Лекция 1 ОСНОВНЫЕ ПОНЯТИЯ О РЕЗАНИИ МЕТАЛЛОВ
1. Режущий инструмент и процесс резания
Процесс резания — это обработка металлов путем снятия стружки. Стружку снимают режущими инструментами. Основным элементом всякого режущего инструмента является режущий клин, который при относительном движении врезается в обрабатываемую деталь и удаляет слой металла в виде стружки.
Чтобы выяснить роль основных элементов режущего инструмента, рассмотрим простейший случай работы резца.
Предположим, что в суппорте поперечно-строгального станка закреплен прямоугольный термически обработанный брусок А (рис. 1), а на столе станка в тисках закреплена заготовка Б.
При перемещении суппорта с закрепленным в нем бруском Л по направлению стрелки и с заготовки
Б
будет удален слой металла глубиной t.
Рис. 1. Схема работы резца.
Таким образом, термически обработанный брусок Л будет резать более мягкий металл заготовки Б.
Но резать в таких условиях будет тяжело, так как нижняя плоскость бруска будет сильно тереться о поверхность заготовки, а металл перед бруском А сильно деформироваться.
Если нижнюю плоскость бруска А сошлифовать под углом a, а переднюю направить под углом g, то резание облегчится. Следовательно, изменив форму бруска, мы можем значительно уменьшить как трение его о поверхность резания, так и деформацию металла при образовании стружки.
Из рис. 5 видно, что с увеличением углов a и g процесс резания будет протекать легче, так как чем острее клин, т. е. чем меньше угол, образованный передней и задней плоскостями, тем меньше усилия требуется для его врезания в металл. Угол, образованный передней и задней плоскостями, называется углом заострения и обозначается греческой буквой b. Таким образом, величина приложенного усилия будет зависеть от величины угла заострения: чем меньше угол заострения b тем легче клин будет проникать в металл, и, наоборот, чем больше угол заострения, тем труднее клину врезаться в металл. Но уменьшение угла заострения b приводит к механической непрочности резца. Это и ограничивает увеличение величины углов a и g.
При токарной обработке процесс снятия стружки происходит в результате сочетания двух одновременно действующих рабочих движений, одно из которых вращательное, а второе — поступательное. Вращение обрабатываемой заготовки v (рис. 2) называется главным движением, а перемещение резца S относительно заготовки — движением подачи.
В процессе резания на детали различают следующие три поверхности: 1 — обрабатываемую поверхность, 2- поверхность резания и 3-
обработанную поверхность (рис. 2).
Обрабатываемая — это та поверхность детали, которая подлежит обработке, т. е. с которой снимается стружка.
Поверхностью резания называют поверхность, которая образуется на детали непосредственно режущей кромкой резца. С нее срезается стружка при каждом обороте детали.
Обработанной называют поверхность детали, полученную после снятия стружки.
2 Элементы режима резания
Элементами режима резания являются:
· глубина резания,
· подача
· скорость резания.
Глубина резания—
это толщина слоя металла, срезаемого резцом за один, проход (рис. 3). Глубина резания обозначается буквой
t
и измеряется в миллиметрах как линейное расстояние между обрабатываемой и обработанной поверхностями. При точении глубина резания измеряется в осевой плоско сти детали и равна:
где D—
диаметр обрабатываемой поверхности,
мм,d—
диаметр обработанной поверхности,
мм.
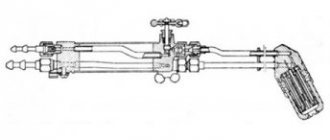
Кислородная резка
Кислородная резка заключается в сгорании разрезаемого металла в кислородной струе и удалении этой струей образовавшихся оксидов.
Рис. 1. Процесс кислородной резки металла.
Технология кислородной резки
Разрезаемый металл предварительно нагревается подогревающим пламенем резака, которое образуется в результате сгорания горючего газа (Ацетилен, пропан) в смеси с кислородом. При достижении температуры воспламенения металла в кислороде, на резаке открывается вентиль чистого кислорода (99 –99,8%) под давлением до 12 бар и начинается процесс резки. Чистый кислород из центрального канала мундштука, предназначенный для окисления разрезаемого металла и удаления оксидов, называют режущим в отличие от кислорода подогревающего пламени, поступающего в смеси с горючим газом из боковых каналов мундштука.
Струя режущего кислорода вытесняет в разрез расплавленные оксиды, они в свою очередь, нагревают следующий слой металла, что способствует его интенсивному окислению. В результате разрезаемый лист подвергается окислению по всей толщине, а расплавленные оксиды удаляются из зоны резки под воздействием струи режущего кислорода.
Техника кислородной резки
Процесс кислородной резки начинается с того, что поверхность разрезаемого листа следует очистить от окалины, краски, масла, ржавчины и грязи. Особое внимание уделяется очистке поверхности листа от окалины, поскольку она препятствует контакту металла с пламенем и струей режущего кислорода. Для этого необходимо прогреть поверхность стали подогревающим пламенем резака, в результате чего, окалина отскочит от поверхности. Прогрев следует выполнять узкой полосой по предполагаемой линии реза, перемещая пламя со скоростью, приблизительно соответствующей скорости резки.
Перед кислородной резкой металл нагревается с поверхности в начальной точке реза до температуры его воспламенения в кислороде. После пуска струи режущего кислорода и начала процесса окисления металла по толщине листа резак перемещают по линии реза.
Рис. 2. Кислородная резка металла.
Как правило, прямолинейная кислородная резка стальных листов толщиной до 50 мм выполняется вначале с установкой режущего сопла мундштука в вертикальное положение, а затем с наклоном в сторону, противоположную направлению резки (обычно на 20–30º). Наклон режущего сопла мундштука в сторону ускоряет процесс окисления металла и увеличивает скорость кислородной резки, а, следовательно, и ее производительность. При большей толщине стального листа резак в начале резки наклоняют на 5º в сторону, обратную движению резки.
Оборудование:
При кислородной резке используется такое оборудование, как резаки, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор.
Кислородно-флюсовая резка
Данный вид обработки металлов был разработан для материалов, которые плохо поддаются кислородной резке. Такими материалами являются чугун, легированные стали, цветные металлы и др. Кислородно-флюсовая резка отличается от обычной кислородной резки лишь тем, что помимо подогревающего пламени и струи режущего кислорода, в зону реза подается порошок флюса, который обеспечивает процесс резки за счет термического, химического и абразивного действия.
Технология и техника при кислородно-флюсовой резке не отличается от обычной кислородной резки, за исключением нижеизложенных нюансов.
При кислородно-флюсовой резке в кислородную режущую струю дополнительно вводятся порошкообразные флюсы, частицы которых, сгорая, дают значительный тепловой эффект, способствуя плавлению тугоплавких окислов на поверхности контакта кислорода с обрабатываемым металлом без значительного расплавления кромок металла под этим поверхностным слоем. Основой таких порошкообразных флюсов является железный порошок.
В процессе горения флюса образуются высоконагретые частицы FeO, которые способствуют образованию комплексных более легкоплавких соединений (FeО.SiО2; FeО.Cr2О3 и др.) и облегчают доступ кислорода к неокисленным частям металла вследствие удаления тугоплавких окислов.
Таким образом, в дополнение к процессам окисления металла и выдувания расплавленных шлаков при обычной кислородной резке, при кислородно-флюсовой резке имеет место интенсификация температуры в реакционном пространстве в результате сжигания порошка флюса (железа, феррофосфора, алюминия), сопровождаемая флюсованием тугоплавких окислов и абразивным их удалением (окалиной, кварцевым песком, глиноземом). Кислородно-флюсовая резка применяется как в качестве разделительной, так и в качестве поверхностной.
Оборудование:
При кислородно-флюсовой резке используется такое оборудование, как емкости для флюса (флюсопитателя), резаки, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор.
Таблица 2. Состав флюса для резки различных материалов
Резка кислородным копьем
Кислородное копье — это стальная трубка, через которую подается кислород.
Технология резки кислородным копьем.
Рабочий конец кислородного копья предварительно нагревается до температуры 1350–1400°С с помощью внешнего источника нагрева: сварочной дуги, подогревающего пламени резака или пламенем сварочной горелки. После воспламенения копья посторонний источник нагрева убирается. В результате подачи кислорода рабочий конец копья начинает интенсивно гореть, достигая температуры 2000°С. Для повышения тепловой мощности кислородного копья внутрь трубки, как правило, помещают стальной пруток или другой профиль.
Рис. 3. Процесс резки кислородным копьем
Техника резки кислородным копьем.
Кислородное копье прижимают к поверхности прожигаемого материала. Углубив рабочий конец копья в материал, повышают давление кислорода до необходимой рабочей величины, периодически выполняя копьем возвратно-поступательные (с амплитудой 10–20 см) и вращательные (на угол 10–15° в обе стороны) движения. При прожигании отверстия торец копья необходимо постоянно прижимать к материалу, отрывая его лишь на короткое время при возвратно-поступательном движении. Образуемые шлаки выносятся давлением в зазор между трубкой копья и стенкой прожигаемого отверстия.
Прожигание отверстий в чугуне применяется в металлургическом производстве при образовании шпуров в чугунных зашлакованных массивах, подлежащих разрушению во взрывных ямах для переплавки.
Производительность резки кислородным копьем чугуна крайне низка. Скорость прожигания отверстия диаметром 50–60 мм составляет не более 50 мм/мин. при расходе кислорода около 35 м3 на 1 м отверстия и 25 м трубок.
В некоторых случаях, чтобы повысить эффективность процесса резки в копье вместе с кислородом подается железный порошок. В этом случае возможно не только прожигание отверстий, но и разделительная резка стали и бетона.
Оборудование:
При резке кислородным копьем используется такое оборудование, как кислородное копье, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор.
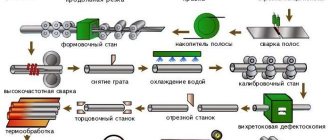
ЛПС
Применяют для разделки листового и сортового металла. Сменные ленточные пилы являются их режущим элементом. Изготавливаются из биметаллических сплавов, углеродистых сталей.
Принцип работы аналогичен совершению реза ножницами. Пильное полотно замкнуто в кольцевую ленту, которая непрерывно вращается электромотором, что обеспечивает среднюю скорость реза порядка 100 мм/мин. Оптимальная ширина полотна 1.5 мм.
В числе преимуществ подобной технологии отмечают:
- высокую точность разделки;
- возможность совершения прямого, углового резов;
- незначительные объёмы отходов;
- минимальную толщину реза;
- доступная стоимость.
Воздушно-дуговая резка
Воздушно-дуговая резка заключается в расплавлении металла по линии реза электрической дугой и принудительном удалении сжатым воздухом образующегося под действием дуги расплава.
Рис. 4. Схема воздушно-дуговой резки
Технология воздушно-дуговой резки.
Воздух подается вдоль неплавящегося электрода (обычно угольного или графитового) и в специальном электрододержателе. Электрическая дуга, как правило, горит на постоянном токе обратной полярности.
Техника воздушно-дуговой резки.
Сначала производится поджиг дуги, затем происходит разрезание металла электрической дугой. Струя воздуха используется для выдувания шлаков из места разреза. При резке электрод опирают концом о поверхность металла под углом к ней 80—85°, с наклоном в сторону направления резки.
Качество поверхности реза и прилегающего к ней металла невысокое. В поверхностном слое и на кромках глубиной 0,1–0,3 мм может наблюдаться повышение содержания углерода, вследствие чего может начаться процесс образования трещин. Для предотвращения увеличения содержания углерода необходимо по возможности не касаться электродом раскаленного металла. После воздушно-дуговой резки необходимо выполнять тщательную зачистку поверхностей щеткой до металлического блеска и производить осмотр для установления отсутствия поверхностных дефектов.
Воздушно-дуговая резка обычно используется для поверхностной обработки (строжки) или в качестве разделительной резки в лом сталей, алюминия, меди, титана.
Оборудование:
При воздушно-дуговой резке используется такое оборудование, как резаки, кабели и рукава, компрессорные установки, источник питания.
Кислородно-дуговая резка
Технология кислородно-дуговой резки.
При кислородно-дуговой резке дуга горит между плавящимся электродом и разрезаемым металлом. Сварочный электрод трубчатый и по каналу внутри электрода подается режущий кислород. Дуга обеспечивает нагрев металла, а кислород, интенсивно окисляя железо, обеспечивает его сгорание и выдувание из зоны реза (рис. 5).
Рис.5. Схема кислородно-дуговой резки
Кислородно-дуговую резку применяют преимущественно для специальных работ: резки металла под водой, строительно-монтажных работ, ремонта, а также в других случаях, когда приходится выполнять короткие резы ( до 500 мм).
Техника кислородно-дуговой резки.
Для резки сначала зажигается дуга, затем, когда образуется расплавленная точка, с помощью рукоятки регулятора на держателе открывается поток режущего кислорода, он быстро окисляет металл и выдувает его.
Кислородно-дуговую резку применяют для резки черных и цветных металлов толщиной до 120 мм. Сила тока 200–350А, давление кислорода 3–10 бар (в зависимости от толщины).
Возможна полуавтоматическая кислородно-дуговая резка. В этом случае проволока обдувается кислородом концентрично.
Оборудование:
При кислородно-дуговой резке используется такое оборудование, как резаки, кабели и рукава, источник питания, баллонный регулятор, баллоны с кислородом в комплексе с рамповым оборудованием или же газификатор.
Виды оборудования
Станки, предназначенные для термической резки, подразделяются на несколько видов по назначению, конструктивному исполнению и уровню автоматизации. Рассмотрим более подробно каждый тип машины.
Портальные машины
Представляют собой трехкоординатный обрабатывающий комплекс с раскроечным столом. Направляющие для продольного перемещения в зависимости от разновидности оборудования могут располагаться непосредственно на координатном столе или независимо от него.
Фото 1. Портальная машина с направляющими рельсами на рабочем столе
Станки производятся стационарного и переносного типа. Также они отличаются по размерам рабочей зоны – стандартная ширина обработки может составлять от 1,5 до 8 м. Могут работать как в механизированном режиме (процессом резки управляет оператор), так и в автоматическом (вырезание заготовок выполняется с помощью системы ЧПУ).
Консольные модели
Конструктивно состоят из направляющего рельса и консоли с режущим устройством для воздушно-плазменной (плазмотрон) или газокислородной резки (резак). Основой таких машин является контрольно-исполнительный блок, который двигается по направляющему рельсу, обеспечивая продольное перемещение режущего аппарата. Также он приводит в движение консоль, чем обеспечивает поперечное передвижение устройства для резки.
Фото 2. Внешний вид машины консольного типа
По функциональным возможностям и точности реза консольные машины термической резки ничем не уступают портальным. Однако они являются мобильными, поэтому могут работать с металлопрокатом ограниченных размеров.
Шарнирно-консольное оборудование
Конструкция этих станков состоит из колонны с поворотной траверсой, по которой перемещается режущее устройство. Резка производится с помощью специального циркульного устройства либо по шаблону с использованием магнитного копировального устройства.
Фото 3. Шарнирно-консольный станок термической резки
Машины этого типа отличаются повышенной точностью воспроизведения заданного контура, увеличенной рабочей зоной, удобным в применении выносным пультом управления.
Машины для раскроя труб
Оборудование разработано специально для механизированного раскроя труб в полевых (при ремонте магистральных трубопроводов) и стационарных условиях (на трубосварочных базах). Поставляется в нескольких модификациях – с ручным и электрическим приводом, что определяет уровень автоматизации.
Фото 4. Работа трубореза с ручным приводом
Конструктивно станок термической резки труб состоит из самоходной тележки с установленной на ней штанги с резаком. Устройство перемещается перпендикулярно оси трубы по окружности при помощи привода, звездочки и крючковой цепи.
Металлургические станки для резки больших толщин
Такие машины обычно применяются для прямолинейного резания слябов, блюмов и полураскатов большой толщины на предприятиях по переработке и переплавке металлолома. Конструктивное исполнение и оснащение специальными режущими устройствами обеспечивает возможность разрезания толщин до 1500 мм.
Фото 5. Разделительная резка горячей отливки в производственных условиях
Для обеспечения максимальной толщины реза требуется высокое давление кислорода (от 3 до 25 кгс/см2) и горючего газа (до 3,5 кгс/см2). Мундштук в таком оборудования имеет оптимальные газодинамические параметр и обязательно водоохлаждаемую конструкцию.
Плазменная резка
Плазменная резка заключается в проплавлении разрезаемого металла за счет теплоты, генерируемой сжатой плазменной дугой, и интенсивном удалении расплава плазменной струей.
Технология плазменной резки
Плазма представляет собой ионизированный газ с высокой температурой, способный проводить электрический ток. Плазменная дуга получается из обычной дуги в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания в нее плазмообразующего газа. Различают две схемы плазменной резки:
- плазменно-дуговая резка
- резка плазменной струей
Рис. 6. Схема плазменной резки
При плазменно-дуговой резке дуга горит между неплавящимся электродом и разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с высокоскоростной плазменной струей, которая образуется из поступающего газа за счет его нагрева и ионизации под действием дуги. Для разрезания используется энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из него факела.
При резке плазменной струей дуга горит между электродом и формирующим наконечником плазмотрона, а обрабатываемый объект не включен в электрическую цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из плазмотрона в виде высокоскоростной плазменной струи, энергия которой и используется для разрезания.
Плазменно-дуговая резка более эффективна, нежели резка плазменной струей, и широко применяется для обработки металлов. Резка плазменной струей используется реже и преимущественно для обработки неметаллических материалов, поскольку они не обязательно должны быть электропроводными.
Рис. 7. Плазменная резка
Технологические возможности процесса плазменной резки металла (скорость, качество и др.), а также характеристики основных узлов плазмотронов определяются, прежде всего, плазмообразующей средой.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Плазмообразующие газы
Плазменная резка алюминия и его сплавов толщиной 5–20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм – в азотно-водородных смесях (65–68% азота и 32–35% водорода), толщиной свыше 100 мм – в аргоно-водородных смесях (35–50% водорода).
Плазменная резка меди может осуществляться в азоте (при толщине 5–15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50–60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50–60 мм – азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20–50 мм – в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40–50 мм), кислород и азотно-кислородные смеси.
Таблица 3. Ориентировочные режимы воздушно-плазменной резки металла
Можно выделить такие преимущества плазменной резки в сравнении с газовыми способами:
- Выше скорость резки металла малой и средней толщины
- Универсальность – плазменная резка используется для обработки сталей, алюминия и его сплавов, меди и сплавов, чугуна и др. материалов
- Точные и высококачественные резы, при этом в большинстве случаев исключается или заметно сокращается последующая механическая обработка
Экономичность воздушно-плазменной резки – потребности в дорогостоящих газах отсутствует (ацетилене, кислороде, пропан-бутане)
- Возможность вырезать детали сложной формы;
- Короткое время прожига (при кислородной резке требуется продолжительный предварительный прогрев)
- Безопасная резка, поскольку отсутствуют взрывоопасные баллоны с газом
Недостатки плазменной резки по сравнению с газовыми способами резки заключаеются в:
- Максимальная толщина реза обычно составляет 80–100 мм (кислородной резкой можно обрабатывать чугун и некоторые стали толщиной до 500 мм)
- Стоимость оборудования намного выше
- Повышенные требования к техническому обслуживанию оборудования
- Высокий уровень шума вследствие истечения газа из плазматрона с околозвуковыми скоростями
- Вредные для организма азотсодержащие выделения (при использовании азота), для уменьшения который разрезаемое изделие погружают в воду.
Оборудование:
При плазменной резке используется такое оборудование, как плазмотрон, источник питания, компрессор, баллоны с газом.
Термическая резка металла с ЧПУ
Блок ЧПУ обеспечивает максимальную производительность оборудования и наилучшее качество изготавливаемых элементов.
К достоинствам аппаратов со встроенным блоком программного управления относятся:
- Возможность создавать изделия, требующие ювелирной точности. Оборудование с программным обеспечением следует алгоритму, заложенному инженером-разработчиком.
- Возможность повторения манипуляций, ограниченных лишь количеством кислорода и стойкости аппарата.
- Внушительная производительность. Работа оборудования не ограничена физиологическими возможностями человека.
Вышеперечисленные преимущества оправдывают значительную популярность такого рода агрегатов в производстве.
Однако покупка оборудования с блоком ЧПУ экономически невыгодна для разовых операций. В связи с этим, разовый выпуск деталей поручается сторонним производителям, которые имеют необходимые стационарные устройства. Следует иметь в виду, что биржа услуг подобного рода подразделяется на две категории: собственно создание требуемых элементов и написание программного обеспечения для блоков управления.
Лазерная резка
При лазерной резке нагревание и разрушение участка материала осуществляется с помощью лазерного луча.
В отличие от обычного светового луча для лазерного луча характерны такие свойства, как направленность, монохроматичность и когерентность.
За счет направленности энергия лазерного луча концентрируется на относительно небольшом участке. Так, по своей направленности лазерный луч в тысячи раз превышает луч прожектора.
Лазерный луч по сравнению с обычным светом является монохроматичным, т. е. обладает фиксированной длиной волны и частотой. Это облегчает его фокусировку оптическими линзами.
Лазерный луч имеет высокую степень когерентности – согласованного протекания во времени нескольких волновых процессов. Когерентные колебания вызывают резонанс, усиливающий мощность излучения.
Благодаря вышеизложенным свойствам лазерный луч может быть сфокусирован на очень маленькую поверхность материала и создать на ней плотность энергии, достаточную для нагревания и разрушения материала (например, порядка 108 Вт/см2 для плавления металла).
Рис. 8. Лазерная резка
Технология лазерной резки металла
Воздействие лазерного излучения на металл при разрезании характеризуется общими положениями, связанными с поглощением и отражением излучения, распространением поглощенной энергии по объему материала за счет теплопроводности и др., а также рядом специфических особенностей.
В зоне воздействия лазерного луча металл нагревается до первой температуры разрушения – плавления. Поглощая излучение, металл расплавляется, и фазовая граница плавления перемещается вглубь материала. Далее продолжается энергетическое воздействие лазерного луча, что приводит к увеличению температуры, достигающей второй температуры разрушения – кипения, при которой металл начинает активно испаряться.
Таким образом, возможны два механизма лазерной резки – плавлением и испарением. Однако последний механизм требует высоких энергозатрат и осуществим лишь для очень малой толщины металла. Поэтому на практике резку выполняют плавлением. При этом в целях существенного сокращения затрат энергии, повышения толщины обрабатываемого металла и скорости разрезания применяется вспомогательный газ, который вдувается в зону реза с целью удаления продуктов разрушения металла. Чаще всего в качестве вспомогательного газа используется кислород, воздух, азот. Такая резка называется газолазерной.
Рис. 9. Схема газолазерной резки
Например, кислород при газолазерной резке выполняет тройную функцию:
- газ содействует предварительному окислению металла и снижает его способность отражать лазерное излучение;
- разрезаемый металл воспламеняется и горит в струе кислорода, в результате чего выделяется дополнительная теплота, что усиливает действие лазерного излучения;
- кислородная струя сдувает и уносит из области резки расплавленный металл и продукты его сгорания. Это обеспечивает одновременный приток газа непосредственно к фронту реакции горения.
Невозможен или крайне сложен раскрой лазером таких материалов как текстолит, стеклотекстолит, гетинакс, сотовый полипропилен, поликарбонат, сотовый поликарбонат. Затруднено разрезание материалов, склонных к растрескиванию, например, керамики или стекла.
Лазерный раскрой листового металла осуществляется на лазерном станке с минимальной затратой времени на регулировку оборудования. Используемая технология управления и программирования позволяет быстро получить готовую деталь по предоставленному чертежу. В процессе обработки обеспечивается высокая гибкость, оптимизируется последовательность каждой технологической операции и ускоряется решение вопросов материально-технического снабжения.
Оборудование:
При лазерной резке используется такое оборудование, как лазерный станок, баллоны с газом в комплексе с рамповым оборудованием или газификатор.
Преимущества, недостатки и сравнительная характеристика
Сфокусированное лазерное излучение позволяет разрезать почти любые материалы независимо от их теплофизических свойств. При этом можно получать качественные и узкие резы (шириной 0,1–1 мм) со сравнительно небольшой зоной термического влияния. При лазерной резке возникают минимальные деформации, как временные в процессе обработки заготовки, так и остаточные после ее полного остывания. В результате возможна резка с высокой степенью точности, в том числе нежестких и легкодеформируемых изделий. Благодаря относительно несложному управлению лазерным пучком можно выполнять автоматическую обработку плоских и объемных деталей по сложному контуру.
Лазерная резка особенно эффективна для стали толщиной до 6 мм, обеспечивая высокие качество и точность при сравнительно большой скорости разрезания. Однако для металла толщиной 20–40 мм она применяется значительно реже кислородной или плазменной резки, а для металла толщиной свыше 40 мм – практически не используется.
Таблица 4. Сравнительные характеристики лазерной резки с кислородной, плазменной и гидроабразивной резкой
Виды механизированных способов резки и рубки металлов
Для механического раскроя заготовок используют всевозможные резаки, пилы, абразивные круги, прессы. Механическими способами режут, например, газо- и нефтепроводы, а также любые трубопроводы для перекачки огнеопасных материалов. Технология безогневого раскроя металла пользуется популярностью как в промышленности, так и в бытовых условиях.
Абразивные отрезные круги могут использоваться и в ручном инструменте, и в стационарном. В процессе резания металлической детали вращающимся абразивным кругом из-за сильного трения происходит быстрое нагревание и выгорание металла в зоне воздействия. При этом ширина реза невелика и не превышает 2 мм. Разрезание осуществляется с высокой скоростью и точностью. Удобно использовать данное оборудование в бытовом строительстве, в ремонте и при монтаже водопроводов.
Для механического раскроя металлических листов, помимо резки, широко используют также рубку, при которой к горизонтально расположенному листу прижимается нож, и гидравлическим или пневматическим усилием заготовка разрубается в месте соприкосновения. Работа такого пресса основана на принципе обыкновенных ножниц, когда два лезвия взаимно скользят мимо друг друга. Для создания усилия, помимо пневматики и гидравлики, используются также эксцентриковые механизмы.
Пневматические или гидравлические ножницы называются гильотинами, при достаточной мощности они способны разрезать прочные и толстые листы из металлических сплавов. Однако к хрупким и непластичным материалам этот метод неприменим, для их раскроя лучше использовать лазерную, плазменную и другие виды обработки. Гильотины же могут оснащаться программным обеспечением, способным повысить скорость и точность выполняемых операций. В этом заключается преимущество использования данного оборудования.
Раскрой профлиста может производиться мобильными сабельными гильотинами, не требующими наличия электросети и работающими исключительно за счет мускульной силы человека. Профлист, как правило, покрыт оцинковкой или полимерным материалом, поэтому его не следует обрабатывать термическим способом и резать с использованием болгарки. Происходящее при этом локальное разрушение покрытия создает очаги коррозии, которые достаточно трудно устранить.
Металлочерепицу можно подвергать только механической обработке. В продольном направлении профиль режут роликовым резаком либо ножницами по металлу. Для резки в поперечном или диагональном направлениях следует использовать специальные электрические ножницы с соответствующими насадками.