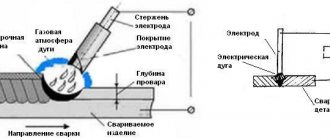
Латунь – это сплав меди с цинком, в незначительном количестве могут присутствовать другие легирующие элементы. И поскольку цинк металл легкоплавкий, температура его плавления в чистом виде 400 оС с «хвостиком», поэтому сварка латуни – занятие неприятное и небезвредное.
Цинк сгорает с выделением гари и неприятного запаха. Для проведения работ нужно обязательно обзавестись респиратором, который вряд ли защитит вас от вредных выделений полностью, но это все-таки лучше, чем совсем без него. Как бы то ни было, для разовой работы респиратора будет вполне достаточно. Цинк находится с медью в связанном на молекулярном уровне состоянии, что приводит к снижению температуры плавления латуни в два раза, если сравнивать с чистой медью. Латунь плавится при температуре около 900 оС.
В связи с вышесказанным, резонно сделать вывод, что латунь все же лучше паять. Пайка лучше всего протекает, когда в руке твердосплавный припой, но с температурой плавления все же более низкой, чем у латуни. Лучше всего подходят медно-фосфорные припои. Оксидная пленка на поверхности цветного металла препятствует смачиванию, растеканию и схватыванию припоя с поверхностью детали, поэтому применяют флюсы, которые окислы снимают. Наиболее известный флюс, о котором все слышали, кто занимается сварочными или паяльными работами, это бура. Ее всегда можно приобрести в ближайшем магазине, и она будет полезна не только для пайки латуни, но и вообще всех медных сплавов, а также стали, чугуна. Есть и специальный флюс, который поможет при работе с латунными изделиями – ПВ209, его чаще используют на производстве.
По некоторым причинам пайка меди все же заменяется сваркой. Какие это могут быть причины?
- Первая, встречаются люди, которые с недоверием относятся к пайке. В некоторых случаях они могут оказаться действительно правы, особенно если деталь будет в работе испытывать какие-то серьезные нагрузки, которые будут ее крутить, изгибать и всячески испытывать эту деталь на прочность. Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики.
- Вторая причина – возможные требования заказчика к однородности основного металла и шовного по цвету. При пайке определенно будут более выражены цветовые различия, так как не образуется сварочная ванна и не происходит перемешивания металлов. Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).
- Третья причина и вовсе прозвучит банально – варят, потому что нет возможности паять, так как из оборудования есть в наличие только сварочный аппарат.
Нужно еще отметить, что латунь варится большинством из известных способов сварки:
- Ручной дуговой (РДС или, как ее сегодня еще называют,ММА);
- Аргонодуговой ( названия — аргонная, АрДС, TIG);
- Газовой ( ацетиленом или пропановым пламенем);
- Контактной.
Из специальных способов сварки можно отметить лазерную и ультразвуковую.
Если говорить об основных сварочных методах, которые используются не только на производстве, но и в гараже нашими кулибиными… Проще всего латунь варится ацетилено-кислородным пламенем. При работе с ТИГом латунь сильно шипит, так как стремительно разогревается до температуры своего кипения, а сам процесс описывают, как достаточно сложный. Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Во всех случаях, теория гласит, что чем больше в присадочном прутке легирующих элементов, которые являются раскислителями, тем лучше. Раскислителями являются, например, такие элементы, как кремний или марганец. Они связывают свободный кислород в расплаве и выводят его на его поверхность в виде шлака. Таким образом, вредная составляющая выводится из металла и в результате снижается количество дефектов – отсутствует пористость или же она сведена к минимум – единичные поры, раковины. Насколько раскислители, которые находятся в сварочной проволоке, влияют на качество шва (латунь) в плане его бездефектности на практике – трудно сказать. Например, при наплавке меди М1 прутком М1 на электротехническую сталь типа 10895 или 10864,10865 ацетилено-кислородной или кислородно-пропановой горелкой наблюдается серьезная пористость наплавленного слоя – частные цепочки пор. Причем тем больше пористость, чем выше интенсивность пламени, его скорость. Дефекты наплавки (или шва) скорее появляются из-за того, что расплавленный металл «обдувается» скоростным пламенем и наличие или отсутствие раскислителей в составе присадки здесь вряд ли что-то может изменить в лучшую сторону. Кардинально ситуацию меняет, например, сварка в аргоне – здесь аргон подается с меньшей скоростью и образует как бы облако газа вокруг сварочной ванны. В результате наплавленный слой практически не имеет пор.
Латунь – это не медь, а сплав на ее основе. Однако, как нам кажется, здесь можно провести определенные параллели. Часто принимается за абсолютную действительность теоретические сведения, которые были выведены в свое время высоколобыми учеными, но имеют к реальности отдаленное отношение. Но вернемся к сварке латуни…
Так как ацетилен наиболее подходящий для сварки латуни метод, остановимся на нем более подробно.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий
Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Сварка латуни с металлами и сплавами
Технология сварки латунных элементов с другими металлами имеет свои особенности, так как на прочность соединения влияют различные физико-химические характеристики сплавов. Чаще всего используется сварка с применением неплавящегося вольфрамового электрода. Хороший результат даёт проведение работ в специальной камере, условия в которой находятся под постоянным контролем.
Разновидности дуговой сварки
Наиболее распространённым является соединение медного сплава со стальными поверхностями. В результате на стали под слоем латуни нередко появляются трещины. Чтобы избежать такого недостатка, рекомендуется в качестве элемента соединения выбирать никелевый сплав. Для сваривания латунной детали с легированной нержавеющей сталью используется присадочный латунный пруток.
Соединение титановых поверхностей с латунными заготовками приводит к созданию хрупких конструкций. Для обеспечения прочности шва следует применить промежуточные титановые вставки. Такие вставки усиливаются методом легирования титана ниобием или молибденом. Физические свойства ниобия сходны с титаном, поэтому этот сплав хорошо контактирует с латунью.
Сварка латуни может производиться самостоятельно без привлечения специалистов по той технологии, которая наиболее подходит для проведения работ. В любом случае процесс должен проходить на открытом воздухе, или в помещении, оборудованном мощными вытяжными устройствами. При этом не следует забывать о средствах индивидуальной защиты:
- маске;
- перчатках;
- очках;
- респираторе;
- специальной одежде.
Подготовка
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Свойства
Латунь как вид цветных металлов, используется часто. Она состоит преимущественно из меди и цинка. Причём, доля последнего может превышать 50% всего состава. Цинк улучшает свойства латуни, делая материал удобным для применения, а цену – доступной.
Основными элементами состава латуни есть медные и цинковые заготовки. Но при выработке этого металла в специальных индукционных печах используют разные легирующие добавки: олово, алюминий, свинец, кремний.
Они существенно улучшают характеристики латуни, делают её более комфортной в применении: метал легче обрабатывать, стойкость к коррозии увеличивается, а сам цинк испаряется меньше.
Да, легирующие компоненты положительно влияют на свойства латуни. Но каково бы нибыло их количество, в процессе сварки все равно возникают трудности. О том, каковы причины осложнений и как сними бороться, мы и расскажем ниже.
Электродуговая
Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Технология сварки цветных металлов на примере меди
К положительным характеристикам меди относятся: высокая пластичность, теплопроводность, теплоемкость, электропроводность и коррозийная стойкость. К этому перечню следует добавить нечувствительность к холоду и сохранение высоких пластических свойств после отжига. Все эти уникальные качества позволяют широко применять медь и ее сочетания в разных отраслях производства.
Отличительные свойства меди: плотность – 8,96 г/см3, относительное удлинение – 50 %, временное сопротивление при отсутствии нагартовки – 20 кгс/мм2 (200 МПа), плавится при температуре 1083 °С.
Чистота меди оказывает непосредственное влияние на ее свариваемость. Лучше свариваются те изделия, в составе которых содержится минимальное количество вредных примесей. Содержание кислорода в раскисленной меди не превышает 0,01 %. Это значит, что она сваривается лучше всего. Примеси, ухудшающие свариваемость меди и понижающие ее механические качества, – свинец, висмут, сера.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Когда в расплавленной меди присутствует водород, он тоже негативно влияет на сваривание. Шов кристаллизуется и происходит объединение водорода с кислородом закиси меди, в результате чего образуются водяные пары. Из-за этих паров и возникает водородная болезнь. Дело в том, что когда сварной шов кристаллизуется, водяной пар пытается вырваться наружу и в результате этих усилий образует множество трещин и пор. Данный процесс отражается в формуле Сu2O+H2=2Cu+H2O↑.
Ручная сварка деталей из цветных металлов выполняется посредством металлических либо угольных электродов с использованием покрытий и флюсов. Кроме того, ее осуществляют в среде защитных газов.
Сварка угольным электродом. Соединять детали из меди следует постоянным током прямой полярности, графитовым или угольным электродом.
Соблюдайте длину дуги 35–40 мм, а в качестве присадочного материала используйте прямоугольные или круглые прутки из меди («M1», «М2») и прутки с присадкой фосфора (раскислитель). Лучше всего, чтобы сечение присадочного прутка было 20–25 мм2. Тогда он не слишком окислится и перегреется в процессе расплавления цветного металла.
В роли флюса здесь выступает смесь из 5%-ного металлического порошкообразного магния и 95%-ной прокаленной буры или плавления бура. Прежде чем приступить к сварке цветных металлов, порошкообразные флюсы следует нанести на свариваемые кромки или поверхность присадочного прутка, смоченную жидким стеклом. А затем просушить их на воздухе.
Перед нанесением флюса промойте кромки свариваемого изделия и присадочный пруток 10%-ным раствором каустической соды или зачистите их металлической щеткой.
Сваривая медные детали угольным электродом, используйте в роли присадочного металла прутки, содержащие не более 1 % серебра, до 0,2 % фосфора, остальное – медь.
Примените предварительный подогрев, чтобы обеспечить хорошее проплавление основного материала и следующего с присадочным. В ходе сварки простых небольших узлов (шин, наконечников) можете выполнять подогрев самой угольной дугой.
Крупногабаритные изделия необходимо предварительно подогреть в электрических печах с защитной атмосферой до температуры +500 °С. В роли защитного газа может выступать азот.
Учтите, что при нагреве выше +400 °С медь начинает интенсивно окисляться. При этом образуется оксид меди (I) (Cu2О), который растворяется в цветном металле. В результате медь становится хрупкой. Поэтому ее обязательно следует нагревать в защитной атмосфере.
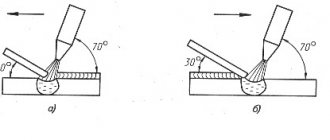
Сваривание медных изделий толщиной до 4 мм угольным электродом выполняют «левым» методом, не скашивая кромки. В этом случае электрод следует разместить между присадочным и наплавленным цветным металлом. А детали толщиной более 4 мм сваривают со скосом кромок, «правым» методом. Тогда угол разделки составляет 70–90°, а присадочные прутки помещают между электродом и наплавленным цветным металлом.
Таблица режимов ручной дуговой сварки меди графитовым и угольным электродами:
При сборке медных изделий и узлов зазоры в местах наложения швов должны быть минимальными и не превышать 0,5 мм. Это позволит избежать сквозных прожогов и протекания швов.
Сварку цветных металлов в данном случае выполняют в нижнем положении, соблюдая строгую последовательность: сначала рабочая поверхность подогревается, затем осыпается флюсом и прогревается до оплавления электрической дугой, после чего подается цветной металл.
Когда шов заполняется концом присадочного прутка, в сварочную ванну следует дополнительно внести флюс. При этом важно, чтобы присадочный металл после расплавления его теплом дуги хорошо сплавлялся с основным цветным металлом. Если температура прогрева участка будет недостаточной, то присадочный металл свернется в шарики. А это приведет к непроварам. Старайтесь заполнить шов за один проход, так как при многослойном сваривании в его наружных слоях могут образоваться поры.
По окончании сварки прокуйте наплавленный цветной металл и подвергните его отжигу, нагревая до +500…+550 °С и охлаждая в воде. Это делается для того, что повысить его вязкость.
Сварка металлическим электродом. Данный метод подходит для работы с медными изделиями толщиной более 2 мм, используемыми в виде проката.
Если присадкой служит проволока из обычной электролитической меди, применяйте флюс следующего состава (в % по весу):
- обезвоженная бура;
- борная кислота;
- фосфорнокислый натрий.
Благодаря последнему элементу в составе флюса кислоты более полно удалятся из расплавленного цветного металла.
Подготовка, подогрев изделия и последующая обработка сварного соединения осуществляются одинаково при использовании угольного и металлического электродов.
Цветной металл, наплавленный электродами, отличается хорошей пластичностью и большей прочностью.
Если нужно получить наплавленный цветной металл, близкий по своему составу с основным, то его сваривают электродами другого типа. Это делается на постоянном токе обратной полярности короткой дугой. Электрод перемещается без колебаний, только поступательно. При этом сила тока должна быть достаточной, чтобы обеспечить сваривание.
Питание постов осуществляется от многопостовых генераторов либо от генераторов «ПС-500». А чтобы повысить качество, в роли флюса следует использовать борный шлак. Последний получают в результате сплавления без доступа воздуха 95 % прокаленной буры и 5 % магния. В среде азота и аргона сварку необходимо выполнять угольным либо вольфрамовым электродом при помощи специального электродного держателя, который обеспечивает подачу защитного газа в зону горения дуги.
Ручная аргонодуговая сварка. Этот метод требует наличия в составе защитных газов таких инертных веществ, как аргон и гелий.
Сварка цветных металлов аргоном осуществляется вольфрамовым электродом постоянным током прямой полярности при общем подогреве изделия до температуры +350…+400 °С. В качестве присадочного материала используют бронзовую проволоку («КМцЗ-1» и др.).
Работа может выполняться как «левым», так и «правым» методом. Прежде чем к ней приступить, дугу возбуждают на угольной или графитовой пластине. После чего ее переносят на изделие. Не рекомендуется зажигать ее на самом изделии, потому что вольфрамовый электрод при этом оплавляется и загрязняется. Сварка выполняется в потолочном, нижнем или вертикальном положении.
Можете сваривать медь в среде аргона и переменным током. Тогда скорость существенно снизится, но шов будет внешне выглядеть лучше, чем при использовании постоянного тока. При работе переменным током проволокой «Бр КМцЗ-1» не требуется бура для раскисления. В этом случае на расплавленном цветном металле не будет поверхностной пленки. Она удалится из-за катодного распыления, которое основывается на движении с большой скоростью положительно заряженных ионов к катоду и его бомбардировке. Сварка цветных металлов описанным методом происходит устойчиво и может осуществляться в любых пространственных положениях.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой меди. Отличительной особенностью является то, что изделия из латуни имеют небольшую толщину, поэтому не нуждаются в предварительном нагреве. Однако толстые элементы изделий следует подогревать в тех местах, где они будут привариваться. Подготовительные работы помогают улучшить качество шовного соединения, поэтому готовое изделие станет прочным.
При подготовке следует уделить особое внимание обработке рабочих кромок. Если толщина кромки меньше 1,5 мм, следует дополнительно выполнить отбортовку для увеличения этого показатели. Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Для соединения изделий, где требуется высокий показатель прочности, рекомендуется использовать двухстороннюю сварку. Если удается достигнуть значительной толщины шва, данный момент гарантирует прочное и надежное соединения.
Подготовка деталей к соединению является обязательным и очень важным этапом работ. Если неправильно оценить толщину материала или длину шва, конструкция может деформироваться. Это возникает из-за повышенного напряжения металла. Поэтому для соединения толстых листов или для работы с конструкциями высокой прочности лучше воспользоваться услугами специалистов.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
Рекомендуемые покрытия для электродов при сварке латунных изделий
При сварке латуни электродами без покрытий электрическая дуга нестабильна, как при переменном, так и при постоянном токе любой полярности. Для устранения этой проблемы применяют специальные покрытия, которые кроме всего прочего, способствуют стабилизации сварочной дуги. Наиболее распространённые марки электродов и составы покрытия для них приведены в таблице:
Компоненты
| Химический состав, % | ||||||||
| №1 ОБ5 | №2 БЛ-1 | №3 ЗТ | №4 КМП** | №5 | №6 | №7 | ||
| 1-ый слой | 2-ой слой | |||||||
| Бура плавленная | — | — | — | 20 | — | — | — | — |
| Бихромат калия | — | — | — | 7 | — | — | — | — |
| Бентонит | 2,0 | — | — | — | 8 | — | — | — |
| Ферромарганец | 75 | — | — | — | 10 | 17 | 15 | — |
| Фторид натрия | 9 | — | — | — | — | — | — | — |
| Плавиковый шпат | 7,5 | — | 32 | 17 | 30 | — | — | — |
| Меднокремнистая лигатура* | — | — | — | 26 | — | — | — | — |
| Графит | 4,5 | — | 16 | — | 16 | — | — | — |
| Хлорид натрия | — | 12,5 | — | 15 | — | — | — | — |
| Алюминий (порошок) | 2,0 | — | 2,5 | — | — | — | — | — |
| Мрамор | — | — | — | — | — | 22 | — | — |
| Ферросилиций | — | — | 32 | — | 26 | — | — | — |
| Полевой шпат | — | — | — | 9 | — | — | — | — |
| Тринатрий фосфат | — | — | — | — | 10 | — | — | — |
| Марганцевая руда | — | — | 17,5 | — | — | 26 | 30 | — |
| Титановый концентрат | — | — | — | — | — | 30 | 30 | — |
| Хромокислый калий | — | — | — | — | — | 5 | — | — |
| Криолит | — | 35 | — | — | — | — | — | — |
| Хлорид калия | — | 50 | — | — | — | — | — | — |
| Древесный уголь | — | 2,5 | — | — | — | — | — | — |
| Мел | — | — | — | — | — | — | 20 | — |
| Сернокислый калий | — | — | — | — | — | — | 5 | — |
| Борный шлак | — | — | — | — | — | — | — | 75 |
| Жидкое стекло | 35% от суммы остальных компонентов | 25 | ||||||
| *В состав лигатуры входят 25% кремния, до 3% железа, 0,5% фосфора, остальное медь **Компоненты замешивают на нитролаке (6%) вместо жидкого стекла | ||||||||
Данные покрытия показывают, примерно, одинаковое качество сварки латуни обычных марок. Электроды с покрытием №1 рекомендованы для заварки латунных отливок марок ЛМцС58-2-2 или ЛМц58-2. Разработано и впервые применено это покрытие на заводах Урала.
Электроды с покрытием №2 разработаны и предложены . Данный состав хорошо подходит в качестве флюса при сварке латуни угольными электродами. Кроме того, эти электроды можно применять для заварки латунных отливок, имеющих такой же состав.
Электроды №3, кроме заварки аналогичных по составу отливок, могут использоваться для электродных стержней марок ЛК80-3 или Бр.КМц3-1 для сварки обычных марок латуни.
Покрытия с электродов №4 могут применяться на стержнях из различных материалов для заварки отливок. При этом, для связки компонентов не рекомендуется применять нитролак вместо жидкого стекла.
Электроды №5 и 6 используют при сварке листовой латуни различных марок. Данное покрытие, также, рекомендуют применять для стержней марок ЛК80-3 и Бр.КМц3-1.
Электроды №7 появились раньше, чем электроды других приведённых марок и использовались для сварки обычных латунных листов и отливок из латуни ЛМцЖ55-3-1.
Компоненты покрытия размельчают в дробилке, просеивают через сито 900-1200 отв/см2 и замешивают на жидком стекле наподобие электродов для сварки стали. Толщину покрытия выбирают, в зависимости от диаметра электрода:
| Диаметр электрода, мм | Толщина покрытия, мм |
| 4 | 0,4-0,5 |
| 5 | 0,5-0,6 |
| 6 | 0,7-0,8 |
После нанесения покрытия электроды сушат на воздухе при комнатной температуре, а после прокаливают при температуре 180-220°C.
Трудности
Некоторые особенности латуни мешают добиться хорошего качества работы. У новичков швы получаются нестойкие и пористые независимо от того, где реализовался процесс (дома или в специальном помещении).
Основное препятствие – это быстрое испарение цинка в процессе сварки. Так как цинк плавится уже за 400 градусов по Цельсию, высокие температуры во время сварки способствуют выработке некоторых летучих веществ.
Они взаимодействуют с кислородом, оставляя на поверхности налёт в виде белого порошка.
Сложности при создании неразъемных соединений
Чтобы сварка латуни в домашних условиях была выполнена качественно и безопасно, необходимо знать о проблемных моментах. Неразъемные соединения, полученные путем местного нагрева, будут надежными только при соблюдении особых требований. В ходе работ нельзя забывать о мерах безопасности, так как при термическом воздействии выделяются опасные испарения.
Основная проблема кроется в активном выгорании цинка, что связано с его невысокой температурой плавления (всего 419 градусов). Большая часть вещества при выполнении работ улетучивается. Некоторая часть при этом вступает во взаимодействие с кислородом, образуя белый порошок, который впоследствии покрывает участки рядом со швом.
Безопасность
Техника безопасности — это гарант вашего здоровья, если что-то пойдёт не так. Процесс сварки латуни сам по себе не опасен для мастера, даже если выполняется в не специализированных условиях, например, в домашней мастерской или гараже.
Но пренебрегать основными правилами защиты не стоит. Сварщик должен подобрать одежду из плотной ткани, спецобувь, которая не проводит ток, а также защитные маску и перчатки.
А вот что может навредить, так это испарения цинка, которые выделяются в процессе плавки! Чтобы обезопасить свои дыхательные пути всегда работайте в респираторе.