При выполнении ремонтных работ нередко возникает необходимость изменять конфигурацию труб с целью придания им требуемой формы. Получить такой результат можно только с помощью специального инструмента. Но приобретать устройство ради проведения лишь нескольких операций нецелесообразно. Тем не менее, позаботиться о наличии в арсенале трубогиба должен каждый мастер, поскольку выполнение гибки трубного изделия может потребоваться в самое неожиданное время.
В бытовых условиях и при небольших объемах работ используются трубогибы ручного типа
Общие сведения
Этот инструмент по своему устройству отличается рядом особенностей. Именно благодаря ним есть возможность гнуть трубы, в том числе металлические, без особых проблем, придавая тем заданный угловой радиус с затратой минимальных физических усилий. Подобное оборудование подразделяется на несколько видов:
- ручные трубогибы;
- трубогибы гидравлические. Модели данного типа тоже можно отнести к категории ручного инструментария;
- дорновые;
- пружинные.
Но существуют устройства и другого исполнения:
- электромеханические;
- сегментные;
- арбалетные.
Всем вышеуказанным инструментам присущи положительные и отрицательные качества, но каждый из них позволяет без значительных физических усилий и за короткое время выполнить гибку металлического трубного изделия с круглым сечением.
Самый простой вариант – зайти в ближайший специализированный магазин, в ассортименте которого присутствуют приспособления такого типа. Но человеку, имеющему опыт в изготовлении своими руками самых разнообразных устройств, под силу будет создать ручной трубогиб в домашних условиях.
Можно приобрести инструмент заводского исполнения, но вполне реально собрать его самостоятельно из подручных материалов
Безопасность при работе
Трубогиб является достаточно опасным инструментом. При неправильном обращении с ним присутствует возможность получить травму. Чтобы этого избежать дадим несколько советов по использованию прибора:
- Ни в коем случае нельзя подходить на близкое расстояние к трубе с той стороны, где она гнётся (при работе на стационарных станках). В некоторых случаях заготовка может просто соскользнуть – сталь с высокой скоростью ударит по телу.
- Во время сгибания стали также нельзя прикасаться и удерживать саму металлоконструкцию – это можно делать только после прекращения деформации.
- Не включайте трубогиб на максимальную скорость работы. При быстрых деформациях есть возможность сломать трубу. При этом осколки от неё могут разлететься в различные стороны, что также очень опасно.
Видео — Трубогиб своими руками, гнет трубу без заломов
Устройство. Принцип действия
Вид трубогиба во многом определяет его конструкцию. Однако в каждое устройство входит стандартный набор элементов. Ключевым рабочим компонентом является нажимная насадка (нажим), на который производится давление. В результате его воздействия угол изгиба трубы меняется.
Ручной трубогиб характеризуется конструкцией, включающей пружину с фиксатором, в то время как электрические устройства оснащаются электродвигателями. Нажим приводится в действие именно этими элементами.
Независимо от типа трубогиба, в состав агрегата входят несколько валов (шаблонов/роликов). Они выполняют функцию стабилизации и регулирования радиуса изгиба заготовки. Воздействие на трубу предполагает её предварительную фиксацию между нажимной пластиной и валами. Реализуемая величина изгиба регулируется положением валов. Например, если требуется сформировать острый угол, валы размещают близко к нажиму и один к другому.
Полезно знать! В самодельном трубогибе чаще всего такая возможность отсутствует по причине простоты конструкции.
Вид оборудования определяет и способ его воздействия на трубу. Методы бывают такими:
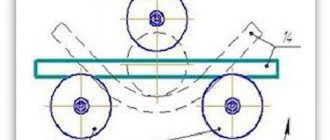
- вальцовка (прокатка). Здесь используются 3 подвижных вала. Радиус изгиба – величина производная от расположения опорных роликов по отношению к центральному валу, который тоже оказывает давление на трубу;
- воздействие на трубную заготовку штоком (арбалетный способ). В этом случае в качестве опоры служат два стационарных ролика, а трубу между ними гнёт шаблон на штоке;
- намотка. При намотке труба специальным зажимом прижимается к вращающемуся ролику. При этом ролик наматывает заготовку, протягивая её между собой и упором;
- обкатка. В этом методе трубогиб зажимает концы трубы, шаблон остаётся неподвижным, в то время как прижимной ролик, перемещаясь, сгибает заготовку.
Регулировать радиус изгиба трубы можно при помощи шаблонов разного диаметра
Следует отметить универсальность данного инструмента: с его помощью можно изгибать различные типы трубных изделий:
- водопроводные;
- газовые;
- котельные и др.
Сами же трубы могут быть изготовлены из:
- металлопластика;
- алюминия;
- меди;
- стали.
Единственное ограничение касается диаметра труб: значение этого параметра не должно превышать два дюйма.
Разновидности приспособлений
Производители предлагают устройства разной конструкции. Можно утверждать, что любое из приспособлений не представляет сложности в использовании.
Трубогибы бывают:
- арбалетного типа – внешне напоминают спортивный арбалет;
- сегментные – они же обкаточные;
- пружинные – внешние и внутренние, всегда отдельно для каждого диаметра.
Арбалетный
Арбалетный трубогиб представляет собой устройство, которое имеет фиксированный шаблон изгиба для каждого диаметра отдельно. Он имеет форму полукруга, позволяет согнуть трубу на угол в 90 градусов.
Принцип действия арбалетного устройства:
- участок, предназначенный для изгиба, неподвижно фиксируется на упорах;
- труба продавливается шаблоном на ручке до необходимого угла.
Ручной инструмент такого типа для металлопластиковых материалов d 16-20 мм стоит недорого, имеет вес до 2 кг.
Сегментный
Сегментный (или обкаточный) трубогиб представляет собой металлический станок из двух роликов с зажимами для трубы. Инструмент позволяет менять направляющую ось на 180 градусов. Производители предлагают электромеханические, гидравлические и ручные устройства.
Сегментный трубогиб чаще имеет универсальное назначение, используется не только для металлопластика, но и для алюминиевых, медных материалов. Принцип работы прост – трубу фиксируют на роликовом шаблоне и прокаткой меньшего ролика «обматывают» ее вокруг шаблона. Для монтажа бытовых коммуникаций своими руками сегментный трубогиб приобретать нерентабельно. Это профессиональный инструмент.
Пружинный
Пружинный трубогиб представляет собой упругую металлическую пружину, которую вставляют внутрь металлопластиковой трубы или надевают сверху. Это ручной, недорогой инструмент, которым удобно работать в труднодоступных местах, например, при проходе коммуникаций сквозь препятствие. Весит пружина от 200 до 600 г, в зависимости от размера.
- пружину вставляют внутрь трубы, предварительно закрепив на ее конце проволоку для извлечения;
- трубу сгибают в требуемой конфигурации руками;
- допустимо использовать колено в качестве срединного рычага.
Внутренняя пружина не только сохраняет необходимый радиус изгиба, но и служит дорном, предотвращая деформацию внутреннего просвета.
Нюансы работы с ручным трубогибом
Рассмотрим особенности применения данного оборудования на примере его наиболее популярных типов.
Арбалетный трубогиб. Для домашних мастеров, столкнувшихся с необходимостью гнутья тонкостенных трубных изделий из латуни, алюминия и меди, или тонких труб из металлопластика такой инструмент – это оптимальный выбор. Он отлично подходит для работы с трубами, диаметр которых колеблется в диапазоне миллиметра. При этом, справиться с работой может любой человек, обладающий лишь базовыми техническими навыками.
Простота конструкции арбалетного трубогиба реализуется преобразованием усилия на ручке в силу нажатия на рычаг. Таким образом, сила сжатия ручки инструмента напрямую определяет угол загиба конечного продукта. Как показывает практика, для того, чтобы сформировать из трубы плавную, без деформаций дугу с углом изгиба 90 градусов, достаточно усилий одной мужской руки. Но здесь есть одно требование: чтобы исключить смятия либо разрывы стенок, необходимо правильно подобрать пуансон. Он должен соответствовать диаметру сгибаемой заготовки.
Простой арбалетный трубогиб подходит для работы с трубами диаметром до 32 мм
Ручной гидравлический трубогиб. Оборудование данного типа приходит на помощь, когда возможностей арбалетного трубогиба и одних только рук недостаточно. Устройство идеально подходит для металлических труб диаметром 12 ≤ D ≤ 100 миллиметров. Прежде, чем приступить к работе с ручным гидравлическим трубогибом, убедитесь в корректности позиционирования штока цилиндра. В данном случае он должен пребывать в нерабочем положении. То есть, чтобы подготовить агрегат эксплуатации, исполнителю нужно будет приподнять на пол-оборота винт перепускного клапана.
Обратите внимание! Перед работой необходимо расположить гидроцилиндр на горизонтальной ровной поверхности, а нижнюю траверсу зафиксировать.
Для подготовки гидравлического ручного трубогибочного станка к работе, берём гибочный башмак. Его маркировка должна соответствовать диаметру заготовки. Далее пристраиваем этот аксессуар к штоку гидроцилиндра с таким условием, чтобы пуансон принимал на штоке трубогиба горизонтальное положение. Установив гибочный сегмент, вставляем упоры в ближе всех расположенные к гидроцилиндру отверстия. Теперь ручной трубогиб готов к работе полностью.
Виды
Приспособления, предназначенные для гибки труб, подразделяют по нескольким принципам. Наиболее обобщенно все трубогибы можно разделить на 3 основных вида, по типу применяемого привода.
Ручные
Прокатный тип с ручным приводом – это малогабаритное приспособление, относящееся к ручному рычажному оборудованию, с помощью которого сгибают заготовки небольшого диаметра из металла и полимерных материалов с тонкими стенками. Такой тип оборудования хорош тем, что себестоимость готового изделия получается очень низкой и изготовить его можно своими силами.
Недостатком приспособления является ограниченность диапазона рабочих диаметров, с которыми трубогиб справляется, и необходимость оператору прикладывать довольно значительные физические усилия. Кроме того, заготовку с нестандартными параметрами на таком станке не сделать.
Гидравлические
Механический тип трубогиба представляет собой оборудование, снабженное гидравлическим приводом. Это профессиональный и универсальный трубогиб, который применяется в сфере производства, строительства или иной отрасли. Его преимущество заключается в том, что в отличие от ручного станка гидравлика позволяет увеличить производительность и выполнять большие объемы работ за короткий промежуток времени. Кроме того, механический трубогиб сможет сгибать трубы даже с большим диаметром.
Электрические
Электромеханической тип оборудования является профессиональным, его работа основана на применении электропривода. Такие машины используются в рамках крупных промышленных предприятий и объектов, а также при возведении капитальных строительных конструкций. Благодаря электрическому приспособлению для гибки труб можно получить высокое качество, производительность и точность при изготовлении изделий. Многие модели современных станков способны работать с большими диаметрами заготовок и очень точно выдерживать градус изгиба по заданным параметрам.
Недостатком электрического оборудования является то, что наличие в его конструкции электромеханики не лучшим образом сказывается на мобильности такого инструмента, так как его вес увеличивается и присутствует привязка к сетям электропитания.
Оборудование, предназначенное для гибки труб, можно подразделять и по принципу действия таких приспособлений.
Автоматический – работа станка может быть запрограммирована с помощью системы ЧПУ. Все параметры во время работы поддерживаются в автоматическом режиме за счет специальных калибровочных датчиков. Такие станки позволяют изгибать трубы всех диаметров с любым уровнем сложности заданных параметров. На сегодняшний день это самые современные и производительные станки.
Для разных целей и объемов выполнения работ потребуется свой тип оборудования, стоимость которого колеблется в пределах от нескольких сотен до миллиона рублей.
Как подготовить трубы
Чтобы получить на гидравлическом трубогибе качественный результат, потребуется немного математики. Нужно принимать во внимание то, что такое достаточно мощное устройство способно повредить трубы. Касается это, прежде всего, изделий, характеризующихся следующим соотношением:
Sст/Dвн < 0,06 ,
где: Sст. – толщина стенки; Dвн.- внешний диаметр.
Например, для трубы 20 миллиметров со стенкой толщиной 2 миллиметра, это показатель равен 0,1,что вполне приемлемо. А вот такая же по диаметру тонкостенная (1 мм) труба по этому условию не подходит, поскольку соотношение равно 0,05. Если использовать ручной гидравлический трубогиб, без переломов и замятий стенок такого трубного изделия не обойдётся. Избежать этих неприятностей позволит набивка до краёв сухим и чистым песком с запаиванием трубы с обеих сторон.
Чтобы предотвратить заломы на тонкостенной трубе, ее набивают песком
И ещё один момент. Допустим, под предполагаемую к гибке заготовку у вас нет сегмента нужного размера, зато таковые имеются под большие диаметры. Решить данную проблему поможет установка дополнительной мягкой медной или алюминиевой вставки между сегментом и трубой. Её толщина вычисляется по следующей формуле:
Sвст = (Dпр.с.— Dт)/2 ,
где: Sвст. – толщина вставки; Dпр.с – диаметр проточки сегмента; Dт. — диаметр трубы.
Рассмотрим следующий пример. В наличии имеется сегмент, рассчитанный на трубы с сечением 26 мм, а устанавливаемая в трубогибочный ручной станок заготовка имеет диаметр 18 мм. Подставив в формулу эти данные, получим, что толщина пластины должна быть (26-18)/2 миллиметра.
Для ручных гидравлических трубогибов существуют также ограничения по минимально допустимому радиусу гибки – 4 диаметра трубы. То есть трубное изделие диаметром 20 миллиметров можно гнуть на минимальный радиус 80 миллиметров.
Сгибание труб вручную
Наиболее простой и распространенный метод сгибания выполняется вручную. Все, что требуется от мастера – немного ловкости рук. Процесс видоизменения изделия выглядит так:
- Аккуратно выполнить сгиб так, чтобы получившийся радиус составил не более 20˚.
- Отступить на 1 см от места изгиба и согнуть металлопластиковую трубу еще немного.
- Выполнить до 15 таких мини изгибов, чтобы повернуть изделие на 180 .
- При необходимости снова выпрямить трубу, разравнивать ее следует исключительно в обратном порядке.
Главное правило в ручном способе – плавность и неторопливость движений. Не следует стремиться согнуть изделие за один приём. Резкие движения могут спровоцировать повреждения.
Гибка вручную эффективна при работе с изделиями до 20 мм толщины. Более толстые изделия видоизменять вручную проблематично. Способ подходит для обработки труб заводской изоляции. Они удобны для установки и не нуждаются в дополнительном изолировании.
Материал разной толщины и жесткости гнется по-разному, поэтому лучше потренироваться перед началом работы. Для тренировок можно использовать метровые отрезки.
Сгибание труб трубогибом
Трубогиб – это ручной станок в виде пружины, которая обеспечивает аккуратное и безопасное сгибание металлопластиковой трубы на радиус до 180˚. Она эффективно работает с изделиями от 5 до 500 мм и может применяться для больших объемов работ.
Различают четыре типа станков, с помощью которых можно согнуть металлопластиковую трубу:
- ручная пружина (мобильная, может использоваться в домашних условиях);
- гидравлическая пружина (работает с изделиями до 120 мм). Она выдерживает механические удары и большие нагрузки, так как имеет упрочненный корпус. В комбинации с насосом обеспечивает высокую продуктивность работы;
- электрическая пружина с программным управлением;
- электрогидравлические аккумуляторные прессы.
Ручная пружина работает с металлопластиком от 5 до 125 мм. Она характеризуется минимальным весом – всего 10-50 килограммов. С ее помощью можно видоизменять материал всего лишь одной рукой.
Гибка металлопластиковой трубы трубогибом
Порядок сгибания металлопластика:
- Вставить станок в трубу. Наружный тип пружины используется, если планируется работать с длинной трубой и выполнить множество изгибов по всей ее длине. Внутренний тип эффективен, если выполнение изгиба осуществляется по краю трубы.
- Согнуть изделие. Сгибание происходит легкими аккуратными движениями. Однократный изгиб должен иметь радиус не более 20˚.
- Извлечь пружину.
Использование песка и фена для сгиба
Песок – это простой, доступный материал, который позволит добиться аккуратного изгиба металлопластиковой трубы в домашних условиях, без помощи громоздких и дорогих инструментов.
Работа с песком включает всего лишь три этапа:
- Одно из отверстий трубы необходимо плотно закрыть.
- Заполнить изделие просеянным песком.
- Медленно согнуть трубу до нужного радиуса.
Песок хорош тем, что он заполняет всю полость изделия равномерно, поэтому никаких дефектов во время работы с ним возникнуть не должно.
Гибка трубы с помощью фена
Фен позволяет не только согнуть ровную трубу, но и исправить дефект старой. Перед тем, как согнуть металлопластиковую трубу, необходимо немного разогреть ее. Главное – не перегреть изделие, чтобы оно не потеряло форму. Основное правило при работе с феном такое же, как и у других способов – выполнять движения максимально плавно.
Изготовление трубогиба
Создать своими руками простое приспособление для гибки труб несложно. Единственное, понадобятся слесарные навыки и определённый инструмент:
- болгарка;
- сварочный аппарат;
- карандаш и рулетка.
Собрать примитивный трубогиб несложно, главное — купить или изготовить шаблоны нужного размера
Из материалов вам потребуются несколько металлических листов толщиной 10 и 3 миллиметра, и, кроме того, некоторое количество стальных прутков.
Изготавливайте трубогиб в такой последовательности:
- подготовьте шкивы. Чтобы создать универсальное приспособление, то есть подходящее для работы с трубами разного диаметра, использовать следует 2 тройных шкива: пара для труб три четверти дюйма, пара для полудюймовых и пара для дюймовых труб.
Совет! Заказывайте такие шкивы в мастерской, поскольку в продаже вы их не найдёте.
В колёсике с каждой стороны должна быть выточка размером в половину диаметра трубы. Поскольку изгиб формируется стационарным роликом, чтобы минимизировать радиус дуги, диаметр данного элемента должен быть как можно меньше;
- далее сделайте основание, представляющее собою пластину, по углам которой для крепления к рабочему столу высверливаются отверстия. Используйте для этого металлический лист толщиной около 10 миллиметров;
- затем с помощью сварки установите в центре пластины штифт. Его диаметр должен соответствовать внутреннему сечению малого тройного шкива;
- после изготовления станины, выполняется поворотный механизм. В первую очередь из 2-х металлических пластин выварите П–образную деталь. Высота её ножек должна соответствовать диаметру большого и малого шкива. При этом необходимо контролировать возможность размещения в этом расстоянии большого подвижного шкива и половины стационарного;
- приварите к верхушке детали ручку длиной порядка 25 сантиметров. Впоследствии на неё будет надеваться труба, играющая роль рычага;
- сделав это, установите большой штифт с краю детали и зафиксируйте его шплинтами. Малый шкив насаживается на штифт основания одновременно со всей конструкцией;
- выполните упор. Для этого приварите ещё один штифт, после чего наденьте на него шкив.
Своими руками можно изготовить и приспособление для сгибания профильных заготовок
На этом изготовление инструмента завершается. Осталось лишь закрепить ручной трубогиб и приступать к работе по изгибу труб.
Скорость гибки трубогибочной машины
Основное влияние скорости формования изгиба на качество формования:
Если скорость слишком высокая, легко вызвать сглаживание изогнутой части воздуховодов, округлость не может соответствовать требованиям, вызывая шнуровку и разрыв воздуховодов;
Если скорость слишком мала, легко вызвать сморщивание катетера и прижимного блока, чтобы соскользнуть, труба большой трубы легко превратится в канальную часть раковины.
Чтобы определить максимальную скорость гибки машины, наилучшая конечная скорость гибки должна составлять 20-40% от максимальной скорости гибки трубогиба.
Особенности гибки самодельным инструментом
При гибке труб необходимо знать принципы процесса и диаметр изделий. Тогда будет обеспечена корректная деформация материала без смятий и разрывов. На станках, где применяется гидравлика, возможна гибка с нагревом. Это позволяет гнуть трубы из полимеров, прочных сплавов, а также изделий с достаточно большой толщиной стенки. Но на практике в домашних условиях чаще используется «холодный» способ, ориентированный на работу с трубной продукцией из пластичного материала – алюминия, меди, металлопластика. Впрочем, возможно проводить гнутьё и из другого металла за исключением чугуна. В этом случае, чтобы получить качественный изгиб, перед процедурой деформации в трубу заливают воду (ледяную), масло или засыпают соль либо песок.
Минимальные радиусы изгиба указаны в нижерасположенных таблицах: в первой содержатся данные по медным и латунным трубам, а во второй – по стальным.
Таблица 1
| L min | R | d | |
| 60 | 90 | 30 | |
| 55 | 72 | 24 | |
| 50 | 36 | 18 | |
| 45 | 30 | 15 | |
| 35 | 24 | 12 | |
| 30 | 20 | 10 | |
| 25 | 16 | 8 | |
| 18 | 12 | 6 | |
| 12 | 8 | 4 | |
| 10 | 6 | 3 | |
Таблица 2
| D | R, если толщина стенки | |
| Превышает 2 мм | До 2 мм | |
| 60-140 | 5d | — |
| 35-60 | 4d | — |
| 20-35 | 3d | 5d |
| 5-20 | 3d | 4d |
В таблицах: L min — длина (минимальная) прямого участка; R – наименьший радиус изгиба; d — диаметр заготовки. Единица измерения всех показателей — миллиметры.
Самодельным трубогибом можно гнуть любые трубы, но нужно учитывать их диаметр и максимально возможный радиус изгиба
Голосование за лучший трубогиб
Какой бы вы выбрали трубогиб или посоветовали?
Virax Eurostem II
0.00 % ( 0 )
TOR HHW-G76
18.75 % ( 3 )
Зубр Эксперт 23522-H7
0.00 % ( 0 )
VIRAX 240233
0.00 % ( 0 )
Voll V-Bend
6.25 % ( 1 )
Stalex MHPB-1A HHW-1A
6.25 % ( 1 )
BLACKSMITH MB32-25
6.25 % ( 1 )
Smart&Solid BendMax-300
18.75 % ( 3 )
Blacksmith MTB10-40
37.50 % ( 6 )
Сложности и особенности процесса
При гибке труб и металлического профиля необходимо выдержать нужный радиус и избежать деформации. Самые распространенные сложности, возникающие в процессе изготовления радиусных отрезков труб и деталей из металлического профиля:
- Потеря прочности. Под действием усилия гиба нарушается геометрия профиля, что приводит к снижению сопротивляемости нагрузкам. Согнутая профильная труба может не выдержать изгиба или давления.
- Образование складок и волн. Неравномерное смещение металла при сгибании вызывает образование волн и складок на металлическом профиле рядом с местом гиба.
- Сплющивание труб. При изготовлении поворотных участков трубной разводки, производстве деталей из полого профиля, происходит деформация внутренней поверхности, уменьшается сечение и размеры в месте сгибания.
- Появление трещин и лопин. При избыточном усилии профиль может лопнуть или треснуть.
Чтобы избежать деформаций при изготовлении радиусных изделий из стального профиля, лучше согнуть трубу трубогибом.
С индукционным нагревом.
Также бывают трубогибы с индукционным нагревом. Их привод может быть электрическим и/или гидравлическим. Данное оборудование нагревает заготовку в месте деформации, после чего осуществляется сгибание. Это исключает разрыв металла. С помощью таких станков можно работать даже с трубами из пружинистых сталей, которые обычно при растягивании или сдавливании ломаются. Данное оборудование является самым дорогостоящим. При его применении нужно строго придерживаться техники безопасности. Заготовка разогревается практически докрасна, поэтому если к ней прикоснуться, то ожог обеспечен. В связи с этим обязательно необходимо наличие индивидуальных средств защиты, в частности перчаток. Если проводится выгибание старой трубы с ржавчиной на поверхности, то существует вероятность того, что при деформации может отлететь горячая окалина, поэтому желательно применять маску или очки.
Трубогиб с индукционным нагревом
Дата создания: 17.11.2020 12:46:16