Общие сведения
Паяльная паста представляет собой пастообразную массу, которая состоит из множества маленьких частиц припоя сферической формы, флюса и разных добавок. Зачем она нужна и что с ней делать?
Пасты паяльные используются для поверхностного монтажа электронных компонентов методом пайки на печатных платах, гибридных интегральных схемах, подложках из керамики. После нанесения на поверхность состав сохраняет активность в течение нескольких часов. Сфера применения – промышленность.
Монтаж плат с использованием трафарета и паяльной пасты
Применение компонентов поверхностного монтажа значительно повышает технологичность платы. Мы подготовили видеоурок об установке SMD-компонентов при помощи паяльной пасты и трафарета. Собирать будем нашу плату EduBoard.
EduBoard
Применение паяльной пасты в монтаже
Паяльная паста по сути смесь гранул припоя и флюса. Если нанести ее контактные площадки, установить элементы, а затем оплавить можно увеличить производительность и качество сборки. Продается она вот в таком виде:
Паяльная паста
В промышленных условиях ее наносят при помощи латунных трафаретов, установленных в специальные принтеры, затем автомат расставляет компоненты и производится оплавление в инфракрасной печи. Но все это очень дорого и мы решили попытаться использовать этот метод в условиях нашего маленького монтажного участка. Сразу нужно сказать, что метод применим только для плат с нанесенной маской.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.
Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты. От концентрации металла также зависит и выбор способа нанесения. Так, если паяльная паста содержит его в объеме 80%, наносить ее следует трафаретным способом, если 90% — дозированием.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.
Что такое микросхемы BGA
В зависимости от назначения и устройства микросхемы бывают разного размера, что в свою очередь влияет на диаметр и шаг шариков.
Например, мост от материнской платы компьютера и процессор от смартфона отличаются колоссально (еще меньше разве что шарики от процессора к подложке).
Так же BGA микросхемы часто покрывают компаундом в целях охлаждения, защиты от влаги и механического воздействия, однако при этом получается намного сложнее сделать замену такой микросхемы.
Свойства
Вязкость
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Осадка
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Клейкость
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Накатка шаров
При накатке шаров необходимо использовать чистый и ровный трафарет (особенно при пайке пастой).
Пример гнутого и грязного трафарета. Он не подойдет для накатки.
Если вы будете использовать гнутый и не ровный трафарет во время накатки шаров с помощью паяльной пасты, то весь припой слипнется под трафаретом. Это бесполезно.
Сама микросхема очищается от старых шаров, но не под корень, чтобы было легче установить ее на трафарет. Трафарет нужно установить ровно, чтобы все контактные площадки было видно через трафарет, без перекосов.
Пайка небольшой BGA eMMC микросхемы
Чистим микросхему изопропанолом. Ее контакты должны быть ровными. Если есть припой — удалите паяльником. Микросхему и трафарет во время пайки надо класть только на салфетки или деревянные дощечки. Металлическая поверхность будет впитывать в себя тепло, а деревянная, бумажная или воздушная нет.
Чем крепить микросхему к трафарету
Есть несколько вариантов. Первый — это термоскотч. Он быстро крепится, не оставляет после себя много клея и не экранирует высокую температуру. Из недостатков — быстро отклеивается и не надежно крепится по сравнению с алюминиевым термоскотчем скотчем.
Алюминиевый скотч надежно крепится к плате, но оставляет после себя много клея и экранирует температуру.
С одной стороны, алюминиевый лучше крепится, с другой быстрее и практичнее использовать обычный термоскотч. Начните учится с алюминиевого, пробуйте разные варианты.
Нанесение пасты
Пасту наносим обычной зубочисткой или лопаткой. Можно использовать ватные палочки, но они впитывают в себя много пасты.
На поверхности трафарета не должны оставаться большие комки припоя, иначе они слипнуться и придется их отпаивать.
Придерживание трафарета
Если во время нагрева трафарет начинает гнуться, и не получается нанести шары, то его нужно придерживать пинцетом.
Давить нужно не сильно, небольшим давлением. Нагреваем трафарет сначала до 100 °C, затем увеличиваем до температуры плавления пасты. Обычно это от 200 до 260 °C. Шарики должны сформироваться постепенно. Если быстро повысите температуру — флюс в паяльной пасте начнет кипеть и припой выпрыгнет с трафарета. Придется начинать все заново
Стекло и тачскрин
Также можно использовать стекло или тачскрин, чтобы придерживать трафарет.
Если перепады температур и давление буду высокими, то стекло может треснуть и лопнуть. Будьте осторожней и внимательны, используйте защитные очки.
Как снять микросхему с трафарета
Нельзя резко снимать микросхему с трафарета, гнуть его или выковыривать. Можно погнуть трафарет или сорвать BGA контакты. Если не получается снять микросхему, посмотрите на сторону отверстий. Припой на лицевой стороне не должен слипнуться с трафаретом. Попробуйте почистить трафарет с микросхемой изопропанолом или бензином Калоша щеткой несколько раз.
Далее, нагрейте микросхему до 120 °C в течении 30 секунд. Микросхему можно снимать пинцетом и только слегка разогнув трафарет, без резких движений.
Видео с примером
На видео используется другая микросхема, и пайка без пинцета.
Перекатываем шары на южном мосте
На этой микросхеме сначала нужно восстановить контакты.
Восстановление контактов
Наносим паяльную пасту тонким слоем и начинаем греть феном с 100 °C, плавно повышая до 200 °C.
И паяльная паста начинает зауживать контакты микро шариками. Почему не паяльником и обычным припоем? Они хуже подойдут для такой работы. Фен равномерно нагревает контакты, и микро шарики не слипаются сразу в большой комок припоя. А остальной припой убираем паяльником.
Один из участков восстановлен.
Таким образом проходим по всем контактам. После восстановления и удаления лишнего припоя чистим контакты изопропанолом и ватой.
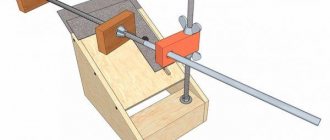
Еще один способ крепления
Микросхема большая, поэтому трафарет одиночный. Для одиночных трафаретов есть специальный крепеж. Это каретка с двумя фиксаторами и пружина. Крепится шестигранником.
Фиксируем микросхему в крепеже и ровняем ее согласно шагу трафарета.
Нанесение пасты и пайка
Наносим паяльную пасту равномерно по всей площади.
На контактах микросхемы должно быть достаточно пасты, без дефицита и без перебора.
Круговыми движениями прогреваем трафарет сначала до 100 °C. Плавно повышаем температуру и одного края медленно нагреваем до 200 — 250 °C. Постепенно паста начнет превращаться в припой.
Чистим трафарет изопропанолом, чтобы разбавить флюс. Снова нагреваем трафарет до 100 °C в течении 20 секунд.
При помощи лезвия аккуратно поддеваем трафарет без резких движений со всех сторон и он сам отлипнет от южного моста (микросхемы).
Чистим микросхему от ненужных шариков и флюса. Теперь осталось подравнять шарики. Наносим флюс каплями по всей площади.
Нагреваем микросхему и шарики начинают равномерно распределяться на своих местах. После этого снова чистим микросхему от флюса.
Крепим трафарет к микросхеме и проверяем качество и наличие шариков.
Результат пайки.
Немного о нижнем подогреве
Далее, микросхема припаивается к плате. Такие массивные BGA детали трудно припаять к плате только с помощью фена. Мастера в сервисных центрах используют нижний подогрев. Он помогает разогреть плату. Обычно используются инфракрасные паяльные станции для пайки материнских плат.
Несмотря на то, что мобильные BGA микросхемы можно паять только феном, для уменьшения риска плохой пайки или отрыва контактов, мастера также используют нижний подогрев. Он меньше, чем для материнских плат, но не менее эффективен.
Готовые шары и способ нанесения
Отличается от пасты способом нанесения. Нанесите на микросхему флюс. Он нужен для того, чтобы склеить микросхему и трафарет на время пайки. И затем положите в контейнер трафарет с приклееной микросхемой и насыпьте шарики нужного диаметра. Зубочисткой распределите шарики и удалите лишние.
Пайка аналогична пасте.
Паяльная паста: как пользоваться
Правила эксплуатации условно можно разделить на три блока:
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.
2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность – 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:
- нанести на трафаретное полотно приблизительно 2/3 от всего количества паяльного вещества;
- учитывая скорость производственного процесса, по мере использования нанесенной пасты необходимо добавлять небольшими порциями оставшееся паяльное вещество;
- если печатные работы завершены, а паяльная паста для поверхностного монтажа осталась, ни в коем случае нельзя смешивать ее с новой, а хранить следует в отдельной емкости в холодильном оборудовании;
- если паяльные работы не окончены, для их продолжения можно использовать как начатую паяльную пасту, так и новую, главное условие здесь – смешать ранее вскрытую пасту в соотношении 1:2 с новой и тщательно перемешать для получения однородной массы;
- монтаж компонентов на печатную плату следует произвести как можно быстрее, собственно говоря, такими же ускоренными темпами ее нужно потом и пропаять;
- в случае возникновения вынужденной паузы в работе, которая превысит 60 минут, остатки паяльной пасты (то есть той пасты, которая была нанесена на трафарет, но использована не до конца) убрать в специальную емкость и плотно ее закрыть;
- в целях получения высококачественной трафаретной печати рекомендуется производить очистку трафаретного полотна каждые 40-45 минут.
Припой паста. Пайка.
Поскольку я получаю большое количество вопросов, сегодня хочу подробно рассказать об очень удобном, но пока многим незнакомом припое в виде пасты. Думаю, что эта информация будет полезна для всех, кто ещё не знаком с этим припоем. Припой представляет собой уже готовую к работе смесь припоя, соединительной пасты и флюса. Поставляется в шприцах со специальными насадками (аппликаторами) для дозированной подачи припоя. Есть специальные составы для меди, латуни, серебра. Они отличаются процентным соотношением входящих в них компонентов, составом и, следовательно, отличаются цветом шва. Но принцип работы у всех этих припоев одинаковый. Начало работы: Спаиваемые поверхности должны быть очищены от окислов и как можно плотнее соприкасаться друг с другом. Лучше, чтоб щель между деталями вообще не была видна на просвет. На фото пластина меди толщиной 0.4 мм, к которой мы будем припаивать каст шириной 3.18 мм и толщиной 0.3 мм.
Флюс на место пайки наносить не нужно, т.к. он уже присутствует в пасте. Припой наносится через аппликатор. Можно полоску-колбаску (как на фото ниже), можно змейкой. Я, к примеру, иногда просто выдавливаю немного пасты из шприца и наношу его титановой палочкой, или, если она горячая – обычной деревянной зубочисткой.
Внимание! Дотрагиваться аппликатором до разогретых деталей нельзя. Припой в аппликаторе моментально схватывается и его придётся чистить тонкой проволокой под струей горячей воды.
Затем начинаем горелкой прогревать всё изделие плавными круговыми движениями. В припое вначале дымит, горит и выгорает соединительная паста (желательно работать в проветриваемом помещении), потом начинает течь флюс (как масло — темное пятно) А затем, на разогретом докрасна металле, начинает плавиться припой (блестящий, сверкающий). Как только он начинает плыть-течь — убираем горелку. На фото — припой после пайки.
Сразу после отбела пайка выглядит так:
После отбела изделие проходит обработку, следы припоя удаляются, изделие шлифуется, полируется, патинируется.
Небольшое видео неспешного процесса пайки. На нем хорошо видны все этапы плавления припоя.
Как правильно заметили в комментариях, припоя для пайки нужно значительно меньше. В ролике его использовано избыточное количество для наглядности процесса.
И ещё:
Две самые распространенные проблемы при пайке:
1. Припой растекся, а детали не спаялись. Причины: — детали были не плотно подогнаны друг к другу. — вы перегрели одну из деталей и весь припой «ушёл» на неё.
Не забываем, что расплавленный припой растекается по поверхности не влево-вправо и не вперёд-назад, а только в сторону наибольшего разогрева металла. Поэтому, если вы, к примеру, к массивному основанию припаиваете небольшой элемент, нужно следить, чтоб обе части были разогреты одинаково. Если небольшой элемент разогреется сильнее основания, припой может весь стечь на него, не заполнив шов.
2. Припой не растёкся, а подымил, высох и стал рассыпчатым и похожим на глину. Шва нет. Причина: — недостаточная температура разогрева металла. Необходимо увеличить либо мощность горелки, либо время нагрева.
Пожалуйста, обратите внимание!
Температура плавления припоя около 700 градусов по Цельсию (не будем брать во внимание solidus и liquidus). Поэтому горелка должна иметь мощность, чтоб разогреть поверхности спаиваемых деталей как минимум до этой температуры. Любой припой должен плавиться не от пламени горелки, а от температуры разогретого горелкой спаиваемого металла. Небольшими горелками с пьезоподжигом типа горелка- карандаш, Dremel и т.п. можно спаять лишь небольшие детали! Поэтому, лучше их купить потом, если в этом будет необходимость. Среднее колечко или кулон проще и удобнее будет паять горелками класса Proxxon, Blazer и т.д. В продаже много и китайских качественных горелок. Желательно начинать работу примерно с таких горелок.
Можно «увеличить» мощность горелки, положив изделие на поверхность с хорошей теплоотдачей (угольный, пористый или сотовый блок для пайки). Либо сделать своего рода «пещерку», закрыв место пайки с трёх сторон негорючим материалом (кусками тех-же блоков для пайки) Для того, чтобы паять вещи покрупнее, например, браслет, потребуются горелки помощнее: из бюджетных хорошо подойдет насадка с пъезоподжигом и регулировкой газа. Такие сейчас в большом количестве продаются в магазинах.
Либо это могут быть бензиновые, инжекционные пропановые (как к примеру ORCA) или кислородные (пропан/кислород). Но, это уже совсем друга тема. Если у вас остались ещё какие-либо вопросы, пишите — обсудим.
Каплеструйный метод
Диспенсерная печать – способ нанесения паяльного вещества посредством его «выстреливания» при практически комнатных температурных показателях (около 30 градусов) из картриджа через эжектор на печатную плату именно в то место, в которое следует нанести пасту, исходя из схемы платы. Картридж находится в постоянном движении, следуя по ординате и абсциссе над поверхностью печатной платы. От него зависит правильность нанесения паяльного слоя. Картридж останавливается именно там, где нужно, и точно в то время, когда нужно, благодаря исправно функционирующей приводной системе. В домашних условиях могут использоваться не эжектор и картридж, а другой дозатор паяльной пасты – шприц.
Что такое СМД и основные принципы
Применение флюса для пайки СМД компонентов имеет свои особенности, которые позволяют улучшить соединение поверхности микросхем и плат. Общая рекомендация по применению флюса для пайки SMD эффективны к чип-резисторам, а также SOIC, LQFP, QFN и другие. Нанесение тончайшего слоя материала позволяет осуществлять производственную пайку без ущерба качества. Кстати, дословно с английского значение паста для пайки SMD, переводится как «использование компонентов для поверхностной пайки»(Surface Mounted Devices). Как видно из рабочего названия пасты, она позволяет обеспечить достаточную монтажную плотность соединения по сравнению с обычными технологиями.
Процесс пайки SMD компонента
Большинство умельцев ошибочно считает, что использование СМД-компонентов непрактично в домашних условиях. Большинство мастеров считает, что только ТН-технология может понадобиться в домашних условиях, хотя главная проблема, это выбор правильного диаметра жала паяльника. Неопытные мастера действительно не знают тонкостей применения пайки SMD паяльной пастой, так как результатом работы является «заляпывание» оловом СМД – контактов печатной платы. Чтобы избежать типичных ошибок, следует учитывать некоторые параметры: капиллярный эффект, который должен иметь тонкую структуру строения, а также поверхностное натяжение и правильное смачивание обрабатываемой поверхности. Игнорирование поставленных задач не сможет в полной мере ответить на трудный вопрос, какой флюс лучше для пайки SMD в домашних или промышленных масштабах.
Качественный контакт с ножками микросхемы платы с SMD компонентами происходит по одной простой причине, эффект начинает оказывать сила общего действия натяжения, которая формирует отдельные независимые капли образования на поверхности платы олова.»
Как видно из общего описания, действия мастера сведены к минимуму и флюс для пайки SMD компонентов осуществляет только разогрев ножек применяемых частей микродеталей. Помните, при работе с очень мелкими компонентами и деталями может произойти схватывание (непредвиденное соединение) технологических элементов к жалу работающего горячего паяльника, что негативно сказывается на дальнейшей работе микросхемы.
Трафаретный метод
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом – ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
- Шаг 1. Зафиксировать паяльную поверхность (плату) в рабочей зоне.
- Шаг 2. Совместить с абсолютной точностью паяльную плату и трафарет.
- Шаг 3. Выдавить или нанести необходимое количество паяльной пасты на трафаретное полотно.
- Шаг 4. Нанести пастообразное вещество через трафарет, используя ракель.
- Шаг 5. Проверить качественные характеристики нанесения паяльного вещества.
- Шаг 6. Снять паяльную поверхность.
- Шаг 7. Произвести очистку трафарета.
Условия хранения
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:
- температура помещения, где хранится вещество, не должна превышать 25°С;
- температурный диапазон хранения пасты зависит от производителя и может находится в пределах 4-10°С;
- годность пасты при хранении в рекомендуемых условиях для составов с водосмываемыми флюсами составляет 3-6 месяцев, а с несмываемыми – 6-12 месяцев;
- пайка паяльной пастой должна осуществляться в помещении, где показатель относительной влажности соответствует 60-80%.
- начатые пасты разрешается хранить не более 12 часов;
- в целях снижения степени деградации, которая осталась от предыдущего процесса пайки, в новых паяльных работах пасту задействовать можно, но только с добавлением новой;
- банки, картриджи и шприцы с паяльным веществом хранить следует только в вертикальном положении, наконечниками шприцов вниз для исключения возможности расслоения.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов. В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Читать также: Фильтр для центробежного насоса
Температурный режим
Паяльные пасты чувствительны к существенно низким и высоким показателям температуры. Учитывая то, что в основе содержатся два материала различной плотности (флюс и припой), считается возможным естественный процесс расслоения флюса и других составных элементов паяльного вещества, а также возникновение тоненького слоя флюса над поверхностью. Нахождение пасты под воздействием высоких температур продолжительное время приводит к значительному расслоению флюса и оставшейся пасты, является причиной образования толстого приповерхностного слоя флюса. Что же получается в результате? А получается, что паста паяльная лишается своих свойств, а, следовательно, нанесение ее на поверхность будет дефективным. Температурный режим, показатели которого выше 30°С, и вовсе спровоцирует химическое разложение паяльного вещества.
При воздействии низких температурных показателей паста теряет свою смачивающую способность, поскольку активаторы флюса частично или полностью переходят в осадок. Составы некоторых производителей все же можно хранить при температуре от –20 до +5°С.
Воздействие влаги
Наиболее пагубное воздействие на паяльную пасту оказывают не низкие и высокие температуры, а влага. Если уровень влажности повышен, припойные шарики, находящиеся в составе пасты, начинают окисляться быстрыми темпами, что приводит к трате активаторов флюса с целью произведения очистки шариков, а не на паяемые поверхности, как это должно быть. При попадании влаги паста растекается, образуются перемычки и шарики припоя, разбрызгивается флюс/припой, смещаются электронные компоненты в процессе пайки, уменьшается время удержания компонентов электронного типа.
Чем и как паять микросхемы
Современные радиоэлектронные устройства невозможно представить без микросхем – сложных деталей, в которые, по сути, интегрированы десятки, а то и сотни простых, элементарных компонентов.
Микросхемы позволяют сделать устройства легкими и компактными. Рассчитываться за это приходится удобством и простотой монтажа и достаточно высокой ценой деталей. Цена микросхемы не играет важной роли в формировании общей цены изделия, в котором она применяется.
Если же испортить такую деталь при монтаже, при замене на новую стоимость может существенно увеличиться. Несложно припаять толстый провод, большой резистор или конденсатор, для этого достаточно владения начальными навыками в пайке.
Микросхему же надо припаивать совсем иным способом.
Чтобы не произошло досадных недоразумений, при пайке микросхем необходимо пользоваться определенными инструментами и соблюдать некоторые правила, основанные на многочисленном опыте и знаниях.
Оборудование для пайки
Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Паяльник для пайки микросхем должен быть маломощным, желательно рассчитанным на напряжение питания 12 В. Жало такого паяльника должно быть остро заточено под конус и хорошо облужено.
Для выпаивания микросхем может быть применен вакуумный оловоотсос – инструмент, позволяющий поочередно очищать ножки на плате от припоя. Этот инструмент представляет собой подобие шприца, в котором поршень подпружинен вверх. Перед началом работ он вдавливается в корпус и фиксируется, а когда необходимо, освобождается нажатием кнопки и под действием пружины поднимается, собирая припой с контакта.
Более совершенным оборудованием считается термовоздушная станция, которая позволяет осуществлять и демонтаж микросхем и пайку горячим воздухом. Такая станция имеет в своем арсенале фен с регулируемой температурой потока воздуха.
Очень востребован при пайке микросхем такой элемент оборудования, как термостол. Он подогревает плату снизу, в то время, как сверху производятся действия по монтажу или демонтажу. Опционально термостол может быть оснащен и верхним подогревом.