Коррозия представляет большую опасность для металла. Это процесс приводит к его постепенному разрушению, выходу из строя крупных металлоконструкций. Ситуация представляет опасность для человека и оборудования.
Но коррозия металла часто связывается только с его поверхностью. Это неверно.
Ржавчина может развиваться и в сварных швах. Даже если лист или стальная деталь хорошо защищены от коррозионного поражения, опасность для мест соединения остается высокой.
Чтобы не допустить развития процесса, потребуется защита сварных швов от коррозии. Рассмотрим, каким образом обеспечить безопасность и на что стоит обратить внимание в первую очередь.
Причины появления коррозии при сварке
Появление коррозии в первую очередь на сварных соединениях, объясняется двумя причинами:
- разрывом первичных межкристаллических связей и получением новых, отличных по своим механическим свойствам от прежних, а также появление напряжений в структуре металла.
- изменением химического состава, появлением оксидов (эндогенных неметаллических включений), являющихся концентраторами напряжений в структуре;
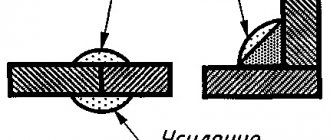
- образованием гальванической пары за счет изменений в хим. составе сварного шва.
Влияние вышеперечисленных изменений возрастает пропорционально степени и интенсивности, количеству и размерам. Скорость протекания реакции окисления дополнительно определяется условиями работы: климатической составляющей, физико-химическим воздействием (рабочей средой).
Лужение сварных швов
При использовании этого способа на сварочный шов наплавляется другой материал, который и выступает в роли защиты. Для этих целей обычно применяется олово либо его сплавы.
После шов обрабатывается механическим способом, пока не удастся получить необходимую форму и толщину. Далее при помощи газовой горелки сварной шов разогревается. Другой рукой подаётся припой. В процессе его плавления олово потихоньку растекается. После остывания припоя появляется защитная пленка.
Этот метод подходит для бытовых условий. Необходима лишь горелка и олово. Времени на все это потребуется немного.
Стоит понимать, что для каждого метода стоит создать соответствующие условия.
Виды коррозии сварочного шва
На данный момент достаточно изучили, какие существуют виды коррозионного разрушения сварных соединений и в зависимости от характера их действия, к ним применяются соответствующие меры защиты.
По характеру разрушения коррозия подразделяется на 3 типа:
- Сплошная
Преобладает преимущественно в углеродистых нелегированных или мало легированных сталях с однородной структурой. Шов, вне зависимости от марки стали, всегда разрушается более интенсивно, чем целостная плоскость.
Внешний вид сплошной коррозии
- Точечная или местная
К такому виду разрушения предрасположена сталь неоднородная по своему химическому составу. Такая коррозия развивается в слабо ржавеющих сталях типа Х12МФ или в сварных швах, обедненных хромом. Обуславливается также и условиями эксплуатации.
Местная коррозия металла
- Межкристаллитная или ножевая
Наиболее опасный вид коррозии. Разрушение происходит по границам зерен металла по всей толщине. Подвержены этому «заболеванию» аустенитные (нержавеющие) стали, подвергающиеся продолжительному нагреву свыше 600 ºС, в том числе и свариванию.
Межкристаллитная коррозия металла
Гальваническая пара также способствует этому виду разрушения: сварное соединение после расплавления меняет свой химический состав и при воздействии на него электролита, в качестве которого может выступать даже вода, истощается в первую очередь. Такой вид коррозии «работает» одновременно может работать на большой площади металла, который разрушается даже при небольшой нагрузке.
Антикоррозийная защита сварных соединений – как сделать это качественно
- Главная
Далеко не все задумываются о том, что сварные швы нуждаются в дополнительной защите от коррозии. Какой бы вид сварки вы не использовали, от нагрева в местах соединения деталей защита металла слабеет перед коррозией. Даже если до этого вы защищали участок самым современным и надежным антикоррозийным покрытием. Сварные швы в любом случае нуждаются в восстановлении цинкового покрытия после сварки.
Не стоит забывать, что сварные швы – это основа прочности конструкции, именно на них приходится основная нагрузка при дальнейшей эксплуатации. Поэтому именно сварные швы должны быть максимально защищены от коррозии, в первую очередь, чем вся остальная конструкция.
К счастью, сегодняшние технологии позволяют без особого труда и быстро нанести защиту на сварные швы, которая прослужит не один десяток лет, как и вся конструкция.
Нужно ли готовить сварной шов под нанесение покрытия?
Для качественной антикоррозийной защиты сварных соединений специалисты рекомендуют защищать сварные швы от коррозии не позднее 3 дней после сварки, так что затягивать с этой процедурой не стоит. Перед нанесением покрытия сварные швы тщательно зачищают наждачным кругом, металлической щеткой или специальным аппаратом для очистки. После очистки швы промывают, протирают и просушивают. Если остались сварочные брызги, остатки шлака, неровности, острые грани, остатки грязи, то рекомендуется их удалить. В общем, поверхность сварных швов должна соответствовать ГОСТам – очистки и подготовки металла под покраску.
Чем защищают сварные швы от коррозии?
Так как сварные швы – самое слабое место перед коррозией в металлической конструкции, то защищать его с помощью простых красок или даже специальных антикоррозийных составов – не целесообразно. Если вы хотите сохранить конструкции не один десяток лет, то необходимо использовать только цинкование.
Самыми эффективными и долговечными являются методы горячего и холодного цинкования. После сборки конструкций и сваривания их частей, применение горячего метода невозможно. А вот холодное цинкование как раз приходит на помощь сварным швам.
Холодное цинкование – это защита от коррозии на 25-50 лет, удобство нанесения, как обычные краски и экономия, за счет отсутствия оборудования, низкой стоимости составов, применения на месте эксплуатации своими силами
Кроме того, существует состав холодного цинкования, идеально подходящий для защиты сварных швов от коррозии – Барьер-Цинк.
Как наносить защиту на сварные швы?
Нанесение холодного цинкования на сварные швы происходит так же, как и при защите обычного участка металла. Можно использовать кисти, валики, аппараты воздушного или безвоздушного распыления. Но, если вы не являетесь профессионалом, а сварные швы у вас небольшого диаметра, то рекомендуем вам применять средство из аэрозольного баллончика. Кстати, Барьер-цинк выпускается и в виде спрея.
Наносить холодное цинкование рекомендуется примерно через 24 часа после непосредственной сварки. Так как швы должны полностью остынуть и «схватиться».
Нужно ли наносить финишное покрытие на сварные швы после холодного цинкования?
Холодное цинкование прекрасно справляется с защитой от коррозии, а вот от ультрафиолета и атмосферных явлений не помешает дополнительная защита. К тому же, холодное цинкование имеет серый матовый цвет. В итоге сварные швы будут сильно отличатся по цвету и выделятся на фоне остальной конструкции. С помощью финишного покрытия вы можете придать сварным швам тот же цвет, что и у всей конструкции, а так же дополнительно защитить конструкцию от ультрафиолета и других явлений природы.
Кстати, холодное цинкование прекрасно сочетается с 99% всех красок любых составов. Особой популярностью пользуются алюминиевые краски, в которых сочетаются – привлекательный блестящий цвет и мощные защитные характеристики. К тому же, блестящий алюминиевый цвет – это очень близкий цвет к горячему цинкованию. Если остальные части конструкции были защищены именно таким способом, то алюминиевая краска вам просто необходима. Рекомендуем также воспользоваться составом в аэрозольном баллончике.
Сколько стоит защитить сварные швы от коррозии?
При использовании Барьер-Цинка, покрытие одного метра сварного шва обойдется вам примерно в 5,5 рублей. Совсем немного, правда? Особенно по сравнению с ценой замены всей конструкции, если она разрушится от коррозии.
Кому стоит позаботиться о защите сварных швов от коррозии?
Защищать сварные швы от коррозии выгодно для всех. Любые конструкции, применяемые как в промышленности, так и для хозяйственно бытовых нужд, прослужат дольше на десятки лет, если защитить сварные швы. Вы сможете сэкономить на замене конструкций и их ремонте, как у себя на даче, так и в бюджете своего предприятия.
Для тех, кто занимается производством и продажей кованых изделий и металлических конструкций, защита сварных швов особо выгодна. Изделия и конструкции, созданные вами, прослужат у их покупателей не 3-5, а десятки лет. Их не нужно будет подкрашивать, дополнительно защищать от коррозии, годами бороться с ее появлением. Все это послужит вам и вашему предприятию отличной рекламой. Кроме того, вы можете дополнительно продавать услугу – защиту сварных швов конструкции от коррозии. Сварщики также могут включать в список своих умений такую выгодную услугу, как защита сварных швов.
ЕСЛИ У ВАС ЕЩЕ ОСТАЛИСЬ ВОПРОСЫ, ЗВОНИТЕ-ПИШИТЕ НАМ!
Из чего состоит журнал
Документ оформляется в виде обложки с титульной и оборотной стороной, а также внутренней части. На последней странице располагаются подписи ведущих журнал лиц и руководителей, проставляются печати. Каждая страница, кроме титульного листа, нумеруется. Документ для удобства прошивается. Обложка может быть выполнена из более плотной бумаги.
В самом начале должна быть указана дата начала ведения журнала и дата окончания его ведения. Если вторая дата обычно проставляется по завершении журнала, то до этого момента он считается бессрочным.
На второй стороне титульного листа заполняется информация:
- Название компании, которая выполняет работы.
- Название конкретного объекта строительства.
- Должность, ФИО и подпись материально ответственного сотрудника, который ведет журнал и несет ответственность за надежность антикоррозионной защиты выполненных сварных соединений.
- Кто разрабатывал проектную документацию и чертежи (наименование организации и ее адрес).
- Шифр проекта.
- При наличии наименование учреждения, которое занималось разработкой проекта, проектировочной деятельностью по этой организации в целом (не обязательная для заполнения информация).
- Предприятие, которое изготовило упомянутые в журнале конструкции (с адресными данными).
- Шифр проекта производства работ.
- Наименование и подпись представителя (либо руководителя) организации-заказчика (если таковая имеется).
- Даты начала и окончания.
Помимо титульной страницы, документ содержит объемную табличную часть. Она располагается на каждой последующей странице и заполняется двумя сотрудниками. Один из них – исполнитель работ, второй – его непосредственный руководитель.
Внимание! Таблица должна заполняться по мере выполнения работ. Каждая графа соответствует одному зачищенному и усиленному соединению. Если в одну рабочую смену была произведена антикоррозионная защита нескольких соединений, то информация о каждом помещается в отдельную строку.
Своевременное и достоверное ведение журнала поможет бухгалтеру с начислением заработной платы, удовлетворит любопытство проверяющих организаций и сделает выполнение работ более упорядоченным процессом, подлежащим учету.
Термическая обработка
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.
Процедура восстановит прочность материала, снизит влияние на швы внутреннего напряжения металла, а также обеспечит стыкам долговечность. А из-за этого станет надежнее и вся конструкция. Но все эти преимущества можно получить, если работу выполнит специалист. Ведь малейшая ошибка приведет к дефектам, которые невозможно будет исправить. Также важно, чтобы во время термической зачистки использовались качественные инструменты, однако, они будут очень требовательны к энергии, это тоже потребуется учесть.
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.
Термическая обработка восстанавливает прочность металла и улучшает свойства соединения
Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Критерии выбора шовного герметика
Для авто создаются разнообразные типы герметиков: для кузова, мест соединения труб, люков. Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки. Самыми эффективными считаются профессиональные типы, которые реализуются в больших объемах, и их целесообразно брать для автомастерских, когда ведется много подобной работы.
Для самостоятельной разовой обработки сварочных швов целесообразно приобретать небольшие тубы по 40-200 грамм. Если берется подобный тип, то желательно оставлять выбор на тубе из алюминия, тара позволяет сохранить технические характеристик без изменения весь срок годности.
Вариант в пластике дешевле, тогда использовать следует герметик, если его срок годности длится еще не меньше полугода.
Есть варианты герметиков в продаже, с предусмотренным наконечником, которым заполнить сварочные швы и углы можно удобно. Кузовной герметик в картриджах можно применять лишь с помощью специального пистолета.
Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки.
Основные методы
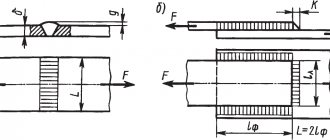
Обработка сварных швов после сварки необходима для повышения их прочностных показателей и защиты от преждевременных разрушений. Соединения обрабатывают разными способами, среди которых наиболее распространенными являются:
- термический. Позволяет ликвидировать возникшие в процессе сварки остаточные напряжения. Проводится путем общего прогрева, когда вся деталь подлежит температурной обработке или локального, когда только соединительный стык прогревается или охлаждается;
- механический. Это своеобразная зачистка сварных швов, в ходе которой с поверхности шовных соединений устраняется окалина и остатки шлаков, а также проверяется их надежность;
- химический. Сущность способа состоит в нанесении на швы специальных составов с целью обезжиривания поверхности, предотвращения образования коррозионных очагов и создания защитного слоя. Как правило химическая обработка сварных швов используется для материалов, эксплуатация которых будет происходить в активных средах. Наиболее доступным и часто применяемым вариантом является обрабатывание соединений лакокрасочными грунтовочными смесями.
Какой из способов лучше сказать затруднительно. Выбирать конкретный метод следует руководствуясь условиями эксплуатации металлоизделий, а также техническими требованиями к конструкции. Довольно часто все три технологии применяют последовательно.