О чем статья:
Кому подойдёт порошковая проволока, а кому ее лучше не использовать
Сварка полуавтоматом имеет ряд весомых преимуществ. Во-первых, существенно увеличивается скорость проведения сварочных работ. Во-вторых, отсутствует шлак при сварке. Можно варить длинными швами и без перерыва. В-третьих, это более тонкая работа с заготовками, которые имеют очень малую толщину.
Единственное что нужно для полуавтоматической сварки, это защитный газ. Но что делать, если защитного газа нет? Как варить полуавтоматом без газа? На самом деле выход есть, и имя ему «порошковая проволока».
Порошковая самозащитная проволока самостоятельно берет на себя задачу по защите сварочной ванны. То есть, если в обычном случае при сварке полуавтоматом для этого нужен газ, то, без его использования можно варить одной порошковой проволокой.
Как устроена порошковая проволока и как это работает
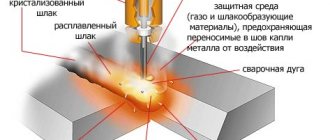
Здесь всё просто. Для защиты сварочной ванны используется газ веществ, которые заключены в порошковой проволоке. Сам проволока изготавливается из металла, в виде трубки, внутри которой находится специальная засыпка. При расплавлении металла трубки, сгорают и вещества, которые образуют газовое облако для защиты сварочной ванны.
Точно таким же образом работает и обычный электрод в виде металлического стержня. На его поверхности также имеется обмазка из специальных веществ, которые при сгорании образуют облако защитного газа. При сварке полуавтоматом с углекислотой ничего этого нет, и в роли защитного газа выступает одна углекислота. Надеюсь, я изъяснился доступными словами, и всё стало на свои места.
Итак, варить полуавтоматом без газа можно, если есть порошковая проволока. Кому же данный способ полуавтоматической сварки, подходит, и в каких именно случаях?
Cварка полуавтоматом с газом и без. Проволока. Рекомендации.
Сварка полуавтоматом имеет преимущества в сравнении с неплавящимся электродом.
- Всем известно, насколько важно вести сварочный процесс без отрыва дуги, сохраняя неизменное расстояние между электродом и деталью (дуговой просвет). Если правильно выставлены параметры, полуавтомат самостоятельно скорректирует данный просвет в случае, если есть небольшие отклонения от оптимального положения горелки. Другими словами аппарат берет половину задач, которые раньше решались преимущественно мастерством сварщика, на себя.
- Не нужно держать присадочный материал. Освобождается правая рука, что позволяет свободно манипулировать деталью вручную.
- Увеличивается скорость и КПД.
Стандартная сварка плавящимся электродом состоит из:
- инверторного источника питания (ИИП);
- блока подачи омедненной проволоки;
- специальной горелки
- крокодила массы
- баллона с защитным газом с расходомером.
Есть инверторы, в которых ИИП и механизм подачи собраны под одним корпусом. Такие аппараты, работающие по принципу «все в одном» чаще всего приобретают для удовлетворения личных нужд:
- сварка листового материала (особенно тонкий лист),
- сварка навеса или калитки на даче,
- монтаж трубопроводов и т.д.
А так же для решения специальных вопросов, таких, например, как кузовной ремонт легковых автомобилей на СТО.
В заводских условиях обычно применяют более мощное оборудование, поэтому ИИП и подача проволоки в них разделены.
Принцип работы полуавтомата прост: он выпрямляет переменный ток, поступающий на вход, в постоянный на выходе. На постоянке вектор тока определяется его полярностью и тем, как кабель подсоединен к клеммам.
Применяемая проволока предназначена для определенной полярности. Для распространенной проволоки типа 09Г2С используют ток «+» DC на горелке.
В процессе сварки, когда расстояние от плавящегося электрода до металла меняется, рабочий ток и напряжение автоматически регулируется таким образом, чтобы не происходило обрыва дуги. ИИП «старается» поддерживать напряжение постоянным, а сила тока возрастает или уменьшается.
Блок подающего механизма состоит из шпинделя на котором фиксируется катушка, а проволока через направляющую входит в отверстие подающего ролика. Колесо подачи рассчитано на определенный диаметр проволоки и может быть заменено.
Мы рассмотрели часто повторяющиеся вопросы, которые задают начинающие сварщики, осваивающие работу на полуавтоматическом аппарате инверторного типа.
Какой защитный газ применяют при работе полуавтоматом?
Сварка полуавтоматом производится в среде углекислоты, которая представляет собой 100% углекислого газа. Можно работать исключительно в аргоне, либо в смеси аргона и углекислоты. Сварочная проволока, одновременно являющаяся присадкой, покрывается медным слоем, для улучшения электроконтакта и плавности ее подачи.
какое должно быть давление защитного газа?
Выбирайте 0.6 … 0.8 МПа. Это если все хорошо и используется новая горелка. Если имеет место ее износ, допускается добавить газа немножко. Главное, чтобы в сварочном шве отсутствовали поры. Если же пористость все же имеет место, значит давление недостаточное (или очень большое из-за чего может попадать воздух в зону сварки, особенно при работе с наружным углом).Так же поры могут возникать из-за «грязного» газа, если имеет место быть ветер или сквозняки. Особенно ощущается чистота газа при сварке алюминия – шов просто покроется слоем копоти и гари. При работе с алюминием выбирайте только особочистый аргон.
| Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Какую проволоку используют? Какую полярность нужно соблюдать?
Омедненная сварочная проволока OK Autrod 12.51 ESAB
Наиболее универсальная — 08Г2С, с ней знакомы все сварщики без исключения. Она применяется для сварки низкоулеродистых и электротехнических сталей. Естественно, сейчас этот материал идет под различными торговыми марками. Знаменитая на весь мир фирма ESAB выпускает 08Г2С под названием OK Autrod 12.51 – ее состав строго контролируется, что позволяет обеспечить стабильные механические свойства шва. Также контролю подлежат состояние омедненной поверхности, которая наносится не слишком толстым слоем и не слишком тонким, т.е. имеет оптимальную величину. Почему это важно? Потому что некачественная проволока быстро приводит к выходу из строя подающего механизма, из-за загрязнения его медной пылью и сколом.
От качества проволоки и медного покрытия напрямую зависит состояние шва и подающего органа
Сварка сплошной проволокой осуществляется на токе обратной полярности, то есть горелка подключается к выходу со знаком «плюс». Так же для коррозионностойких сталей применяется присадка ER-308 LSi – содержит 20% хрома и 10% никеля – как раз то соотношение, которое придает шву наибольшую стойкость к коррозии.
Возможна ли сварка без защитного газа? Если да, то какие ее особенности? Какие плюсы и минус данного способа сварки?
Порошковая самозащитная проволока E71T-GS
Возможно, и обойтись без инертных/активных газов. В таких случаях применяется порошковая проволока, которая по своему действию аналогична штучному электроду, применяемому в ручной дуговой сварке.
Порошковая проволока представляет собой пустотелую трубку, засыпанную флюсом. Последний при горении обеспечивает необходимую газовую защиту от внешних воздействий для правильного формирования сварного шва.
Порошковую проволоку еще часто называют флюсовой, она менее жесткая, чем обычная, поэтому для корректной работы с ней без остановки механизма подачи требуется ослабить усилие сжатия ролика. Или его не стоит закручивать слишком сильно.
Проволока мягкая и будет заминаться. Для того, чтобы не возникали подобные проблемы, перед ее первой подачей следует снять наконечник на горелке и только после этого ее протянуть. Наконечник устанавливать только соответствующего размера. Сопло ставить нет необходимости, так как сварка будет вестись без защитного газа. На инверторе следует выставить параметры напряжения, скорости подачи и индуктивности с помощью ручек плавной настройки.
Есть еще особенности работы с подобной проволокой- это необходимость менять полярность на полуавтоматическом инверторе. Сварочник должен быть приспособлен для этого. Например, на аппарате ОВЕРМАН 180 смена полярности производится внутри корпуса рядом с подающим механизмом (откручиваются клеммы и меняются провода местами). Не забывайте так же, что размер канавки подающего ролика должен соответствовать диаметру проволоки.
Сварку листа толщиной 1-2 мм нужно выполнять короткими швами углом назад, в таком случае шов формируется гораздо лучше. Для сварки тонкого металла существует в продаже проволока 0.8 мм. Максимальный диаметр 2,4 мм – для серьезных промышленных задач.
Достоинства:
- не нужно таскать за собой тяжелые баллоны, мобильность.
Недостатки:
- высокая стоимость проволоки,
- внимательно нужно относиться к ее качеству,
- на поверхности шва образуется шлаковая корка, которую нужно зачищать.
| Читайте на сайте статью: Cварка полуавтоматом для начинающих |
Когда нужно варить порошковой проволокой без газа
В принципе варить можно всегда, в таких случаях потребности в защитном газе нет. Единственный недостаток это цена, она на самозащитную проволоку для полуавтомата довольно высокая, поэтому варить порошковой проволокой каждый день могут позволить себе не все.
Второй момент связан с тем, что не всегда, получается, доставить газовые баллона к месту сварки. Ну, допустим, нужно варить на высоте. Как туда доставить баллон с углекислотой? Правильно, лучше и быстрее будет сварить полуавтоматом при помощи порошковой проволоки.
Следующий момент связан с погодными условиями. Как известно самый главный враг для полуавтоматической сварки — это ветер. Если на улице ветреная погода, то защитный газ будет просто сдувать, что негативным образом скажется на качестве сварки полуавтоматом.
Следовательно, избавиться от данной проблемы, также поможет порошковая проволока, варить которой можно даже в сильно ветряную погоду.
Сварка флюсовой проволкой — вопросы новичка.
Palmman написал : В магазине мне продали флюсовую проволку Wester FW 08045b с припиской «алюминиевая»
«Приписка» была от руки? Наверняка просто кладовщики надписали, из соображений «классификации» (как они ее себе понимают ) — флюсовые проволоки действительно обычно имеют «металлический» цвет. Ну или просто банальная ошибка.
Palmman написал : Соответствует стандарту AWS HTE71T-1
Кстати, в AWS нет такого стандарта, есть E71T-1. Все иное — «намек» на стандарт и сертификацию, без особой ответственности за это… что-то типа марки «Pauasonic» . Как, собственно, невозможно в инете найти и сайт такого . Наверняка просто рожденный на бумаге «бренд», под «именем» которого в РФ китайцы гонят много чего всякого. Все ссылки на него в гугле — исключительно русскоязычные, как и ссылки на «HTE71T-1» — относятся ТОЛЬКО к этому WESTER. Но будем считать, что все же соответствие E71T-1 тут должно быть.
Palmman написал : Я подумал раз уж хозяин работал без баллона, то полярность у него правильная должна быть.
Э-ээ, тут лучше всегда надеяться на себя, тем паче проверить совсем нетрудно. Где и как — в мануале, найти его в инете наверняка несложно. Но — полярность для разных порошковых проволок требуется РАЗНАЯ, надо смотреть спецификации по конкретному типу. В частности для E71T-1 требуется как раз «+» на проволоке (см. ссылку ниже).
Palmman написал : нормальной ванны получить не удается — все время стреляет, разлетаются шарики с белесым налетом. Пробовал регулировать ток/подачу и напряжение. Вместо шва куча шариков разного размера, которые еще и легко соскакивают если по ним ударить другим куском металла.
Ну а теперь — главное. Порошковые проволоки делятся на два класса — самозащитные (FCAW-S, т.е. «self-shielded») и для сварки в среде защитного газа (FCAW-G, т.е. «gas-shielded»). Т.е. бывают проволоки хоть и флюсовые, но все же ТРЕБУЮЩИЕ внешнюю газовую защиту. К сожалению, проданная Вам проволока типа E71T-1 относится как раз к последним, см., например, эту от Linkoln Electric. Отчего без газа и такой результат.
Так что придется Вам эту проволоку отложить до времен, когда сами разживетесь газом (либо подарить хозяину аппарата, у которого газ есть), а самому покупать другую. Наиболее продаваемая из самозащитных — E71T-GS (например, ), но для «тонких» работ она грубовата, т.к. заметно депозитная — имеет большой перенос металла и быстрое его застывание, поскольку предназначена для массового заполнения швов (буква «S» тут означает single-pass — однопроходная). Действительно дает высокие валики с плохим растеканием. Из продаваемых у нас в этом смысле лучше, полагаю, должна быть T-8 (из московских фирм , например, вроде есть в прайсе и по весьма неплохой цене, но надо звонить), по характерисктикам она как раз вроде наиболее хороша для кузовного железа — мультипроходность, все пространственные положения, малое тепловое воздействие.
Еще можно подумать о E71T-11, например — от БАРСа (судя по всему — тот же Китай, но, надеюсь, есть хоть какой-то пригляд за качеством), тем паче что в тех же ВсехИнструментах проволока T-GS от такого же малоизвестного NWT ее уже почти догнала по цене (~800р/кг). Однако в характеристиках по ссылке выше на этот тип меня смущают слова про High-Speed и Spray Type Transfer — это режимы совсем НЕ для аккуратных кузовных работ… Самому из флюсовых реально ничем кроме T-GS варить не доводилось — разжился газом и эксперименты с порошковыми проволоками прекратил, по этим прочим сужу по характеристикам и косвенным отзывам в инете.
Когда от сварки самозащитной проволокой лучше отказаться
Здесь всего два недостатка — это высокая стоимость и более низкое качество сварного шва, чем при сварке полуавтоматом в среде защитного газа. Довольно плохо зарекомендовала себя порошковая проволока и при сварке труб под давлением. Поэтому данный способ совсем не подходит для выполнения этих работ.
В общем, как видно, при использовании самозащитной проволоки есть свои плюсы и минусы. Преимущества связаны с возможностью сварки в труднодоступных местах и при любой погоде, а недостатки, с высокой ценой и более низким качеством шва.
Какой флюсовой проволокой лучше всего варить без газа
Наиболее популярной маркой флюсовой проволоки для полуавтомата без газа считается самозащитная проволока E71T-GS. Такая проволока обеспечивает быстрое заполнение сварочного шва и больший перенос металла. Однако для выполнения тонких работ такая флюсовая проволока подходит не очень.
Куда более качественный шов полуавтоматом способна обеспечить самозащитная проволока Spark E71T-8. Это наиболее предпочтительный вариант проволоки для полуавтоматов без газа, чтобы варить кузовной металл.
Помимо мультипроходимости, проволока обеспечивает малое тепловое воздействие, варить ею можно во всех пространственных положениях. Таким образом, получается, что не вся флюсовая проволока предназначена для сварки без защитной газовой среды.
Надеюсь, статья окажется полезной не только начинающим сварщикам, которые столкнулись с трудностями при сварке полуавтоматом без газа.
Типы проволоки для сварки, ее классификация
В качестве сварочной смеси применяются разные виды материалов. Они бывают алюминиевые, латунные, стальные, из нержавейки, металлического сплава. Изделия могут иметь покрытие из меди (омедненная проволока). Все «расходники» в обязательном порядке должны иметь сертификаты, изготавливаться по ГОСТу 2246. Существует несколько видов изделий, используемых при сварке «MIG»:
- Сплошного сечения (твердотельные) используются чаще всего, отчасти из-за их более низкой стоимости. Критерии выбора, того или иного типа зависит от основного металла и его толщины. Тонкая низкоуглеродистая сталь не производит шлака, при этом шнур быстро охлаждается.
- Порошковая проволока ведет себя как обычные электроды. Она состоит из металлической оболочки, полого внутреннего пространства, заполненного гранулированным порошком (флюсом). При ремонте или строительстве эта смесь, вносит легирующие элементы в сварной шов. Они оставляют шлак, как следствие охлаждение происходит медленно, что является преимуществом при работе с толстыми материалами.
- Активированная модель схожа по своему составу с порошковой, но имеет меньше гранулированных добавок, (5-7% от общей массы), применяется для сварки в СО2 и его смесях.
Изделия продаются в барабанах разного диаметра 0,8 / 1,0 / 1,2 / 1,6 мм. По мнению сварщиков лучше купить проволоку с медным покрытием, оно защищает от окисления, облегчает электрический контакт сопла сварочного аппарата со свариваемой поверхностью, уменьшая трение.
Для каждого типа существует множество классификаций в зависимости от ее состава, используемого защитного газа и области применения. Давайте рассмотрим эту информацию подробнее. Для начала изучим международные стандарты, затем отечественные марки:
1. Твердотельный шнур должен быть схож по составу с основным металлом, смесь содержит различное количество раскислителей, в зависимости от области применения и защитного газа.
Самой распространенной добавкой является кремний, в него входит небольшое количество различных металлов, улучшающих механические свойства сварочного оборудования, устойчивость к коррозии. Эти провода лучше окисляются, как правило, больше подходит для работы CO2, т. к. предотвращается образование пор.
Проволока из углеродистой стали внесена в список американского общества (AWS), под обозначением «ER 70 S – x» (британская система мер), где: «E» -электрод; «R» — наполнитель; 70 — минимальная прочность на разрыв, выраженная в тысячах фунтов на квадратный дюйм (psi); «S» — твердость; «x» — цифра, представляющая информацию о химическом составе электрода («2», «3», «4», «6» или «7»), она соответствует переменному количеству углерода, марганца и кремния в дополнение к фиксированной массе фосфора, серы, никеля, хрома, молибдена, меди и других элементов. Рассмотрим свойства изделий в соответствии с последней цифрой:
- ER70S-2 обеспечивает хорошую сварку в газе C-25 (75% аргона + 25% CO2) даже на окисленной стали. Из всей серии это единственная марка, которая содержит титан, цирконий и алюминий. Ее главный недостаток — нехватка текучести, она неохотно смещаться в сторону и не может должным образом прилипать к тяжелым материалам.
- ER70S-3 одна из самых распространенных и бюджетных моделей «MIG», она менее вязкая. Изделие успешно используется в автомобилях, сельскохозяйственной и бытовой технике.
- У ER70S-4 средняя стоимость, подходит практически для всех видов сварки стали. ER70S-4 обладает хорошей текучестью, лучшими характеристиками дуги, чем E70S-3, но имеет больше брызг, применяется при сваривании конструкционных сталей, лодок, труб и котельных.
- ER70S-6, ER70S-7 обладают лучшими функциями и самой высокой стоимостью, в их составе много кремния, марганца в качестве раскислителей. Работают с любыми марками сталей, от мелкодисперсной углеродистой, до листов толщиной 1/2 дюйма. Подходят любые часто используемыми газовые смеси, хорошая текучесть. Изделия применяются при производстве кузовов автомобилей, мебели, огнетушителей, емкостей высокого давления и труб.
Указанные шнуры можно использовать для сварки нержавейки. Однако для лучшей коррозионной стойкости следует обратить внимание на проволоку из нержавеющей стали, один из наиболее распространенных вариантов — «304», «ER308», с увеличенным содержанием силикона в типах «ER308L» и «ER308LS». Области применения этих проводов: химическое и пищевое оборудование, резервуары для коррозионных химикатов, насосы, теплообменники.
Изделия из цветных металлов служат для работы с алюминием. Существует множество подобных проволок, в том числе:
- ER-1100, ER-4043 используются с аргоном, гелием, с другими промышленными газовыми смесями, идеально подходят для работы с толстыми листами и отливками. Основными отраслями промышленности, использующими этот тип, являются пищевая, молочная и холодильная.
- ER-5356 содержит 5% магния, эта проволока будет работать в большинстве ситуаций. Высокая прочность на разрыв делает ее пригодной для изготовления и ремонта топливных баков прокатного вида.
Предоставить универсальный совет: «Какое изделие лучше купить?», невозможно, т.к. популярность моделей зависит от конкретной рабочей ситуации.
2. Порошковые электроды («FCAW» сварка) представляют собой углеродистые, низколегированные, нержавеющие стали и чугун. Они классифицируется в соответствии с механическими свойствами наплавляемого металла.
Маркировка, основанная на британской системе мер, выглядит следующим образом «E 7 1 T — 1 C / M», где: E – электрод; 7 — минимальный предел прочности наплавляемого металла на разрыв, выраженного в тысячах фунтов на квадратный дюйм; 1 — положение сварки (бывает «0» или «1»). «0» — плоское и горизонтальное положение; «1» обозначает все позиции; Т — трубчатый (1 указывает на правильное использование электрода с точки зрения полярности и общих рабочих характеристик, варьируется от «1» до «14» либо от «G» до «GS».
«G» указывает на то, что полярность и общие рабочие характеристики не указаны. Буква «S» после «G» означает, что шнур подходит только для одного прохода); C / M — необходим защитный газ. «C» — 100% CO2, «M» — смесь аргона и CO2. Если буквы нет, значит порошковая проволока используется для сварки без газа.
Преимуществами порошкового шнура «MIG» являются низкий уровень потерь от разбрызгивания, легкое удаление шлака и высокая устойчивость к ударам, экстремальным температурам и растрескиванию. Эти провода используются в тяжелой, горной промышленности и судостроении.
Ниже предоставим сравнительную таблицу, отечественных марок, согласно ГОСТу:
Рейтинг качественных марок сварочной проволоки на 2022 год
Наш список составлен по реальным отзывам, в нем учитывается мнение покупателей, которые знакомы с характеристиками изделий.
Сплошное сечение
Elitech 0606.010000
5 место у омедненной модели «Elitech 0606.010000», применяемой полуавтоматическими сварочными машинами («MIG-MAG») с защитным газом. Выполнен шнур из крепкой, качественной стали, обеспечивая отличную эффективность работы. Диаметр провода — 0,8 mm, масса 1 кг.
Защитный медный слой оберегает изделие от окисления, улучшая проводимость электротока, уменьшает расход наконечников. «Elitech 0606.010000» намотана на пластиковую бобину, улучшая производительность работы сварщика.
Elitech 0606.010000
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Сталь |
| Тип покрытия | Омедненный |
| Вид проволоки | Сплошное сечение |
| Атмосфера для сварки | Углекислый, инертный газ |
| Упаковка | Бобина |
| Вес | 1 кг |
| Страна производства | Китай |
| Родина Бренда | Россия |
Достоинства:
- не кипит;
- хорошо «ложится»;
- эргономичная упаковка.
Недостатки:
- не обнаружены.
ELKRAFT ER5356
4 место — у алюминиевого шнура «ELKRAFT ER5356», его диаметр — 0.8 мм, масса — 2 кг, изделие размещено на катушка (20 см). Провод используется для полуавтоматической сварки алюминиево-магниевых сплавов, металлоконструкций, содержащих> 3% «Mg»: AlMg3, AlMg4, AlMg5, AlMg6, подобные смеси. Сварка используется при помощи постоянного тока (DC плюс), защитный газ — аргон.
ELKRAFT ER5356
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Алюминий |
| Вид проволоки | Сплошное сечение |
| Атмосфера для сварки | Инертный газ |
| Подходит для сварки | Алюминия |
| Предел текучести | 120 |
| Относительное удлинение | 26 |
| Временное сопротивление разрыву | 265 |
| Упаковка | Бобина |
| Вес | 2 кг |
Достоинства:
- ровный шов;
- цена/качество.
Недостатки:
- не обнаружены.
MONOLITH 20312
Бронза — у омедненного шнура «MONOLITH 20312», диаметром 1.2 mm, весом 5 кг. Модель применяется для «MIG-MAG» сварки.
MONOLITH 20312
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Омедненный |
| Вид проволоки | Сплошное сечение |
| Атмосфера для сварки | Углекислый, инертный газ |
| Подходит для сварки | Углеродистой стали |
| Упаковка | бобина |
| Вес | 4 кг |
Достоинства:
- во время работы плазменное вакуумно-дуговое сопло обеспечивает отличную очистку свариваемой поверхности;
- рядная обмотка значительно увеличивает срок эксплуатации дорогого полуавтоматического оборудования «MIG»;
- у «MONOLITH 20312» отмечается устойчивое горение дуги, которое держится на большинстве режимов работы изделия.
Недостатки:
- не обнаружены.
Esab СВ-08г2с
2 место занимает «Esab СВ-08г2с», использующийся для работы с низкоуглеродистой и низколегированной сталью с мерой текучести превышающей 400 Мпа, в качестве защиты применяется углекислый газ и его смеси.
Технология изготовления «Esab СВ-08г2с» обеспечивает равномерную подачу шнура и небольшое разбрызгивание при работе. У изделия строгий лимит по содержанию примесей в химическом составе, гарантирующий отличные механические и ударные параметры наплавляемого металла (KCU при -60°С). Готовый шов отличается повышенной стойкостью к образованию сколов, даже в условиях нарушения уровня «межпроходной» температуры при длительной работе. «Esab СВ-08г2с» используется в следующих отраслях:
- энергетическая;
- вагоностроение;
- тяжелое машиностроение;
- верфи;
- спецтехника;
- устройство мостов, строительных конструкции.
Esab СВ-08г2с
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Металлический сплав |
| Тип покрытия | Омедненный |
| Вид проволоки | Сплошное сечение |
| Атмосфера для сварки | Углекислый, инертный газ |
| Подходит для сварки | Низкоуглеродистой стали |
| Предел текучести | С1 (100% CO2) — мин. 390 МПа, M21 (80%Ar+ 20%CO2) — мин. 400 МПа |
| Относительное удлинение | С1 (100% CO2) — мин. 20%, M21 (80%Ar+ 20%CO2) — мин. 22% |
| Временное сопротивление разрыву | С1 (100% CO2) — мин. 490 МПа, M21 (80%Ar+ 20%CO2) — мин. 510 МПа |
| Марка по ГОСТ | 2246-70: Св-08Г2С-О |
| Марка по EN ISO | EN ISO 14341: EN ISO 14341-B-G S18, EN ISO 14341: EN ISO 14341-B-G 49A 2 C1 S18, EN ISO 14341-B-G 49A 2 M21 S18 |
| Упаковка | Бобина |
| Вес | 5 кг |
| Тип сплава | Марганцево-углеродистая сталь |
Достоинства:
- качественный шов в условиях многопроходной сварки;
- приемлемая цена.
Недостатки:
- не обнаружены.
ER-70S-6 Brima 0011991
Победителем становится «Brima 0011991», применяемая для полу- и автоматической сварки «MIG/MAG», шнур успешно работает с углеродистыми, низколегированными металлами, используя смеси защитных газов. Среди достоинств данной модели — небольшое разбрызгивание металла, качественный прямой шов, возможность трудиться с увеличенной эффективностью. Механические свойства:
- лимит текучести — 420 Mpa;
- предел прочности — 530 Mpa;
- сравнительное удлинение — 27%;
- ударная твердость — 90 Дж/см2.
ER-70S-6 Brima 0011991
Технические показатели:
| Параметры | Характеристики |
| Вес | 5 кг |
| Аналоги | ER-70S-6; CB-08Г2С; SG2 |
| Материал | Металлический сплав омедненная |
| Марка по AWS | ER70S-6 |
| Марка по IN ISO | SG2 |
| Марка по ГОСТ | СВ-08Г2С |
| Диаметр | 0.8 мм |
| Единица товара | Штука |
| Вес упакованного товара, кг | 5.03 |
| Габариты упакованного товара, мм | 50 x 50 x 1000 |
| Родина бренда | Германия |
| Вид проволоки | Сплошное сечение |
| Сваривает | Углеродистую, низколегированную сталь |
| Атмосфера | Углекислый, инертный газ |
| Упаковка | Бабина |
Достоинства:
- мало брызг при работе;
- цена/качество.
Недостатки:
- не обнаружены.
Порошковая
Elitech 0606.016000
5 место — у порошкового шнура «Elitech 0606.016000», данная модель используется полуавтоматическими сварными машинами «MIG/MAG» без применения газа. Родина бренда — РФ.
Elitech 0606.016000
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Металлический сплав |
| Вид проволоки | Порошковая |
| Атмосфера для сварки | Под флюсом |
| Упаковка | Бобина |
| Вес | 1 кг |
Достоинства:
- применяется без газа;
- относительно не высокая цена.
Недостатки:
- не обнаружены.
КЕДР MIG E71T-GS
4 место занимает порошковая «MIG E71T-GS», провод способен сваривать материалы в один «проход» со стыком внахлест, при этом можно работать во всех направлениях. Изделие успешно применяется в судостроительной промышленности, изготовлении различных металлоконструкций, работает с вращающимися деталями, в других сферах, где трудно использовать полуавтоматическое сварочное оборудование в среде защитного газа. Аппарат должен работать на постоянном токе (DC), полярность прямая, намотка шнура на бобину рядная.
КЕДР MIG E71T-GS
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Металлический сплав |
| Вид проволоки | Порошковая |
| Атмосфера для сварки | Под флюсом |
| Предел текучести | 400 МПа |
| Относительное удлинение | 0.22 |
| Временное сопротивление разрыву | 480 МПа |
| Марка по AWS | E71T-GS |
| Упаковка | Бобина |
| Вес | 1 кг |
Достоинства:
- цена/качество.
Недостатки:
- не обнаружены.
Innershield NR-232
Бронза — у порошкового провода, работающего без газа. Модель «Innershield NR-232», используется с углеродистыми металлами, при этом сопло можно держать во всех пространственных положениях.
К особенностям «Innershield NR-232» относятся: увеличенная скорость и глубина наплавки шва при вне позиционной работе; относительно быстрое схватывание деталей; легкое удаление шлака. Проверка качества партий соответствует требованиям регламента AWS D1.8. Область использования «Innershield NR-232»:
- строительная промышленность, включая металлоконструкции, соответствующие требованиям сейсмической безопасности;
- общестроительных пластин
- производство судостроительных деталей, арматура;
- тяжелое машиностроение, различные емкости, бункеры, опоры, элементы мостов.
Innershield NR-232
Технические показатели:
| Параметры | Характеристики |
| Классификация и одобрения | AWS A5.20/A5.20M EN ISO 17632-A : E71T-8 : T 42 2 Y N 2 H10 |
| Предел текучести σт, Н/мм² | 490 |
| Предел прочности σв, Н/мм² | 590 |
| Удлинение δ, % | 26 |
| Ударная вязкость KCV, Дж/см² | 65 при -20°C 35 при -29°C |
| Химический состав наплав. металла | C, % 0,18 Mn, % 0,65 Si, % 0,27 Al, % 0,55 P, % 0,006 S, % 0,004 |
| Диаметр | 1.7мм |
| Вес | 4*6.1кг |
Достоинства:
- крепкий шов;
- простое удаление шлака.
Недостатки:
- не обнаружены.
Filarc PZ 6113
2 место занимает универсальный, работающий без защитного газа, многопозиционный рутиловый порошковый шнур, изготовленный для работы в аргоновой смеси «М21», углекислоте «С1», без примесей. Оборудование должно быть настроено на постоянный ток обратной полярности.
«Filarc PZ 6113» сваривает углеродистые, низколегированные металлоконструкции, элементы судов. Провод имеет отличные технологические параметры, образуя ровный наплавленный шов с легко отделяющейся шлаковой коркой, при этом, практически, полностью отсутствуют брызги. Важно заметить, что при формировании обратного валика односторонней сваркой, необходимо использовать подкладки из керамики, с канавкой в форме трапеции. Шов нужно вести углом назад, отжимая шлак в заднюю часть ванны.
Filarc PZ 6113
Технические показатели:
| Параметры | Характеристики |
| Диаметр проволоки | 1,2 мм |
| Проволоки на кассете | 16 кг |
| Защитный газ С1 | 100% углекислый газ |
| Классификации | По AWS A5.36 E71T1-C1AO-CS2-H4, E71T1-M21A0-CS-H8; по ISO 17632-A T 42 2 P C 1 H5, T 46 2 P M 1 H10 |
| Химический состав | C – углерод 0.06 %Mn – марганец 1.20 %Si – кремний 0.45 %S – сера max 0.030 %P — фосфор max 0.030 % |
| Предел текучести σт | ≥420 Н/см² |
| Предел прочности σв | ≥510 Н/см² |
| Удлинение δ | 22 % |
| Ударная вязкость | KCV -20°C ≥68 |
Достоинства:
- нет брызг;
- многопозиционная работа.
Недостатки:
- не обнаружены.