помощью отрезного круга делаем эти прорези на шляпке болгаркой.
- Замеряем диаметр подшипника.
- Чтобы сработать граненую шляпку болта до окружности, необходимо превратить нашу дрель в токарный станок. Зажимаем ее в тиски, а болт прочно крепим в патроне строго по центру.
- Фиксируем кнопку дрели на постоянном режиме работы, и приступаем к обработке шляпки болта. Этот процесс стоит постоянно контролировать, чтобы центр болта не сместился, и не нарушил равномерность срабатываемых зубьев. Выставляем на болгарку шлифовальный абразивный диск и шлифуем грани до окружности.
- Торцевую часть фрезы также слегка убираем, оставляя лишь небольшое остриё в центре. Эта деталь крайне важна, поскольку данный тип фрез при работе сначала находит центр, и лишь потом начинает срабатывание материала режущими кромками и ободками. Её можно аккуратно доработать напильником, чтобы ненароком не срезать в процессе стачивания.
- Фреза практически готова. Остается лишь придать форму режущим кромкам, и заточить их.
- Вот что получилось в итоге.
Теперь можно опробовать получившийся инструмент на ненужном куске древесины. Работает, и довольно неплохо!
Глухое отверстие:
Торцевые фрезы
Торцевые фрезы применяются для фрезерования плоскостей, расположенных под прямым углом к оси фрезы. Торцевые фрезы обеспечивают мри обработке больших открытых плоскостей более высокую производительность процесса, чем цилиндрические фрезы.
По сравнению с цилиндрическими фрезами торцевые фрезы имеют следующие преимуществ: более жесткое крепление на консольной оправке или непосредственно на шпинделе станка; более надежное крепление вставных ножей, что дает возможность чаще изготовлять такие фрезы сборными; более плавную работу, так как угол контакта зависит не от припуска на обработку, а от ширины фрезерования и диаметра фрезы.
Цельные торцевые быстрорежущие фрезы (из стали марок Р6М5, Р18, реже из применяются лишь с размером диаметра до 100 мм.
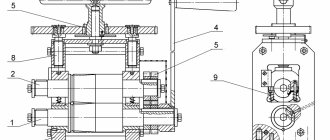
| При больших диаметрах в целях экономии дорогостоящих инструментальных материалов используются сборные торцевые фрезы с ножами из быстрорежущей стали или с пластинками из твердых сплавов. На рис. V.8, а показано наиболее простое крепление вставного ножа 3 в корпус 1 фрезы при помощи гладкого клина 2. Дли регулирования ножа по высоте в некоторых конструкциях фрез с таким креплением предусмотрено переменение ножа в корпусе при помощи винта. Надежность крепления гладким клином достигается за счет плотного соприкосновения сопряженных поверхностен ножа, клина и паза в корпусе. Как видно из рисунка, клин здесь расположен в осевом направлении. Такое расположение предпочтительно. Рис. V.8. Способы крепления вставных ножей торцевых и дисковых дву- и трехсторонних фрез |
Значительно большее распространение напучило клиновое крепление ножа с рифлениями (рис. V.8, б). Здесь клин расположен радиально. Он расклинивает нож 3 и корпус 1, на опорной поверхности которого имеются такие же рифления, как и на ноже. Регулирование положения зубьев в этом случае осуществляется проще, чем в предыдущем, — перестановкой ножа на одно или несколько делений рифлении.
На рис. V.8, в и г изображены способы крепления ножей при помощи рифленных клиньев — ножей 3. Здесь сами ножи имеют клиновую форму и одновременно — рифления. Так же и пазы в корпусе 1 фрезы выполнены с соответствующим уклоном и имеют рифления. На рис. V.8, г показано рифельно-клиновое крепление ножа 3, расположенного в осевом, а на рис. V.8, д — в радиальном направлении в корпусе 1.
Недостатком фрез, в которых крепление ножей выполнено по рис. V.8, б и д (в радиальном направлении), является невозможность выдвижении нами по оси фрезы, что снижает число возможных переточек. Этот недостаток может быть устранен применением осевых рифлений, что вызывает необходимость обеспечения наклона ножа в корпусе фрезы в двух направлениях.
На рис. V.8. д показано крепление ножей, имеющих двойной наклон в корпусе фрезы. Одна сторона ножа 3 плоская, a на другой стороне, имеющей осевой (продольный) наклон 5° и радиальный (поперечный) наклон 2°30′, нанесены продольные рифли, входящие в рифления паза корпуса 1, выполненные с такими же двумя наклонами. Такая конструкция при перестановке зуба обеспечивает восстановление размеров как по диаметру, так и по торцу.
Конструкция и размеры торцевых приведена в табл.V.3.
В настояние время широко используются торцевые фрезы, оснащенные цельно-твердосплавными неперетачиваемыми пластинками пятигранной и круглой формы.
Таблица V.3 Торцевые фрезы, конструкции и размеры, мм
| Фрезы торцевые насадные из быстрорежущей стали (ГОСТ 09304 — 69*, СТ СЭВ 1175 — 78) для обработки стали и чугуна Тип 1 — фрезы мелкозубые с креплением на продольной и на торцевой шпонке (на эскизе не показаны) | |||||||||
| D | d | L | l | z | Обозначение фрез | ||||
| праворежущих | леворежущих | ||||||||
| С креплением на продольной шпонке | |||||||||
| 40 | 16 | 32 | 18 | 10 | 2210-0061 | 2210-0062 | |||
| 50 | 22 | 36 | 20 | 12 | 2210-0063 | 2210-0064 | |||
| С креплением на торцевой шпонке | |||||||||
| 63 | 27 | 40 | 22 | 14 | 2210-0071 | 2210-0072 | |||
| 80 | 32 | 45 | 25 | 16 | 2210-0073 | 2210-0074 | |||
| 100 | 32 | 50 | 28 | 18 | 2210-0075 | 2210-0076 | |||
| Тип 2 — фрезы с крупным зубом | |||||||||
| D | d | L | l | z | Обозначение фрез | ||||
| праворежущих | леворежущих | ||||||||
| 63 | 27 | 40 | 22 | 8 | 2210-0081 | 2210-0082 | |||
| 80 100 | 32 | 45 580 | 25 28 | 10 12 | 2210-0083 2210-0085 | 2210-0084 2210-0086 | |||
| Фрезы торцевые насадные со вставными ножами из быстрорежущей стали диаметром 100—250 мм (ГОСТ 1092-80, СТ СЭВ 200-75) | |||||||||
| D | l | B | Число ножей z | Углы фрез | Обозначение фрез | ||||
| v | αн | праворежущих | леворежущих | ||||||
| 100 | 32 | 40 | 10 | 15 | 12 | 2214-0133 | 2214-0134 | ||
| 125 | 40 | 44 | 14 | 2214-0135 | 2214-0136 | ||||
| 160 | 50 | 49 | 16 | 2214-0137 | 2214-0138 | ||||
| 200 | 50 | 49 | 20 | 2214-0139 | 2214-0140 | ||||
| 250 | 50 | 49 | 26 | 2214-0141 | 2214-0142 | ||||
| Фрезы торцевые насадные со вставными ножами, оснащенными твердосплавными пластинками для обработки чугуна (ГОСТ 9473—80) | |||||||||
| D | d | L | h | Число ножей z | Обозначение фрез | ||||
| праворежущих | леворежущих | ||||||||
| 100 | 32 | 39 | 4 | 1 | 2214-0153 | 2214-0154 | |||
| 125 | 40 | 42 | 4 | 12 | 2214-0155 | 2214-0156 | |||
| 160 | 50 | 46 | 5 | 16 | 2214-0157 | 2214-0158 | |||
| 200 | 50 | 46 | 5 | 20 | 2214-0159 | 2214-0160 | |||
| 250 | 60 | 47 | 5 | 24 | 2214-0161 | 2214-0162 | |||
| 315 | 60 | 66 | 6 | 30 | 2214-0313 | 2214-0314 | |||
| 400 | 60 | 66 | 6 | 36 | 2214-0315 | 2214-0316 | |||
| 500 | 60 | 71 | 6 | 36 | 2214-0317 | 2214-03148 | |||
| 630 | 60 | 71 | 6 | 40 | 2214-0319 | 2214-0320 | |||
| Фрезы торцевые насадные со вставными ножами, оснащёнными твёрдосплавными пластинками (ГОСТ 24359-80) Диаметром 100-200 мм | |||||||||
| D | d | L | φ, …° | Число ножей z | Обозначение фрез | ||||
| 45, 60, 75 | 90 | праворежущих | леворежущих | ||||||
| 100 | 32 | 50 | 10 | 7 | 8 10 12 | 2214-0001 | 22147-0002 | ||
| 125 | 40 | 55 | 12 | 8,5 | |||||
| 2214-0003 | 2214-0004 | ||||||||
| 160 | 50 | 60 | |||||||
| 2214-0005 | 2214-0006 | ||||||||
| 200 | |||||||||
| 22144-0007 | 2214-0008 | ||||||||
| Диаметром 250-630 мм | |||||||||
| D | d | L | φ, …° | Число ножей z | Обозначение фрез | ||||
| Исполнение | 45, 60, 75 | 90 | праворежущих | леворежущих | |||||
| I | II | ||||||||
| 250 | 128,57 | — | 75 | 15 | 14 | 2214-0301 | 2214-0302 | ||
| 315 | 18 | 2214-0303 | 2214-0304 | ||||||
| 400 | 221,44 | 85 | 17 | 20 | 2214-0305 | 2214-0306 | |||
| 500 | 26 | 2214-0307 | 2214-0308 | ||||||
| 630 | 30 | 2214-0309 | 2214-0310 | ||||||
| Форма заточки ножа | |||||||||
| Эскиз | Параметры заточки | ||||||||
| В централизованном порядке фрезы изготовляются с углом в плане φ=60° и показанной на эскизе формой I заточки ножа; фрезы с углами в плане φ, равными 45, 75, 90°, и с другой формой заточки ножа — только по заказу. Форма 1 заточки предназначается для обработки преимущественно чугуна с НВ 1800—3000 и стали с σвМПа | |||||||||
| Фрезы торцевые насидные с механическим креплением пятигранных неперетачиваемых твердосплавных пластин (ГОСТ 22085 — 76*) | |||||||||
| D | d | z | Обозначение фрез | ||||||
| праворежущих | леворежущих | ||||||||
| 100 | 32 | 10 | 2214-0291 | 2214-0295 | |||||
| 125 | 40 | 12 | 2214-0292 | 2214-0296 | |||||
| 160 | 50 | 14 | 2214-0293 | 2214-0297 | |||||
| 300 | 50 | 16 | 2214-0234 | 2214-0298 | |||||
| Фрезы торцевые насадныеповышенной жесткости с механическим креплением пятигранных твердосплавных пластин (ГОСТ 20861 — 75) | |||||||||
| D | d | h | Число ножей z | Обозначение фрез | |||||
| праворежущих | леворежущих | ||||||||
| 100 | 32 32 | 10,5 11.5 | 6 6 | 2214-0251 2214-0253 | 2214-0252 2214-0254 | ||||
| 125 | 40 40 | 10.5 11.5 | 3 8 | 2214-0255 2111-0257 | 2214-0256 2214-0258 | ||||
| 160 | 50 50 | 10.5 11,5 | 10 10 | 2214-0261 2214-0263 | 2214-0262 2214-0264 | ||||
| 200 | 50 50 | 10.5 11.5 | 12 12 | 2214-0265 2214-0267 | 2214-0266 2214-0268 | ||||
| Фрезы торцевые концевые с механическим креплением пятигранных твердосплавных пластин (ГОСТ 22087 — 76*) | |||||||||
| D | L | z | Конус Морзе | Обозначение | |||||
| 63 | 172 | 5 | 4 | 2214-0311 | |||||
| 80 | 202 | 6 | 5 | 2214-0312 | |||||
| Фрезы торцевые концевые г механическим креплением круглых твердосплавных пластин (ГОСТ 22088—76*) | |||||||||
| D | L | z | Конус Морзе | Обозначение | |||||
| 50 | 167 | 5 | 4 | 2214-0321 | |||||
| 63 | 167 | 6 | 4 | 2214-0322 | |||||
| 80 | 197 | 8 | 5 | 2214-0323 | |||||
| Торцевые фрезы ненормализованных конструкций Фреза для черновой обработки чугуна Группой инженеров СКБ создана конструкция торцевой, многозубой фрезы без перемычек в корпусе между ножами. Здесь по окружности корпуса 3 фрезы сделаны угловые гнезда, в которых болтами 1 крепятся широкие ножи 2, имеющие каждый по два зуба 1. Благодаря этому удается разместить значительно больше зубьев, чем во фрезах обычной конструкции. Большая ширина ножей и малый вылет их из корпуса придают конструкции высокую жесткость, что позволяет заметно увеличить подачу на зуб. При прочих равных условиях фреза новой конструкции по сравнению с обычными фрезами дает возможность увеличить подачу с 6 до 22 мм/об. Фреза снабжена поворотной прорезной шайбой 5, общей для всех четырех винтов, с помощью которых она крепится на шпинделе. Для съема фрезы со шпинделя станка достаточно ослабить винты и повернуть шайбу Благодаря этому уменьшается время простоев станка при смене фрез. | |||||||||
Советы
Поговорим немного о советах, которые следует принимать в расчёт при создании самодельных моделей фрез.
- Чтобы придать режущей области правильную конфигурацию, потребуется применить надфили с напылением алмазного типа либо углошлифовальные машины с дисками, которые используются именно для проведения работ с металлом.
- Кромку для резки следует затачивать под 7-10-градусным углом. Если делать её острее, то удерживать заточку она будет плохо, из-за чего её режущие свойства существенно снизятся.
- Если фреза по дереву, сделанная собственноручно, должна иметь какое-то сложное устройство, можно её расплющивать либо загибать.
- При применении фрезера кромочного типа следует принять во внимание, что направляющее кольцо или подшипник уже установлены.
- Фреза обязательно должна быть закреплена в цанге перед началом проведения работ.
- Наличие дополнительных приспособлений будет способствовать увеличению мощности электрического инструмента.
- Деталь, которая будет обрабатываться, обязательно должна иметь некую опору.
- При проведении работ следует выставить правильный уровень врезки по глубине.
- Чтобы при работе пыли выделялось не очень много, можно применить пылесос.
В целом же следует сказать, что самостоятельно создать фрезу по дереву несложно. Правда, следует понимать, что подобным способом можно быстро решить какую-то простую задачу, ведь для метизов типа болтов применяется обычная сталь, а не инструментальная. А значит, такая самодельная фреза быстро износится. Но её жизнь можно существенно продлить целым рядом способов.
Поэтому такое решение имеет место быть и должно использоваться в случаях, когда действительно требуется быстро обзавестись довольно неплохой фрезой по дереву, чтобы получить желаемый результат.
Типы самодельных фрез для обработки древесины
- Конусные фрезы, обработка при помощи которых осуществляется на средних и высоких оборотах, используются для того, чтобы снимать лишний слой дерева с торцевых элементов заготовки. Оптимальным вариантом самостоятельного изготовления инструмента данного типа является фреза из сверла.
Такая фреза из сверла изготавливается в домашних условиях следующим образом: инструмент обрезается ближе к его хвостовику (от половины до четверти его длины), затем каждая режущая кромка обрезанного сверла стачивается на величину 1/2 – 1/3 его диаметра. Если режущие кромки сточить на большую величину, то не только оголится его тело, но он также утратит свои режущие свойства. Восстановить своими руками режущие кромки самодельных фрез по дереву, которые имеют спиралевидную форму, сложно.
Из сверла можно делать фрезы с различными рабочими головками
Фреза по дереву торцевого типа может быть изготовлена и из тонкостенной трубки. Как сделать фрезу из такой заготовки? Следует придерживаться следующих рекомендаций.
- В качестве заготовки берется отрезок трубы, длина которого составляет 15–20 см.
- Со стороны будущей режущей кромки (на расстоянии 2–3 см от нее) с двух сторон трубы выполняются проточки овальной формы.
- Будущей режущей части фрезы по дереву придается конусная форма, ее стачивают под углом 2–3°.
- Зажав заготовку в тисках, на ее торцевой части выполняют крестообразный надрез, для чего используется угловая шлифовальная машина.
- Со стороны режущей части на заготовке прорезаются пазы – вплоть до овальных отверстий.
- Используя самодельную торцевую фрезу, изготовленную из тонкостенной трубки, можно создавать в изделиях из дерева глухие или сквозные отверстия. При этом внутреннюю поверхность глухих отверстий необходимо дорабатывать с помощью стамески.
Многих домашних мастеров интересует вопрос о том, как сделать конусную фрезу большого диаметра своими руками. Следует иметь в виду, что изготовить такой инструмент для обработки дерева непросто, для этого надо использовать специальные заготовки и сложное металлорежущее оборудование.
Сфера применения и особенности
Торцевые фрезы применяются на вертикально-фрезерных станках для чистовой обработки плоскостей, пазов, уступов, а также различных фасонных поверхностей сложной конфигурации. Основной сферой применения является машиностроение – расточка валов, зубчатых колес и других деталей. Инструмент позволяет одновременно производить обработку двух поверхностей расположенных под прямым углом относительно друг друга благодаря режущим кромкам на торцевой и цилиндрической поверхностях. Для повышения эффективности обработки необходим грамотный подбор корпуса, скорости резания, сменных пластин, смазки и охлаждающих жидкостей.
В процессе обработки профилирующими являются только верхушки кромок. Формы режущих элементов могут быть разнообразными, чаще всего они выполнены в виде окружности или ломанной. Форма и расположение режущих частей позволяет производить плавную обработку с минимальным припуском, величина которого не влияет на угол контакта с заготовкой. Главными параметрами являются диаметр фрезы и ширина реза. Необходимым условием торцевой обработки являются высокая жесткость и габариты инструмента, поэтому особо прочным является крепление зуба и сменных пластин.
Самодельная сферическая фреза
Так изготовить фрезу (как сделал ее автор) не так уж легко, нужна токарка, сверлильный станок итд. Но вы можете придумать что-то свое, поискать другие пути, ведь изготовление всякого рода самоделок отлично тренирует мозги, но надо просто делать как автор, ищите другие пути.
Давайте начнем, нужные инструменты\материалы.
1. Токарка
2. Сверлильный станок, дрель (будет не легко)
3. Ножовка по металлу, болгарка
4. Материал для изготовления резца (автор использует кусок от пилы)
5. Метчик, болт итд
6. Кругляк 30 мм (из него и делается фреза)
Шаг 1. Изготовление
Кругляк обрабатывается на токарном станке, ему придается сферическая форма со штоком. Если нет токарки, то можно заказать эту заготовку токарю или взять напильник и заработать себе тот самый. Дальше сферическая форма заготовки доводится до идеального состояния с помощью самодельного лекала. Сделал автор лекало из цир. диска и бруска древесины. На сфере делается круговая отметка под 40 градусов, делает автор ее при помощи пильного диска. Автор отмечает центр отметки и сверлит отверстие на сквозь. Потом по этой отметке с помощью ножовки, сфера делится на две части, на одной части делается выемка под шляпу болта. Из пильного диска отрезается кусок, на токарке ему придается кругла форма и заточка в одну сторону, это резец.
Шаг 2.Тестирование
Между двумя частями шара, болтом затягивается резец. На этом фрезу можно считать законченной, теперь осталось ее протестировать. Словами не передать как самоделка проявляет себя в работе, так что смотрите видео. На этом можно и закончить, спс за просмотр. Если статья годная, то незабываем ставить лайк.
Расширение функциональности фрезера
Дополнения для фрезера должны решать одну задачу — удерживать инструмент в нужном положении при обработке материала. При покупке дорого аппарата часто применяемые приспособления для фрезерования идут в комплекте. Но для более дешёвых или узкоспециализированных вариантов приходится их отдельно покупать.
Конструкция таких дополнений довольно проста и не потребует чертежа для самостоятельного изготовления.
Параллельный упор
Это дополнение позволяет делать прямолинейные резы и его часто применяют при работе с деревом. Оно позволяет работать на любой поверхности, а не только на рабочем столе. Пазы вырезаются с его помощью.
Конструкция дополнения состоит из:
- Стержней, которые крепятся к корпусу инструмента.
- Винта точной настойки, используется для регулировки промежутка между фрезой и поверхностью.
- Стопорного винта, с его помощью стержни крепятся в нужном положении.
- Накладок, на них ставится инструмент.
Конструкция основы довольно проста и её можно изготовить самостоятельно.
Для подготовки дополнения к работе нужно:
- Установить стержни в отверстия корпуса инструмента и зафиксировать их винтом.
- Выставить нужное расстояние между поверхностью и фрезой.
Дополнительно поставив специально обработанный брусок (с одной закруглённой гранью), можно значительно повысить функциональность и делать рез по кривой. Эту деталь устанавливают между инструментом и поверхностью. Из-за неустойчивого положения с ним нужно работать очень аккуратно.
Направляющая шина
Дополнение применяют для перемещения инструмента над рабочей поверхностью под любым углом, чем и отличается от параллельного упора. Конструкция облегчает фрезеровку отверстий, находящихся на расстоянии друг от друга. Специальные зажимы держат приспособление на обрабатываемой поверхности.
Если их не было в комплекте поставки, то используются струбцины. Некоторые варианты оснащаются адаптером для регулировки направления движения инструмента.
Конструкцию лучше применять вместе с электроинструментом, у которого регулируется опорная площадка. Это поможет устранить проблему, когда шина и фреза расположены в разных плоскостях, что происходит при близком нахождении инструмента и обрабатываемой детали.
Конструкция довольно простая, но отличается большой эффективностью. Если присутствуют минимальные навыки работы с инструментом, её легко сделать в домашних условиях. Для этого достаточно взять брусок, который крепят к обрабатываемой поверхности с помощью струбцины. Если зафиксировать конструкцию на двух и более брусках одновременно, то можно сделать паз за один раз.
Основной недостаток — трудность точной фиксации конструкции по отношению к будущему резу. Но нижеперечисленные дополнения лишены этого.
Первое приспособление состоит из листа фанеры и направляющей, соединённых вместе. Оно используется для работы с лезвиями одного размера.
Когда нужно использовать фрезы разного диаметра, то подойдёт другое приспособление. Главным его плюсом является то, что инструмент контактирует всей нижней частью с материалом. В направляющей предусмотрена доска (откидная), которая держит электроинструмент в нужном положении к материалу.
Очень часто при работе с деревом фрезеруют материал против волокон, в результате чего появляются сколы.
Для уменьшения этого явления используют дополнение, которое прижимает дерево в месте входа фрезы, что не даёт ей отщепиться. Приспособление состоит из двух направляющих, соединённых под углом в 90°. А другая разновидность собирается из двух деталей в форме буквы L, которые крепятся к материалу с помощью фиксаторов. Его часто используют для вырезания пазов.
Конструкция и классификация фрез
К основным конструктивным частям фрезы относятся ее корпус 4 и режущие зубья 5 с определенными размерами и формой (рис.1).
По расположению зубьев на корпусе различают цилиндрические и торцовые фрезы.
Рисунок 2
Рисунок 3
Цилиндрические фрезы
имеют зубья на образующей поверхности корпуса, их конструктивными элементами являются: передняя поверхность 7, задняя поверхность 8, спинка 1, режущая кромка 9 (рис.1а).
Торцовые фрезы
снабжены зубьями на торцевой поверхности корпуса, включающими следующие элементы: переднюю, поверхность 7, главную заднюю поверхность 11 (на рисунке обращена вниз), а также главную режущую кромку 9, вспомогательную режущую кромку 12 и вершину 10 (рис. 1б).
Передняя поверхность зуба воспринимает нагрузку от сходящей по ней стружки, главная задняя поверхность контактирует с поверхностью резания 2, вспомогательная задняя поверхность — с обработанной поверхностью 3, улучшая ее качество.
Необходимая производительность фрезерования достигается увеличением глубины t, подачи S и скорости обработки V. Чтобы при этом обеспечить заданную стойкость фрез, для их изготовления применяют инструментальные материалы с высокой твердостью, прочностью, износостойкостью, теплостойкостью, но также и с повышенной стоимостью.
По способу изготовления фрезы разделяют на цельные, составные и сборные.
Цельные фрезы
изготовляют из инструментальных низколегированных сталей ХГ, ХВГ, ХВ5, 9ХС с невысокой теплостойкостью и применяют в ремонтном и мелкосерийном производстве деталей при скорости резания до 25 м/мин (рис. 3а, 4а, 6а).
Составные фрезы
имеют рабочую часть 1, изготовленную из инструментальной, высоколегированной быстрорежущей стали Р12, Р6М3, Р6М5, Р9К5, а хвостовик 2 – из конструкционной углеродистой либо легированной стали (рис. 6б). Рабочая часть и хвостовик соединяются с помощью сварки, что позволяет снизить стоимость фрез и за счет повышенной теплостойкости материала рабочей части использовать их в крупносерийном производстве при скоростях резания до 100 м/мин.
Сборные фрезы
снабжаются режущими зубьями (ножами) из быстрорежущей стали, а также зубьями из конструкционной легированной либо инструментально углеродистой стали с режущими пластинками из инструментального твердого сплава. Режущие ножи удерживаются в гнездах корпуса фрезы за счет механического крепления (рис. 3б, 4б). Твердосплавные режущие пластинки 3 обычно крепятся в гнезде 6 корпуса, ножа или рабочей части фрезы (рис. 3в, 4в, 6в).
Рисунок 4
Режущие пластинки прессуются и спекаются из смеси порошков кобальта и карбида вольфрама (ВК6, ВК8, ВК10М) с карбидом титана (Т5К10, Т14К8, Т60К6) и карбидом титана (ТТ7К12, ТТ20К9). Высокая теплостойкость указанных материалов обеспечила наиболее широкое применение сборных твердосплавных фрез в массовом производстве при скорости резания до 800 м/мин. Для чистовой обработки используют пластинки, изготовленные из смеси порошков на основе корунда at2O3
– минералокерамики марок В0-13, В0-14, ВОК-60, ВОК-63, позволяющей в несколько раз повысить производительность и стойкость фрезы.
По способу крепления к шпинделю станка различают насадные и хвостовые фрезы.
Насадные фрезы
имеют центральное отверстие со шпоночной канавкой (рис. 1а) или торцовым пазом (рис. 1б), что позволяет установить их на оправку, закрепляемую затем в шпинделе станка.
Хвостовые фрезы
снабжены конусным хвостовиком 2, которым фреза устанавливается и закрепляется в конусном отверстии переходной втулки или шпинделя станка (рис. 6).
По положению режущей кромки зубьев относительно оси фрезы выделяют фрезы с прямыми, винтовыми и разнонаправленными зубьями.
Прямозубые фрезы
просты в изготовлении, но каждый их зуб входит и выходит из процесса резания сразу всей своей шириной, что делает резание неравномерным, снижает стойкость фрезы и качество обработанной поверхности (рис. 5а, б).
Винтозубые фрезы
имеют зубья с режущими кромками, направленными под углом к оси фрезы (рис. 3, 6). При работе такие зубья врезаются в материал и выходят из процесса резания постепенно по своей ширине, что стабилизирует резание, повышает стойкость фрезы и качество обработки. При установке винтозубой фрезы направление винтовой линии ее зубьев и направление вращения шпинделя (правое или левое) должны быть разноименными, чтобы осевая составляющая силы резания была направлена в сторону гнезда шпинделя, исключая ослабление крепления в нем оправки с фрезой.
Разнонаправленные зубья
при работе фрезы создают силы резания, осевые составляющие которых противонаправлены и уравновешивают друг друга (рис. 5е).
По форме задней поверхности зубьев различают фрезы с остроконечными и с затылованными зубьями.
Рисунок 5
Остроконечный зуб
имеет прямую или параболистическую форму линии задней поверхности, по которой производится его переточка (рис. 5а). Фрезы с такими зубьями просты в изготовлении и обладают высокой стойкостью, однако их переточка сильно изменяет профиль зубьев, что не позволяет использовать такие фрезы для обработки фасонных поверхностей.
Затылованный зуб
характеризуется линией задней поверхности, выполненной по архимедовой спирали (рис. 5б). Его изготовление более сложно, а переточка производится по передней поверхности, таких фрез для обработки фасонных поверхностей.
По количеству зубьев и величине их шага фрезы делят на крупнозубые и мелкозубые.
Крупнозубые фрезы
имеют высокую прочностью и стойкостью, но создают неравномерный режим фрезерования (рис. 5г). Это ухудшает качество обработки и позволяет применять их для чернового фрезерования.
Мелкозубые фрезы
обеспечивают равномерную работу и высокое качество поверхности при чистовом фрезеровании (рис. 5в).
По виду выполняемой работы различают фрезы для обработки плоских поверхностей, пазов и фасонных поверхностей.
Плоские поверхности обрабатываются цилиндрическими, торцовыми, дисковыми или концевыми фрезами.
Цилиндрические фрезы
обычно имеют винтовые зубья и изготовляются цельными (рис. 3а), а также сборными с вставными ножами из быстрорежущей стали (рис. 3б) либо с винтовыми пластинками из твердого сплава (рис. 3в). Широкие поверхности обрабатываются комплектом фрез, причем направления винтовых линий зубьев фрез в комплекте должно быть таким, чтобы осевые составляющие сил резания стремились бы сблизить фрезы либо их результирующая была бы направлена в сторону шпинделя станка (рис. 3б).
Торцовые фрезы
могут быть цельными (рис. 4а) или сборными с вставными ножами из быстрорежущей стали (рис. 4б) либо оснащенными пластинками из твердого сплава (рис. 4в).
Дисковые фрезы
изготовляются цельными либо сборными и по назначению делятся на пазовые (рис. 5а, б), отрезные и прорезные (рис. 5в, г), двусторонние (рис. 5д) и трехсторонние (рис. 5е). Поверхности в виде уступов обрабатываются двусторонними и трехсторонними фрезами, глубокие пазы – трехсторонними фрезами, имеющими разнонаправленные зубья для улучшения отвода стружки и повышения стойкости фрезы.
Торцовые режущие кромки дисковых фрез имеют скос для снижения сил трения по обратной поверхности. Из-за этого после переточки ширина их зубьев уменьшается, что можно компенсировать применением комплекта фрез с регулируемой шириной комплекта.
Пазы сквозные, с выходом, закрытые и Т-образные обрабатываются дисковыми пазовыми фрезами, прорезными и отрезными, а также концевыми и шпоночными фрезами.
Пазовые фрезы
с остроконечными или затылованными зубьями на образующей поверхности служат для обработки точных по ширине неглубоких пазов (рис. 5а, б).
Прорезные
(шлицевые) и отрезные фрезы используются для получения узких, неглубоких прорезей (шлица головки винтов), а также для отрезки заготовки в заданный размер (рис. 5в, г).
Концевые фрезы
могут быть цельными, составными либо сборными с коронкой или винтовыми пластинками из твердого сплава (рис 6). С помощью концевых фрез обрабатываются вертикальные поверхности, уступы, а также глубокие канавки сложной конфигурации. Цельные и составные фрезы имеют затылованные зубья со стружкоразделительными канавками для улучшения условий резания. Их применяют для предварительной обработки и часто называют «кукурузными».
Шпоночные фрезы
для обработки пазов призматических шпонок могут изготовляться цельными из твердых сплавов, цельными либо составными из быстрорежущей стали, а также сборными с твердосплавными пластинками (рис. 7а). Для пазов сегментных шпонок применяются шпоночные хвостовые, цельные или составные фрезы (рис. 7б), а также шпоночные насадные цельные фрезы (рис. 7в).
Т-образные пазы образуются фрезами цельными, составными или сборными с твердосплавными пластинками (рис. 8).
Фасонные поверхности образуются кривыми, и их профиль обычно бывает вогнутым, винтовым или зубчатым.
Полукруглые
вогнутые (рис. 9а) либо выпуклые (рис.9б) фрезы цельной конструкции с затылованными зубьями применяются для получения выступов или пазов полукруглого профиля.
Резьбовые фрезы
могут быть дисковыми, либо гребенчатыми формой зубьев, соответствующей профилю нарезаемой резьбы. Дисковые фрезы с остроконечными зубьями используются для нарезания длинных резьб трапецеидального профиля, например, ходового винта станков (рис. 10а). Гребенчатые фрезы имеют затылованные зубья и служат для нарезания наружной или внутренней треугольной резьбы небольшой длины (рис.10б). Они изготовляются хвостовыми, цельной или составной конструкции либо цельными насадными.
Рисунок 6
Рисунок 7
Рисунок 8
Рисунок 9
Рисунок 10
Рисунок 11
Зуборезные модульные фрезы
делят на дисковые, пальцевые и червячные, они имеют затылованные зубья с профилем, соответствующим профилю нарезаемой зубчатой поверхности. Дисковые модульные фрезы предназначены для нарезания прямозубых колес и зубчатых реек методом зубокопирования (рис.11а). Они имеют цельную конструкцию из быстрорежущей стали либо из твердого сплава. Пальцевые модульные фрезы служат для нарезания цилиндрических и конических прямозубых, косозубых и шевронных колес методом зубокопирования (рис. 11б). Они изготовляются цельными, составными или сборными. Червячные модульные фрезы применяются для нарезания методом зубообкатки цилиндрических и конических зубчатых колес с прямыми, косыми и спиральными зубьями (рис. 11в). Они могут быть цельными из быстрорежущей стали либо из твердого сплава, а также сборными с вставными гребенчатыми ножами из быстрорежущей стали либо из твердого сплава.
К основным конструктивным частям фрезы относятся ее корпус 4 и режущие зубья 5 с определенными размерами и формой (рис.1).
По расположению зубьев на корпусе различают цилиндрические и торцовые фрезы.
Рисунок 2
Рисунок 3
Цилиндрические фрезы
имеют зубья на образующей поверхности корпуса, их конструктивными элементами являются: передняя поверхность 7, задняя поверхность 8, спинка 1, режущая кромка 9 (рис.1а).
Торцовые фрезы
снабжены зубьями на торцевой поверхности корпуса, включающими следующие элементы: переднюю, поверхность 7, главную заднюю поверхность 11 (на рисунке обращена вниз), а также главную режущую кромку 9, вспомогательную режущую кромку 12 и вершину 10 (рис. 1б).
Передняя поверхность зуба воспринимает нагрузку от сходящей по ней стружки, главная задняя поверхность контактирует с поверхностью резания 2, вспомогательная задняя поверхность — с обработанной поверхностью 3, улучшая ее качество.
Необходимая производительность фрезерования достигается увеличением глубины t, подачи S и скорости обработки V. Чтобы при этом обеспечить заданную стойкость фрез, для их изготовления применяют инструментальные материалы с высокой твердостью, прочностью, износостойкостью, теплостойкостью, но также и с повышенной стоимостью.
По способу изготовления фрезы разделяют на цельные, составные и сборные.
Цельные фрезы
изготовляют из инструментальных низколегированных сталей ХГ, ХВГ, ХВ5, 9ХС с невысокой теплостойкостью и применяют в ремонтном и мелкосерийном производстве деталей при скорости резания до 25 м/мин (рис. 3а, 4а, 6а).
Составные фрезы
имеют рабочую часть 1, изготовленную из инструментальной, высоколегированной быстрорежущей стали Р12, Р6М3, Р6М5, Р9К5, а хвостовик 2 – из конструкционной углеродистой либо легированной стали (рис. 6б). Рабочая часть и хвостовик соединяются с помощью сварки, что позволяет снизить стоимость фрез и за счет повышенной теплостойкости материала рабочей части использовать их в крупносерийном производстве при скоростях резания до 100 м/мин.
Сборные фрезы
снабжаются режущими зубьями (ножами) из быстрорежущей стали, а также зубьями из конструкционной легированной либо инструментально углеродистой стали с режущими пластинками из инструментального твердого сплава. Режущие ножи удерживаются в гнездах корпуса фрезы за счет механического крепления (рис. 3б, 4б). Твердосплавные режущие пластинки 3 обычно крепятся в гнезде 6 корпуса, ножа или рабочей части фрезы (рис. 3в, 4в, 6в).
Рисунок 4
Режущие пластинки прессуются и спекаются из смеси порошков кобальта и карбида вольфрама (ВК6, ВК8, ВК10М) с карбидом титана (Т5К10, Т14К8, Т60К6) и карбидом титана (ТТ7К12, ТТ20К9). Высокая теплостойкость указанных материалов обеспечила наиболее широкое применение сборных твердосплавных фрез в массовом производстве при скорости резания до 800 м/мин. Для чистовой обработки используют пластинки, изготовленные из смеси порошков на основе корунда at2O3
– минералокерамики марок В0-13, В0-14, ВОК-60, ВОК-63, позволяющей в несколько раз повысить производительность и стойкость фрезы.
По способу крепления к шпинделю станка различают насадные и хвостовые фрезы.
Насадные фрезы
имеют центральное отверстие со шпоночной канавкой (рис. 1а) или торцовым пазом (рис. 1б), что позволяет установить их на оправку, закрепляемую затем в шпинделе станка.
Хвостовые фрезы
снабжены конусным хвостовиком 2, которым фреза устанавливается и закрепляется в конусном отверстии переходной втулки или шпинделя станка (рис. 6).
По положению режущей кромки зубьев относительно оси фрезы выделяют фрезы с прямыми, винтовыми и разнонаправленными зубьями.
Прямозубые фрезы
просты в изготовлении, но каждый их зуб входит и выходит из процесса резания сразу всей своей шириной, что делает резание неравномерным, снижает стойкость фрезы и качество обработанной поверхности (рис. 5а, б).
Винтозубые фрезы
имеют зубья с режущими кромками, направленными под углом к оси фрезы (рис. 3, 6). При работе такие зубья врезаются в материал и выходят из процесса резания постепенно по своей ширине, что стабилизирует резание, повышает стойкость фрезы и качество обработки. При установке винтозубой фрезы направление винтовой линии ее зубьев и направление вращения шпинделя (правое или левое) должны быть разноименными, чтобы осевая составляющая силы резания была направлена в сторону гнезда шпинделя, исключая ослабление крепления в нем оправки с фрезой.
Разнонаправленные зубья
при работе фрезы создают силы резания, осевые составляющие которых противонаправлены и уравновешивают друг друга (рис. 5е).
По форме задней поверхности зубьев различают фрезы с остроконечными и с затылованными зубьями.
Рисунок 5
Остроконечный зуб
имеет прямую или параболистическую форму линии задней поверхности, по которой производится его переточка (рис. 5а). Фрезы с такими зубьями просты в изготовлении и обладают высокой стойкостью, однако их переточка сильно изменяет профиль зубьев, что не позволяет использовать такие фрезы для обработки фасонных поверхностей.
Затылованный зуб
характеризуется линией задней поверхности, выполненной по архимедовой спирали (рис. 5б). Его изготовление более сложно, а переточка производится по передней поверхности, таких фрез для обработки фасонных поверхностей.
По количеству зубьев и величине их шага фрезы делят на крупнозубые и мелкозубые.
Крупнозубые фрезы
имеют высокую прочностью и стойкостью, но создают неравномерный режим фрезерования (рис. 5г). Это ухудшает качество обработки и позволяет применять их для чернового фрезерования.
Мелкозубые фрезы
обеспечивают равномерную работу и высокое качество поверхности при чистовом фрезеровании (рис. 5в).
По виду выполняемой работы различают фрезы для обработки плоских поверхностей, пазов и фасонных поверхностей.
Плоские поверхности обрабатываются цилиндрическими, торцовыми, дисковыми или концевыми фрезами.
Цилиндрические фрезы
обычно имеют винтовые зубья и изготовляются цельными (рис. 3а), а также сборными с вставными ножами из быстрорежущей стали (рис. 3б) либо с винтовыми пластинками из твердого сплава (рис. 3в). Широкие поверхности обрабатываются комплектом фрез, причем направления винтовых линий зубьев фрез в комплекте должно быть таким, чтобы осевые составляющие сил резания стремились бы сблизить фрезы либо их результирующая была бы направлена в сторону шпинделя станка (рис. 3б).
Торцовые фрезы
могут быть цельными (рис. 4а) или сборными с вставными ножами из быстрорежущей стали (рис. 4б) либо оснащенными пластинками из твердого сплава (рис. 4в).
Дисковые фрезы
изготовляются цельными либо сборными и по назначению делятся на пазовые (рис. 5а, б), отрезные и прорезные (рис. 5в, г), двусторонние (рис. 5д) и трехсторонние (рис. 5е). Поверхности в виде уступов обрабатываются двусторонними и трехсторонними фрезами, глубокие пазы – трехсторонними фрезами, имеющими разнонаправленные зубья для улучшения отвода стружки и повышения стойкости фрезы.
Торцовые режущие кромки дисковых фрез имеют скос для снижения сил трения по обратной поверхности. Из-за этого после переточки ширина их зубьев уменьшается, что можно компенсировать применением комплекта фрез с регулируемой шириной комплекта.
Пазы сквозные, с выходом, закрытые и Т-образные обрабатываются дисковыми пазовыми фрезами, прорезными и отрезными, а также концевыми и шпоночными фрезами.
Пазовые фрезы
с остроконечными или затылованными зубьями на образующей поверхности служат для обработки точных по ширине неглубоких пазов (рис. 5а, б).
Прорезные
(шлицевые) и отрезные фрезы используются для получения узких, неглубоких прорезей (шлица головки винтов), а также для отрезки заготовки в заданный размер (рис. 5в, г).
Концевые фрезы
могут быть цельными, составными либо сборными с коронкой или винтовыми пластинками из твердого сплава (рис 6). С помощью концевых фрез обрабатываются вертикальные поверхности, уступы, а также глубокие канавки сложной конфигурации. Цельные и составные фрезы имеют затылованные зубья со стружкоразделительными канавками для улучшения условий резания. Их применяют для предварительной обработки и часто называют «кукурузными».
Шпоночные фрезы
для обработки пазов призматических шпонок могут изготовляться цельными из твердых сплавов, цельными либо составными из быстрорежущей стали, а также сборными с твердосплавными пластинками (рис. 7а). Для пазов сегментных шпонок применяются шпоночные хвостовые, цельные или составные фрезы (рис. 7б), а также шпоночные насадные цельные фрезы (рис. 7в).
Т-образные пазы образуются фрезами цельными, составными или сборными с твердосплавными пластинками (рис. 8).
Фасонные поверхности образуются кривыми, и их профиль обычно бывает вогнутым, винтовым или зубчатым.
Полукруглые
вогнутые (рис. 9а) либо выпуклые (рис.9б) фрезы цельной конструкции с затылованными зубьями применяются для получения выступов или пазов полукруглого профиля.
Резьбовые фрезы
могут быть дисковыми, либо гребенчатыми формой зубьев, соответствующей профилю нарезаемой резьбы. Дисковые фрезы с остроконечными зубьями используются для нарезания длинных резьб трапецеидального профиля, например, ходового винта станков (рис. 10а). Гребенчатые фрезы имеют затылованные зубья и служат для нарезания наружной или внутренней треугольной резьбы небольшой длины (рис.10б). Они изготовляются хвостовыми, цельной или составной конструкции либо цельными насадными.
Рисунок 6
Рисунок 7
Рисунок 8
Рисунок 9
Рисунок 10
Рисунок 11
Зуборезные модульные фрезы
делят на дисковые, пальцевые и червячные, они имеют затылованные зубья с профилем, соответствующим профилю нарезаемой зубчатой поверхности. Дисковые модульные фрезы предназначены для нарезания прямозубых колес и зубчатых реек методом зубокопирования (рис.11а). Они имеют цельную конструкцию из быстрорежущей стали либо из твердого сплава. Пальцевые модульные фрезы служат для нарезания цилиндрических и конических прямозубых, косозубых и шевронных колес методом зубокопирования (рис. 11б). Они изготовляются цельными, составными или сборными. Червячные модульные фрезы применяются для нарезания методом зубообкатки цилиндрических и конических зубчатых колес с прямыми, косыми и спиральными зубьями (рис. 11в). Они могут быть цельными из быстрорежущей стали либо из твердого сплава, а также сборными с вставными гребенчатыми ножами из быстрорежущей стали либо из твердого сплава.
Копировальные шаблоны и кольца
Копировальная втулка ходит по краю шаблона и тем самым задаёт лезвию нужное направление. Дополнение крепится к нижней части инструмента с помощью винтов или специальных усиков. Пользоваться копировальной втулкой для фрезера довольно просто, но нужно чтобы размер режущего лезвия и кольца был одинаковым, а во время работы они не должны соприкасаться.
Шаблон фиксируется на материале с помощью скотча или струбцин. Кольца должны плотно лежать на заготовке.
С помощью этого приспособления округляют углы деталей и вырезают кромку. Для повышения удобства на шаблоны устанавливают подшипники или кольца. Но существует несколько условий: их диаметр должен совпадать или дополнительно нужно установить ограничитель, который будет держать шаблон на расстоянии от заготовки. А для фигурного фрезерования применяют гибкие шаблоны.
Перед тем как сделать шаблон для фрезера, нужно определиться с пазами, которые он будет вырезать. Для его изготовления лучше всего применять оргалит толщиной не менее 6 мм. А чтобы увеличить долговечность, используют берёзу: она обладает лучшими характеристиками.
Фрезерование с помощью шаблонов часто используется установщиками мебели, когда требуется вырезка большого количества отверстий и пазов. Это позволяет значительно сократить время монтажа, а также увеличить качество работы.
Для получения хорошего результата от использования шаблона нужно учитывать несколько моментов:
- Перед работой фрезер выставляется на полную глубину.
- Максимально точное смещение деталей может быть достигнуто с помощью двух дополнительных стержней.
- Шиповые детали, выполненные с помощью шаблона, не требуют дополнительной фиксации клеем.
Пазы эллиптической и округлой формы
Для вырезания пазов в форме эллипса или круга ручным фрезером применяют циркулярные приспособления. Простой циркуль для фрезера можно сделать из штанги, конец которой соединяется с основанием инструмента, а второй оснащается штифтом или винтом. Для получения круга штангу вставляют в отверстие, которое служит центром, а потом по контуру формируется паз.
Чтобы изменить диаметр круга, необходимо подвинуть инструмент ближе к другому концу. В более удобном варианте такого циркуля применяется две штанги вместо одной.
Такая оснастка достаточно распространена и часто идёт в комплекте с фрезером. С её помощью удобно вырезать фигурные пазы с разными радиусами. А когда требуется получить отверстия небольшого диаметра, применяют другую оснастку. Её особенностью является то, что штифт, который устанавливает в центр заготовки, располагается под инструментом.
- Конструкция такого циркуля включает в себя:
- Основание, которое фиксируется на обрабатываемом материале с помощью винтов или вакуумных присосок.
- Две штанги.
- Два башмака, которые одеваются на направляющие.
- Кронштейн, соединяющий фрезер и приспособление.
С помощью отверстий в кронштейне опорная плита оснастки легко выставляется на одном уровне с инструментом. Если фрезеруется круг, то используют только один башмак, а для овала применяют оба. Вырезы, сделанные с помощью такого дополнения, отличаются более высоким качеством, чем если бы были выполнены ленточной пилой или лобзиком.
Это происходит из-за особенностей инструмента, который вращается на очень большой скорости.
Установка фрез
Наиболее простой способ — непосредственная установка фрезы на шпинделе с зажимом ее гайкой. Направление резьбы должно быть противоположно направлению вращения шпинделя.
Для установки концевых фрез на шпиндель используют патроны. Затылованные фрезы закрепляют хвостовиком в цанговом патроне. Однорезцовые незатылованные фрезы закрепляют в специальных патронах винтом.
При непосредственной посадке на шпиндель (рис. а
) фреза 3 упирается в буртик шпинделя 7 и зажимается гайкой 5. Для изменения положения фрезы по высоте используют простановочные кольца 2, прокладки или шайбы 4.
Если диаметр посадочного отверстия больше диаметра шпинделя, применяют посадку на шпиндель через втулку (рис. б
). Фрезу сначала закрепляют на втулке 1 гайкой 2, а затем втулку устанавливают на шпиндель и крепят затяжной гайкой.
В случае, когда шпиндель не имеет резьбы для крепления фрезы, используют цанговую оправку (рис. в
). Оправка имеет внутреннюю конусную разрезную 1 и наружную 2 втулки. Фрезу устанавливают на наружную втулку и крепят гайкой. Затем оправку с инструментом устанавливают на шпиндель и закрепляют, вращая верхнюю затяжную гайку. При этом наружная втулка смещается по внутренней конической, в результате чего ее разрезная часть плотно охватывает шпиндель.
Способы крепления фрезерного режущего инструмента на шпинделях станков:
a — непосредственной посадкой; б — посадкой через проходную втулку; в — цанговой оправкой
Если шпиндель станка не имеет осевого регулировочного перемещения, фреза может крепиться в установочной головке, снабженной устройством для регулирования положения фрезы относительно рабочей поверхности стола (рис. г
). Положение головки 2 с фрезой регулируют при ослабленной внутренней втулке вращением винта 1, который упирается в торец шпинделя.
Распространено стандартное крепление (рис. д
) ножевой головки на горизонтальном шпинделе двумя короткими конусными цангами 3, зажимаемыми гайками 1. Штифты 4 в корпусе головки входят в прорези цанг, предотвращая их поворот. Направляющий винт 2 при ввинчивании входит в шпоночный паз шпинделя и служит для фиксирования головки и увеличения надежности передачи крутящего момента.
В зарубежных моделях станков получили распространение гидропластмассовые устройства для закрепления фрез на шпинделях (рис. е
). Тонкостенная втулка 2 запрессована в корпус фрезы 3. Внутренняя поверхность втулки одновременно является центрирующей и зажимающей. В полость между втулкой и фрезой под давлением нагнетается гидропластмасса 4. Давление создают вращением винта-плунжера 5. Для открепления фрезы давление в полости уменьшают, вывинчивая винт 6. Крепление обеспечивает повышенную точность центрирования фрезы на шпинделе 1.
Способы крепления фрезерного режущего инструмента на шпинделях станков:
г — в установочной головке; д — двумя короткими конусными цангами; е — гидропластмассовым устройством; ж — в специальном эксцентричном патроне
Концевые фрезы затылованные крепят в цанговых патронах, незатылованные — в специальных патронах с эксцентриситетом е
оси отверстия под инструмент относительно оси хвостовика патрона (рис.
ж
). Фреза 2 удерживается в корпусе патрона 3 винтом 1. Хвостовик 5 патрона устанавливают в конусное отверстие шпинделя 6 и затягивают гайкой 4. В корпусе патрона имеется шесть отверстий для ввинчивания балансировочных винтов.
Автор: доктор технических наук, профессор В.В. Амалицкий
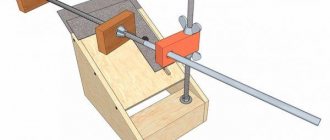
Вырезание пазов на узких поверхностях
Домашний мастер часто сталкивался с необходимостью вырезания пазов для дверного замка или петель. Как правило, для этого использовалось долото и дрель. Но эту процедуру можно осуществить значительно быстрее и легче, если применять фрезер со специальной оснасткой. Такая конструкция позволяет легко создавать пазы на узких поверхностях и представляет собой плоскую основу, крепящуюся на инструмент.
А также дополнительно устанавливаются два штыря, которые обеспечивают движение фрезы по прямой.
Основное требование к данной конструкции: штыри должны находится по центру обрабатываемого материала. Если это условие было соблюдено, то паз будет находиться строго посередине. Чтобы сместить направление обработки, достаточно одеть втулку необходимого размера на один из штырей. При использовании такой насадки необходимо следить, чтобы её края плотно прижимались к бокам в процессе обработки.
Если нужно вырезать паз на узкой поверхности, а необходимой оснастки нет, то эта проблема решается при помощи двух досок. Они крепятся с обеих сторон изделия в одну плоскость. А сам электроинструмент фиксируется параллельным упором.
Применение такой насадки для фрезера под дверные петли позволяет:
- Сделать максимально точную выемку не затратив много усилий.
- Минимизировать возможность появления ошибки, вероятность которой очень высока без использования шаблона.
Электронная библиотека
Общетехнические дисциплины / Режущий инструмент / 6.1.4. Фрезы с механическим креплением неперетачиваемых пластин твердого сплава и сверхтвердых материалов
Фрезы с механическим креплением МНП широко применяются на универсальном оборудовании, станках с ЧПУ и ГПС. Они обеспечивают большую стойкость и производительность по сравнению с фрезами других конструкций, допускают использование различных инструментальных материалов при уменьшении номенклатуры фрез. Исключение операций пайки и заточки ножей снижает брак и дает возможность использовать сплавы, трудно поддающиеся пайке.
Наибольшее распространение получили торцовые, концевые, торцово-цилиндрические, дисковые и другие фрезы с МНП, которые практически заменили фрезы предыдущего поколения.
Конструкции фрез с МНП отличаются большим разнообразием, и многие из них нормализованы и стандартизированы. На рис. 6.9 показана типовая конструкция стандартной фрезы с МНП (ГОСТ 26595-85).
Рис. 6.9. Торцовая фреза с механическим креплением пятигранных МНП
Такие фрезы выпускаются с трехгранными (), четырехгранными (), пятигранными () и круглыми пластинами из различных твердых сплавов диаметром 100…200 мм. В корпусе 1 фрезы имеются пазы с установленными державками 6 со штифтами 7, на которые надеты режущие пластины 8. На корпусе расположено кольцо 2, имеющее отверстия для зажимных винтов 5, ввернутых в хвостовики державок. Для более удобной сборки фрезы предусмотрены пружины 3 и шайбы 4, поджимающие режущую пластину к базовым поверхностям корпуса и державки. Окончательно пластину закрепляют винтом 5 при втягивании державки, которая штифтом прижимает режущую пластинку к специально выполненным в кольцевом желобке 10 фаскам 9. Форма желобка соответствует форме пластины.
Торцовые насадные фрезы с механическим креплением твердосплавных пластин в блоках представлены на рис. 6.10. Четырехгранные пластины 2 могут крепиться прямо к блоку 4, размещенному в пазах корпуса 1, винтом 3 (см. рис. 6.10,а). Фрезы с таким креплением пластин отличаются универсальностью, так как позволяют на базе одного корпуса получать фрезы для различных работ путем замены блоков с пластинами одной формы на другую. Подобные фрезы выпускает (Австрия).
Крепление трехгранных пластин 2, установленных в блоке 3, но закрепляемых клином 5 через корпус 1, показано на рис.6.10,б. Эти фрезы отличаются наличием регу
лировки в осевом направлении блока 3 с помощью эксцентрика 6 и выпускаются по ОСТ 23.5.398-81.
Фрезы с тангенциальным расположением твердосплавных четырехгранных пластин (рис. 6.11) состоят из корпуса 1 с гнездами под пластинки, пластинок 2, винтов-коромысел 5, шариков 4 и гаек 3.
Рис. 6.10. Фрезы торцовые насадные, блочные
Рис. 6.11. Фреза с тангенциальным расположением твердосплавных четырехгранных пластин
Пластинки в корпусе закреплены тангенциально, при этом усилие резания действует в направлении большей стороны пластинки, за счет чего нагрузки на пластинку могут быть повышены. Смена пластинок осуществляется поворотом гайки 3; при этом винт-коромысло 5 перемещается вдоль оси, касается шарика 4 участками своей канавки возрастающей глубины и освобождает пластинку. После поворота или замены пластинки винт-коромысло 5 с помощью гайки перемещается в обратном направлении и прижимает пластинку к базовым поверхностям корпуса.
Аналогичный способ крепления режущих пластин использован в конструкции фрезы с механическим креплением режущих пластин из керамики.
Широкое применение получили также концевые и торцово-цилиндрические фрезы с МНП. Концевые фрезы с механическим креплением пятигранных или ромбических пластин (рис. 6.12) состоят из корпуса 1 с гнездом под пластинки и конического хвостовика для крепления на станках. В корпус вставляется и закрепляется винтом 5 втулка 3, на которой в радиальном направлении базируются режущие пластины 2. Пластинка опирается на основание гнезда корпуса и прижимается к базовым поверхностям корпуса и втулки с помощью пружинящего штифта 4. Смена лезвия после его затупления осуществляется выпрессовкой штифта 4, поворотом или заменой пластинки и запрессовкой штифта. Кроме стандартных твердосплавных пластинок в корпус фрезы можно вставить и другие пластинки. Такие фрезы выпускаются по ТУ2- 035-476-76 диаметра
ми от 20 до 50 мм (четырехгранные пластинки) и от 40 до 63 мм (пятигранные пластинки).
Рис. 6.12. Концевая фреза с механическим креплением МНП
Обычно концевые и торцово-цилиндрические фрезы изготавливают с углом в плане с треугольными и квадратными пластинами, хвостовые фрезы с D
=16…40 мм и насадные с
D
=50…10 мм. Пластины с положительным или отрицательным передним углом закрепляются в корпусе винтом, клином или прижимной планкой. Квадратные пластины располагаются на зубьях в шахматном порядке и закрепляются винтами, при этом угол наклона зубьев должен быть в пределах 6…150.
Пластины, расположенные у торца, упираются в цилиндрические штифты, предохраняющие их от сдвига в осевом направлении. Некоторые конструкции концевых и торцово-цилиндрических фрез выпускают по ОСТ 23.5.333-80.
Израильская фирма ISCAR предлагает потребителю широкую гамму концевых копировальных фрез (рис. 6.13) оригинальной конструкции с механическим креплением МНП сферической формы с радиусом R
=4…10 мм.
Эти фрезы выпускают с нормальной и с удлиненной рабочей частью. Фрезы с нормальной рабочей частью имеют цилиндрический корпус, а с удлиненной – конический для обеспечения достаточной жесткости в процессе резания.
В фрезах с R=4 и 5 мм МНП 1 (см. рис. 6.13,а и б) закрепляют в гнезде корпуса 2 с помощью винта 3. Боковые поверхности 4 гнезда и МПН образуют жесткое соединение типа «ласточкина хвоста», что препятствует сдвигу пластины под действием сил резания в процессе обработки.
МНП для фрезы с R
=4 мм имеет одну режущую кромку, а для фрезы с
R
=5 мм – две (рабочую и запасную). Специальная форма передней поверхности этих пластин облегчает процесс стружкообразования.
В фрезах R
=6, 8 и 10 мм (рис. 6.13,в) используются МНП с двумя симметрично расположенными режущими кромками и установочной поверхностью V-образной формы. В корпусе 2 фрезы выполнен паз, дно 3 которого является опорной поверхностью для МНП и имеет ответную V-образную форму.
Прорезь 4 паза, более узкая и длинная, чем прорезь дна 3, отделяет упругую часть корпуса фрезы (упругий прихват) от жесткой части. Закрепление МНП прихватом осуществляется с помощью специального винта 5. Пластина имеет поперечную режущую кромку (как у сверла), что обеспечивает ее врезание в обрабатываемый материал.
Рис. 6.13. Копировальные концевые фрезы с механическим креплением МНП с R=4 мм (а), 5 мм (б) и 6…10 мм (в)
Опорная поверхность МНП, обращенная к упругому прихвату, и сопряженная с ней поверхность прихвата имеют также V-образную форму (угол раскрытия примерно 1700). Наличие двух опорных поверхностей V-образной формы исключает смещение пластины относительно оси фрезы в процессе резания.
Для обработки закаленных сталей и высокопрочных чугунов применяют фрезы, оснащенные сверхтвердыми материалами (СТМ) различных марок и керамикой. По сравнению с твердосплавными такие фрезы обеспечивают повышенные в 4…10 раз скорости резания, но при уменьшенных до 4 раз подачах на зуб; при этом достигается шероховатость обработанной поверхности как при шлифовании.
В России разработана гамма насадных сборных торцовых фрез с механическим креплением круглых и многогранных пластин из СТМ и керамики диаметром 100-400 мм (ТУ2-035-918-83, ТУ2-035-713-80, ТУ2-035-624-84). Практическое применение нашли три разновидности фрез: с механическим креплением ножей (вставок), оснащенных композитом; с механическим креплением пластин и с механическим креплением кассет с режущими пластинками. Некоторые конструктивные варианты этих разновидностей фрез показаны на рис. 6.14 — 6.16. В корпусе 1 многозубой торцовой фрезы (рис. 6.14) ножи 2 расположены под углом 100 к оси фрезы и крепятся винтом 5 и втулкой 4, имеющей угловую лыску.
При завинчивании винта втулка, перемещаясь, заклинивает вставку в отверстии. Винты 6 предназначены для регулировки ножа 2 после его заточки или замены. Фрезы этого вида изготавливаются по ТУ2-035-918-83 диаметром 80…200 мм и оснащаются композитом 01.
Разработаны и серийно выпускаются торцовые одно- и двухступенчатые фрезы с механическим креплением круглых, квадратных и ромбических пластин из композита. Конструкция хвостовой торцовой фрезы диаметром 20…63 мм с механическим креплением круглых или ромбических пластин из СТМ представлена на рис. 5.15. Инструмент состоит из корпуса 1 и режущих пластин 2, закрепляемых в корпусе прихватом 3 и винтом 4.
В двухступенчатых фрезах (ТУ2-035-713-80) пластины расположены в два ряда, а упорные поверхности гнезд смещены на 1,5 мм. Закрепление пластин обоих рядов осуществляется одним прижимом. Пластины внешнего ряда производят черновую обработку, а
пластины внутреннего ряда – получистовую обработку. Такие фрезы изготавливаются со сменными пластинами из композита 05 в диапазоне диаметров 100…400 мм.
Рис. 6.14. Многозубая торцовая фреза с ножами из композита
Рис. 6.15. Хвостовая торцовая фреза
Рис. 6.16. Насадные сборные торцовые фрезы с осевым регулированием
пластин из СТМ и керамики
Главным направлением развития конструкций торцовых фрез с пластинами из СТМ и керамики является использование кассетного принципа (рис. 6.16). Например, показанный на рис. 6.16 вариант использования фрезы диаметром 125…250 мм, предназначен для работы на станках с ЧПУ, а диаметром 315…800 мм на специальных тяжелых станках и станках, встраиваемых в автоматические линии. Фреза состоит из корпуса 1 и кассет с режущими пластинами 8. Кассеты состоят из державки 6, прихвата 9, крепежного винта 7, сухаря 4 и регулировочного винта 3 с ограничительной шайбой 5 и крепятся в пазах корпуса винтами 2.
Фрезы, оснащенные СТМ и керамикой, следует эксплуатировать на металлорежущих станках повышенной, высокой и особо высокой точности и имеющих высокий верхний предел частоты вращения шпинделя 3000 об/мин и более.