Канифоль далеко не всегда помогает качественно спаять друг с другом детали, и тогда в дело идет паяльная кислота, которая способна удалить оксидную пленку с поверхностей и качественно подготовить их к пайке. Если канифольный флюс хорошо справляется с «обязанностями» по подготовке к соединению элементов из меди, то кислотными составами лудят не только их, но и детали из медных сплавов (латуни, бронзы), нержавеющей и черной стали, никеля, драгоценных металлов и даже алюминия или чугуна.
Рисунок 1. Паяльная кислота нужна для удаления пленки оксида и подготовки поверхности детали к пайке.
Для чего нужны кислотные флюсы
Кислота обеспечивает наилучшую среду для контакта припоя с деталями на как можно большей площади:
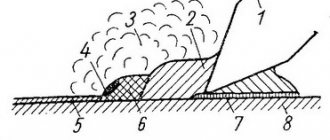
Рисунок 2. Устройство солевой батарейки.
- очищая обрабатываемые поверхности от окислов и загрязнений;
- оберегая их от возобновления процесса окисления;
- значительно снижая поверхностное натяжение припоя, что способствует более свободному его растеканию.
Результатом этого становится более надежное соединение спаиваемых деталей.
Разные металлы требуют и применения разных паяльных кислот, но сразу следует усвоить, что кислотные флюсы не следует применять при сборке плат, ведь они являются агрессивной средой, способной разрушительно воздействовать на все их компоненты. Кроме того, кислоты – отличные электропроводники, умеющие создать для тока дополнительные (и нежелательные) каналы прохождения. Полагаться на нейтрализацию кислотной среды после спайки не следует.
Преимущества кислоты
Каждый состав имеет определенные преимущества, паяльные аксессуары не исключение.
Пайка алюминия кислотой
Основные положительные стороны:
- Удобство процесса, пайка позволяет обработать контакт в труднодоступном месте, за счет свойств текучести.
- Повышенная агрессивность позволяет разрушать оксидные пленки, отложения ржавчины. Обычно оксидные пленки не видны глазу, поэтому соединение обрабатывается обязательным порядком.
- О последующем образовании оксидной пленки можно не беспокоится, паяльная кислота противодействует этому, даже механических воздействиях.
- Разнообразие металлов, с которыми возможно производить действия, позволяет использовать раствор при каждой работе.
Хлорцинковый кислотный флюс
Чаще всего для лужения спаиваемых деталей используется флюс, который свободно продается в магазинах. Производители, не мудрствуя лукаво, называют его «Кислота паяльная» (рис. 1). В аннотациях к флюсу они указывают на сферы его применения. Как правило, это пайка и лужение меди, серебра и различных сплавов железа, в том числе и чугуна.
Основой паяльной кислоты являются соединения хлористого цинка, то есть она представляет собой раствор металла в соляной кислоте.
Изготовление паяльной кислоты в домашних условиях
Несмотря на доступность этого активного флюса в магазинах, многие домашние мастера интересуются, можно ли сделать его своими руками. Создание паяльной кислоты не представляет особых трудностей. Для ее изготовления необходимы:
Компоненты флюсов.
- цинк (Zn);
- концентрированная соляная кислота (HCl).
Чтобы получить флюс, его вещества добавляются в следующих пропорциях:
- 412 г Zn;
- 1 л HCl.
Вначале в лабораторную емкость (стеклянную, керамическую, фарфоровую) помещается цинк, а уже потом в посуду наливается соляная кислота. Заливать ее следует с особой осторожностью, а уровень HCl в емкости не должен превышать ¾ ее объема. После окончания реакции растворения с выделением водорода (прекращения образования в жидкости пузырьков) и осветления до прозрачности готовый состав переливается в другую, плотно закрывающуюся посуду. Соляная кислота и гранулированный цинк продаются в магазинах химреактивов, но металлический реагент можно добыть и в отслуживших свой срок солевых элементах питания (пальчиковых батарейках) типов «АА», «ААА» и т.п. (рис. 2).
При самостоятельном приготовлении активного флюса необходимо соблюдать меры предосторожности. В лабораторных условиях реактив готовится в специальных шкафах, оборудованных вытяжкой. В домашних условиях следует применять средства защиты кожи, органов дыхания, глаз. Растворение цинка лучше проводить вне помещения или в усиленно проветриваемой комнате, так как при реакции активно выделяется водород. Смешивать реагенты для получения хлористого цинка следует вблизи источника воды.
Схема промывания глаз от флюса.
При попадании кислоты на кожу или глаза реактив нужно смывать большим количеством проточной воды.
Вещество, разлитое на какую-нибудь поверхность, смывается раствором воды с нейтрализующей действие кислоты щелочью (питьевой содой). Следует сказать и несколько слов о хранении хлороводородной кислоты.
Емкости с ней должны плотно закрываться и содержаться в затемненном и прохладном месте. Доступ детей к кислоте должен быть исключен.
В качестве флюса можно использовать и чистую соляную кислоту. Она применяется для подготовки к спаиванию деталей из железа (к примеру, кровельного).
Флюс из ортофосфорной кислоты
Еще одна распространенная паяльная кислота – ортофосфорная (H3PO4). Она успешно справляется с удалением оксидов с поверхностей металлов и защищает их от образования новых соединений с кислородом, образующих на металле препятствующую спаиванию деталей пленку. Неслучайно ортофосфорная кислота входит в состав большинства средств для антикоррозийной обработки стальных конструкций.
Для пайки сплавов хрома и никеля кислота применяется не в чистом виде. Флюс почти на 1/3 состоит из этилового спирта. На долю H3PO4 приходится 32%, и 6% в составе занимает канифоль. В иных составах для лужения и паяния объем кислоты может доходить почти до 100%. Зачастую ортофосфорная кислота разводится вместе с хлористым цинком, массовое содержание которого во флюсе может колебаться от 50% до тысячных долей процента. H3PO4 применяется не только для соединения деталей из никелевых сплавов, ее используют для пайки изделий из низколегированной стали и чистой меди или ее сплавов.
Таблица кислотных флюсов.
Ортофосфорная кислота входит в состав активного флюса Ф-38 Н, с помощью которого проводится пайка:
- легированной, малоуглеродистой и среднеуглеродистой стали;
- меди и ее сплавов;
- хромоникелевых сплавов.
Ф-38 Н применяется для пайки в местах с затрудненным доступом и защищает спаянные детали от коррозии. В его составе:
- солянокислый диэтиламин;
- H3PO4 (25%).
Ортофосфорная кислота взрыво- и пожаробезопасна, но работа с ней и ее хранение должны проводиться с соблюдением всех мер предосторожности. Смывать вещество после попадания на кожу или глаза также следует проточной водой. Длительность промывания составляет не менее 10-ти минут.
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.
Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.
Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов. После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Флюсы из аспирина и салициловой кислоты
Кто-то из умельцев, не найдя в доме канифоли или иного флюса, догадался использовать для обработки элементов перед пайкой обычный аспирин. Таблеткой ацетилсалициловой кислоты можно воспользоваться при ремонте бытовых приборов. Правда, при нагревании аспирина образуются едкие пары, поэтому работать с ацетилсалициловым флюсом следует в проветриваемом помещении. Один из способов лужения: посыпать порошком аспирина деталь. По-другому, провода кладутся на целую таблетку и прогреваются паяльником.
На основе салициловой кислоты выпускается флюс ВТС, который часто используется в электромонтаже. Этот состав обеспечивает защиту спаянным деталям от коррозии, поэтому ему отдается предпочтение при проведении такого рода операций. ВТС применяется для обработки меди и ее сплавов, а также элементов из драгоценных металлов. В состав флюса входят:
- раствор салициловой кислоты и этанола (C2H5OH) – 6,3%;
- триэтаноламин – 6,3%;
- технический вазелин – 63%.
Виды паяльных кислот и особенности применения
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения. Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор. Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь. Все действия производятся на проветриваемом месте.
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия.
Пайка олеиновой кислотой позволяет производить стыковку материалов из медных и алюминиевых сплавов, без образования химической пленки и окисления.
Олеиновая кислота Б-115
Флюс используется для защиты от процессов коррозии на стыке, при механическом воздействии, образуется новая пленка, что позволяет не беспокоится о надежности соединения.
Взамен паяльной кислоты, другие флюсы не имеют схожих свойств, возможно применение машинного масла с растертыми опилками, процесс пайки происходит втирание состава при стыковке. При нагревании олеиновый тип паяльной кислоты испаряется, но место пайки залужено, о качественном соединении бессмысленно беспокоится.
Ортофосфорная кислота
При обработке металлов ортофосфорным раствором происходит построение защитной пленки, препятствующей образованию окислов, химических реакций металла. Характеристики раствора состоят в бесцветной субстанции, неорганического рода. Гигроскопичная структура в виде пастообразной структуры взаимодействует при нагревании и растворяется в жидкий состав. Обладает хорошими свойствами текучести, легко убирается водой после работы.
Пайка ортофосфорной кислотой
Применяется ортофосфорная кислота при пайке углеродистых, легированных сталей. Также к работе подходят сплавы меди и никеля, рабочая температура при паяльных работах начинается от 350 градусов. Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Флюс ВТС
Салициловая основа, распространенная составом аспирина, применяется как составляющая часть флюса для пайки. Наиболее широко применяется к работе с драгоценными металлами, ввиду слабого взаимодействия с частицами изделия.
Основное преимущество, это защита от окисления места пайки, нет необходимости удалять флюс, если только не предъявляются дополнительные требования.
Универсальность применения, дешевое изготовление позволяют применять паяльную кислоту на основе салициловых соединений. Едкие выделения предполагают рабочую вытяжку при выполнении паяльных действий, также отрицательной стороной является плохое взаимодействие с алюминием.
Как обрабатывать детали кислотой
Жидкие флюсы наносятся на поверхности кисточкой. В этом случае обеспечивается более точное и равномерное смачивание ими подлежащих пайке элементов, поэтому кисточка должна находиться в любом комплекте для паяния. В то же время, как уже писалось выше, и более активные флюсы, и менее активные в той или иной степени разрушающе воздействуют и на соединенные поверхности, и на припой. Если по окончании работы не удалить флюс, то на стальных деталях, к примеру, процессы ржавления будут протекать в гораздо более быстрых темпах.
Чтобы исключить подобное, после пайки покрытые флюсом детали нужно обработать нейтрализаторами. Самый простой из них – вода. Чтобы удалить Ф-38 Н, ничего, кроме нее, применять не надо. Хорошо нейтрализует действие соляной, ортофосфорной, ацетилсалициловой кислоты сода, так как является основанием. После пайки на детали следует нанести содовый раствор, который затем смывается водой. Остатки ВТС удаляются спиртом или ацетоном.