Сведения о производителе фрезерного горизонтального настольного станка НГФ-110
Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
НГФ-110Ш4 станок фрезерный горизонтальный настольный. Назначение и область применения
Фрезерный станок НГФ-110Ш4 выпускается по ТУ-79 РСФСР 441-79 и заменил устаревшую модель фрезерного станка НГФ-110Ш3, который выпускался по ТУ-79 РСФСР 355-72.
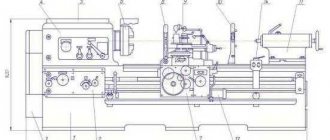
Горизонтальный консольно-фрезерный станок НГФ-110 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Модификации настольного горизонтально-фрезерного станка НГФ-110
НГФ-110ш1, НГФ-110ш2 производитель: Завод № 5 им. Дзержинского, город Щелково Московской области, поселок имени Свердлова.
НГФ-110ш2 производитель: Сапожковский механический завод № 7, город Сапожок Рязанской области.
НГФ-110ш3 0,6 кВт, размер стола 100 х 400 мм производитель: Ростовский завод МАГСО, основанный в 1956 году.
НГФ-110ш4 0,75 кВт, размер стола 100 х 400 мм производитель: Ростовский завод МАГСО, основанный в 1956 году.
Обозначение фрезерного станка НГФ-110ш4. Буквы и цифры означают:
- Н — настольный станок;
- Г — горизонтальный станок;
- Ф — фрезерный станок;
- 110 — наибольший диаметр фрез, применяемых на станке (мм);
- Ш — школьный;
- 1, 2, 3, 4 — модель станка.
НГФ-110ш3 станок фрезерный горизонтальный настольный. Назначение и область применения
Горизонтально-фрезерный учебный станок НГФ-110ш3 выпускался с 1972 по 1979 год по ТУ-79 РСФСР 355-72 и был заменен в производстве более совершенным станком НГФ-110Ш4, который выпускается по ТУ-79 РСФСР 441-79.
Горизонтальный консольно-фрезерный станок НГФ-110ш3 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки (ВФГ) позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Фрезерный станок модели НГФ-110ш3 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Модификации настольного горизонтально-фрезерного станка НГФ-110
НГФ-110ш1, НГФ-110ш2 производитель: Завод № 5 им. Дзержинского, город Щелково Московской области, поселок имени Свердлова.
НГФ-110ш2 производитель: Сапожковский механический завод № 7, город Сапожок Рязанской области.
НГФ-110ш3 0,6 кВт, размер стола 100 х 400 мм производитель: Ростовский завод МАГСО, основанный в 1956 году.
НГФ-110ш4 0,75 кВт, размер стола 100 х 400 мм производитель: Ростовский завод МАГСО, основанный в 1956 году.
Обозначение фрезерного станка НГФ-110ш4. Буквы и цифры означают:
- Н — настольный станок;
- Г — горизонтальный станок;
- Ф — фрезерный станок;
- 110 — наибольший диаметр фрез, применяемых на станке (мм);
- Ш — школьный;
- 1, 2, 3, 4 — модель станка.
НГФ-110Ш4 Габариты рабочего пространства фрезерного станка
Габариты рабочего пространства фрезерного станка НГФ-110ш4
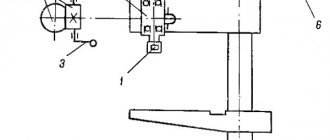
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
НГФ-110ш3 Габариты рабочего пространства фрезерного станка
Габариты рабочего пространства фрезерного станка НГФ-110ш3
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110ш3
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
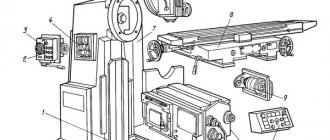
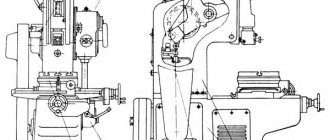
НГФ-110 Расположение составных частей на станке
Расположение составных частей на станке НГФ-110ш4
Перечень составных частей фрезерного станка
- стойка с коробкой скоростей
- консоль
- стол с салазками
- хобот с серьгой
- оправка
- плита с электроаппаратурой
- экран защитный
- тиски
- светильник местного освещения
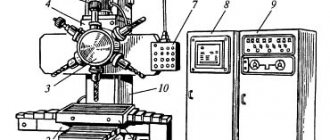
НГФ-110 Расположение органов управления станком
Расположение органов управления станком НГФ-110
Перечень органов управления фрезерным станком НГФ-110
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
Расположение органов управления станком НГФ-110
НГФ-110ш3 Расположение органов управления станком
Расположение органов управления станком НГФ-110ш3
Перечень органов управления фрезерным станком НГФ-110ш3
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
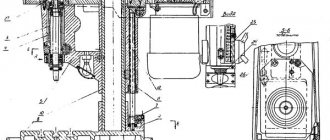
НГФ-110 Кинематическая схема фрезерного станка
Кинематическая схема фрезерного станка НГФ-110ш4
Кинематическая схема фрезерного станка НГФ-110ш4
Кинематическая схема фрезерного станка НГФ-110ш4
Вращение от электродвигателя I передается клиноременной передачей валу II коробки скоростей (рис. 7). Далее с вала II. на вал III и затем на шпиндель IV вращение передается через шестерни 4, 5, 6, неподвижно закрепленные на валу II, подвижные тройной и двойной блоки шестерен, сидящие на валу III и шестерни 12, 13 неподвижно закрепленные на шпинделе IV.
Подвижные блоки шестерен позволяют получить шесть различных частот вращения шпинделя (см. график частот вращения шпинделя).
Описание основных узлов фрезерного станка НГФ-110
Стойка станка НГФ-110 с коробкой скоростей
Стойка является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Жесткость конструкции стойки достигается за счет развитого основания и трапецеидального сечения стойки по высоте.
Стойка разделена на два отсека. В верхнем отсеке монтируется коробка скоростей, в нижнем — электродвигатель.
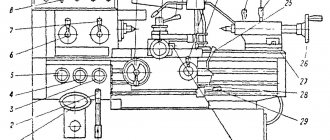
Коробка скоростей фрезерного станка НГФ-110
Фото коробки скоростей фрезерного станка НГФ-110ш4
Схема коробки скоростей фрезерного станка НГФ-110ш4
Трехваловая шестискоростная коробка скоростей смонтирована в верхней части корпуса стойки и обеспечивает регулирование частоты вращения шпинделя от 125 до 1250 об/мин. Подбор необходимой частоты вращения осуществляется с помощью рычагов переключения, расположенных с левой стороны станка.
Для осмотра коробки скоростей необходимо снять боковую крышку.
Шпиндель ставка представляет собой двухопорный полый вал. Небольшой по длине пролет между опорами и значительный диаметр сечений обеспечивают необходимую виброустойчивость и жесткость шпинделя.
Передняя шейка шпинделя опирается на два радиально-упорных подшипника 8 (рис. 2), а задняя — на радиальный подшипник 9. Для устранения осевого зазора передних подшипников на шпинделе установлены две гайки 10. Между подшипниками установлены распорные кольца 11 и 12. При износе подшипников зазор в них устраняется шлифовкой торцов внутреннего распорного кольца 12. Компенсационное кольцо 13 служит для устранения осевого люфта шпинделя.
Основными подшипниками, определяющими геометрическую точность шпинделя, являются радиально-упорные однорядные шарикоподшипники № 46 208 передней опоры и радиальный шарикоподшипник № 206 задней опоры. В осевом направлении шпиндель фиксируется буртиком стойки и передней крышкой.
Регулирование зазора в переднем подшипнике производится подтягиванием гайки, расположенной в передней части шпинделя.
Для доступа к этой гайке рекомендуется снять боковую крышку на стойке.
Смазка коробки скоростей
Смазка зубчатых колес и подшипников коробки скоростей осуществляется разбрызгиванием.
Масло И-30А заливается в масляный резервуар до уровня, контролируемого маслоуказателем.
Масло менять первый раз через 15 дней работы, затем через каждые 3 месяца.
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от» винта вертикальной подачи 3.
Рабочий стол и Консоль фрезерного станка
Стол и консоль фрезерного станка НГФ-110ш4
Консоль фрезерного станка НГФ-110ш4
Консоль фрезерного станка НГФ-110ш4
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от винта вертикальной подачи 3.
Рабочий стол фрезерного станка НГФ-110ш4
Стол фрезерного станка НГФ-110ш4
- Стол
- Салазки
- Гайка поперечной подачи
- Гайка продольной подачи
- Винт продольной подачи
- Винт зажима cтола на салазках
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
Экран защитный
На станке установлен экран защитный для защиты работающего от отлетающей стружки в зоне резания.
Схема электрическая фрезерного станка НГФ-110
Электрическая схема фрезерного станка НГФ-110ш4
К электрооборудованию относятся: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, и установленные в изолированных нишах плиты станка (поз. 6 рис. 1) магнитный пускатель, трансформатор, клеммные колодки, предохранителя, выключатели, кнопочный пост управления, тепловое реле.
На станке установлен светильник местного освещения
Схема электрическая фрезерного станка НГФ-110ш3
Электрическая схема фрезерного станка НГФ-110ш3
К электрооборудованию относятся: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, и установленные в изолированных нишах плиты станка, магнитный пускатель, клеммные колодки, выключатели, кнопочный пост управления.
Технические характеристики станков моделей НГФ-110Ш4
| Наименование параметра | НГФ-110ш3 | НГФ-110ш4 |
| Основные параметры станка | ||
| Основные размеры ГОСТ, ТУ | ТУ-79 РСФСР 355-72 | ТУ 79 РСФСР 441-79 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | 100 х 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30..200 | 30..200 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | 85 |
| Расстояние от торца шпинделя до подшипника подвески (серьги), мм | 235 | 235 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | 110 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | 250 |
| Наибольшее перемещение стола поперечное, мм | 85 | 85 |
| Наибольшее перемещение стола вертикальное, мм | 170 | 170 |
| Число Т-образных пазов | 1 | 1 |
| Перемещение стола на одно деление лимба продольное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба поперечное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба вертикальное (на один оборот), мм | 0,025 (2) | 0,025 (2) |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | нет |
| Число ступеней рабочих подач стола | нет | нет |
| Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин | нет | нет |
| Угол поворота стола (в крайнем переднем положении), град | нет | нет |
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 100, 160, 250 ,490, 630, 1000 | 125, 200, 310, 500, 800, 1250 |
| Количество скоростей горизонтального шпинделя | 6 | 6 |
| Внутренний конус горизонтального шпинделя | Морзе 3 | Морзе 3 |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 0,6 (1410..1440) | 0,55..0,75 (1390..1480) |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 790 | 685 х 640 х 925 |
| Масса станка, кг | 200 | 340 |
- Станок настольный горизонтально-фрезерный НГФ110Ш4. Руководство по эксплуатации, 1984
- ТУ 79 РСФСР 441-79
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Школьные токарные станки. Обзор
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Описание технических характеристик
Компоненты станка
Станок серии НГФ-110 относится к разряду учебного оборудования. Поэтому перед началом работы на нем ответственное лицо должно проверить правильность установки и настройки агрегата. Приступать к фрезерованию можно только после проведения инструктажа по технике безопасности.
Так как масса станка небольшая, всего 340 кг, при выборе заготовки следует учитывать ее площадь и вес. Габариты оборудования составляют 68,5*64*92,5 и для его установки необходимо оборудовать рабочий стол. Желательно, чтобы он имел функцию регулирования по высоте.
Основные технические характеристики станка модели НГФ-110-Ш4:
- габариты рабочего стола – 10*40 см;
- горизонтальный шпиндель может быть удален от поверхности стола на расстояние от 3 до 20 см;
- горизонтальный шпиндель удален от фиксирующего хобота на 85 мм;
- на станке НГФ-110-Ш4 можно устанавливать фрезу, чей диаметр не превышает 11 см;
- параметры смещения рабочего стола. Продольное составляет 25 см; поперечное – 8,5 см; вертикальное – 17 см;
- на столе имеется один т-образный паз для фиксации обрабатываемой детали;
- характеристики смещения на одно деление лимба. Поперечное и продольное – 0,05 мм; вертикальное – 0,25 мм;
- с помощью системы управления можно изменять частоты вращения шпиндельной головки в диапазоне от 125 до 1250 об/мин;
- число скоростей для горизонтального шпинделя составляет 6.
Главный привод станка осуществляется за счет работы электродвигателя, мощность которого составляет 0,55 кВт. При этом в конструкции оборудования не предусмотрены многие стандартные функции, а в частности — быстрый ход стола, возможность его поворота и дополнительные усилия для всех видов подач. Поэтому данный станок модели НГФ-110 не может эксплуатироваться в мелкосерийном производстве или профессиональных мастерских.
Для улучшения эксплуатационных качеств на станке установлен светильник, обеспечивающий местное освещение. Он монтируется на гибкой гофре и может изменить свое расположение относительно обрабатываемой детали.