Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Особенности и требования к процессу резки
Качество кромок деталей после резки, сопоставимое с качеством после механической обработки, на порядок выше, чем после известных процессов термической резки. Скорости лазерной резки достигают ≥0,167 м/с. В большинстве случаев применений процесс является малоотходным, обеспечивает получение готовых деталей, практически не подвергнутых деформациям и не требующих последующей термомеханической обработки. Требования к процессу лазерной резки сводятся к следующему: скорость резки металлов 0,167—0,25 м/с, однослойных тканей, кожи и других материалов 0,67—1 м/с; предельные отклонения размеров деталей ± (0,05—0,2) мм; ширина реза сталей толщиной 0,5—5 мм 0,1—0,3 мм; шероховатость их поверхности реза 10—40 мкм; неперпендикулярность кромок реза сталей толщиной 0,5—5 мм 0,05—0,1 мм; на кромках допускается легко отделимый грат. Кроме листов, лазерной резке подвергают трубы, штамповки, обечайки, профильный прокат. Ниже приведены предельные толщины разрезаемых материалов:
Перед резкой не нужна специальная подготовка поверхности заготовок за исключением тех случаев, когда с поверхности стальных листов снимают антикоррозионную смазку, чтобы предохранить оптические элементы от загрязнения.
Прайс на лазерную резку Дюраль/Алюминий (АМЦ, АМГ)
| Толщина, мм | Длина контура до 100 м, руб. | От 100 до 500 м, руб. | От 500 до 1000 м, руб. | Стоимость одного врезания, руб. |
| 1 | 56 | 46 | 37 | 1 |
| 1,5 | 91 | 63 | 49 | 1 |
| 2 | 116 | 82 | 68 | 1 |
| 3 | 155 | 126 | 87 | 2 |
| 4 | 204 | 155 | 116 | 2 |
| 5 | 291 | 204 | 146 | 5 |
| 6 | 388 | 291 | 218 | 5 |
| 8 | 582 | 437 | 340 | 7 |
| 10 | 728 | 582 | 437 | 7 |
Режимы резки металлов
Наиболее существенно влияют на скорость резки мощность и плотность мощности, диаметр, расходимость и модовый состав излучения, фокусное расстояние.
На рис. 28.3 приведены зависимости скорости резки низкоуглеродистой стали от толщины при разных мощностях излучения и использовании кислорода в качестве вспомогательного газа. Состав стали влияет на скорость резки. Например, скорость резки низкоуглеродистых сталей в среднем на 10—30 % выше, чем нержавеющих. Но эта скорость резко снижается при применении многомодового излучения с большой (>2 см) выходной апертурой и большой (>1,5 мрад) угловой расходимостью. Замена кислорода на воздух или азот снижает скорость резки сталей в 1,4—1,6 раза. Скорости резки, см/с, сплавов цветных металлов толщиной 1 мм (числитель) и 3 мм (знаменатель) лазерным 1-кВт излучением с подачей кислорода (сплавы Al и Ni) или аргона (сплав Ti): (8,3—9,2)/(0,67— 0,83)—сплавы Аl типа Д16, (11,7—12,5)/(3,7—4,2) — сплав Ni типа «Хастеллой», (6,7— 7,5)/(0,67—0,83)—сплав Ti типа 0Т4.
Ниже приведены рекомендуемые параметры излучения и вспомогательного газа, при которых достигаются наилучшие показатели скорости и качества лазерной резки металлов (рекомендуемые параметры излучения реализованы в последних образцах СО2-лазеров ведущих зарубежных фирм Японии, ФРГ, Великобритании):
Фокальная плоскость относительно поверхности листа расположена на поверхности или ниже на треть толщины; характер излучения при резке плавных контуров деталей непрерывный, а при резке углов и других сложных участков деталей и при высококачественной безгратовой резке импульсно-периодический (длительность импульса 0,5—3 мс, частота следования 100—600 Гц, пиковая мощность 0,5—6 Дж); вспомогательный газ при резке сталей, сплавов цветных металлов — кислород (воздух), а при высококачественной резке сплавов цветных металлов — азот, аргон.
Преимущества и недостатки лазерной технологии
Лазерная резка металла имеет ряд весомых преимуществ перед другими видами резки. Вот несколько ее достоинств.
- С помощью лазера можно резать достаточно широкий диапазон толщины металлических изделий: медных – 0,2-15 мм, алюминиевых, 0,2-20 мм, стальных – 0,2-20 мм, из нержавеющей стали – до 50 мм.
- Полное отсутствие контакта режущего инструмента с разрезаемым металлом. А это открывает возможности работать с хрупкими и легко деформирующими заготовками.
- Просто получаются изделия с замысловатыми формами. Особенно, если резка производится на станке с компьютерным обеспечением. Нужно просто в блок управления загрузить чертеж будущей детали, и оборудование само разрежет его с большой точностью.
- Высокая скорость процесса.
- Если необходимо изготовить металлическую деталь небольшой партией, то именно лазерная резка может заменить такие сложные технологические процессы, как штамповка и литье.
- Минимум отходов и чистота среза – это снижение себестоимости производимых металлических деталей, что влияет на снижение конечной цены изделия.
- Универсальность самой лазерной технологии, с помощью которой можно решать достаточно сложные поставленные задачи.
Если говорить о недостатках лазерной резки, то их не так много. Главный недостаток – это высокое энергопотребление, поэтому данный процесс самый дорогостоящий на сегодняшний день. Хотя если сравнивать со штамповкой, которая также отличается минимальными отходами и высокой точность и качеством конечного продукта, то, учитывая изготовление оснастки, можно сказать, что лазер будет-то дешевле. И второй недостаток – ограничения резки по толщине. Все-таки 20 мм – это низкий предел.
Режимы резки неметаллических материалов
По разрезаемости неметаллические материалы разделяются на термически разлагающиеся и плавящиеся. К первым относятся термореактивные пластмассы, дерево, натуральные ткани, некоторые композиционные материалы, резины; ко вторым — керамика, стекло, бетон и др. При воздействии лазерного излучения термически разлагающиеся материалы претерпевают ряд изменений, связанных с химическим распадом, полимеризацией, пиролизом полимерных связей, испарением или сублимацией, в результате чего образуются газообразные продукты, которые удаляются из полости реза вспомогательным газом. Для резки плавящихся материалов необходим подвод большей энергии, чем для резки разлагающихся материалов. По сравнению с металлами у неметаллических материалов значительно меньшие коэффициенты тепло- и температуропроводности, а у некоторых материалов меньшие удельные энергии разрушения. Поэтому для их резки можно использовать лазерное излучение с более низкими параметрами качества по сравнению с приведенными выше. В табл. 28.1 приведены режимы резки некоторых неметаллических материалов с использованием непрерывного излучения. Тонкослойные материалы, такие как ткани, кожа, бумага, разрезают уложенными в много слоев, чем обеспечивается многократное повышение производительности работ. При резке неметаллических материалов состав вспомогательного газа не важен, рекомендуется азот или воздух. Параметры газа выбирают такими же, как и при резке металлов.
Лазерная/плазменная резка – общие сведения
Лазерная Резка
Сегодня лазерная резка стремительно набирает популярность как в промышленности, так и в частном секторе экономики, отодвигая на второй план традиционные технологии.
Давайте разберемся, чем главные преимущества лазерной резки?
• Универсальность Данная технология идеально подходит для резки металла, дерева, фанеры, оргстекла, ламината, оргалита, ABS, ПЭТ, поликарбоната, полистерола, пенополистерола и т.д. Применима как для резки и раскроя, так и для нанесения гравировки или маркировки. Универсальность лазерной резки позволяет использовать эту технологию для промышленных нужд, изготовления трафаретов, сувенирной и рекламной продукции, элементов декора, изделий по индивидуальным образцам и чертежам;
• Качество Лазерная резка обеспечивает лучшее качество поверхности реза без заусенцев, поэтому дальнейшая механическая обработка не требуется; • Скорость
Станок лазерной резки быстро настраивается под необходимое изделие и процедуру и отличается более высокой производительностью по сравнению с иными типами аналогичных установок; • Стабильность и точность
Луч лазера обладает высокой стабильностью характеристик на всей площади обрабатываемого материала, обеспечивая сверхбыструю обработку с отличным качеством реза во всех точках листа и высокую точность резания; Лазерная резка идеально подходит для раскроя заготовок по сложному криволинейному контуру;
• Отсутствие механического воздействия
Лазерная резка подходит для обработки нежестких и легкодеформируемых материалов. Таким образом, использование лазерной резки – это прежде всего снижение затрат за счет высокой скорости обработки деталей, отсутствия необходимости механической постобработки и непревзойденного качества и точности резания.
1. 1 Комплектующие для лазера CO2
Основными комплектующими для создания ЧПУ системы CO2 лазерной резки/гравировки являются:
1) Блоки питания лазерной трубки; 2) Лазерная трубка; 3) Линзы; 4) Зеркала; 5) Система охлаждения; 6) Защитные очки
1.1.1 Блоки питания (блоки розжига):
Системы лазерной гравировки/резки обязательно должны быть оборудованы блоком розжига лазерной трубки CO2 соответствующей мощности.
Блоки питания лазеров – важная деталь, от которой зависит работоспособность лазерного станка. Как и любые элетротехнические изделия, они рано или поздно теряют мощность, изнашиваются, перегорают и поэтому периодически их рекомендуется менять. Кроме того, не стоит забывать, что блоки питания лазеров различаются по мощности: если блок окажется слишком слабым, лазерная трубка попросту не включится.
1.1.2 Лазерная трубка:
Лазерная трубка — основной расходный элемент лазерных станков для резки и гравировки.
Частота, с которой Вам придется заменять лазерную трубку на своем станке, зависит от многих факторов. Но если отбросить такие моменты, как необходимость поддерживать лазерную трубку в диапазоне температур 20-25 градусов Цельсия и при нормальном атмосферном давлении, то остается два главных фактора — мощность, при которой происходит резка, и срок эксплуатации. Заявленный производителем срок службы трубы в эксплуатации составляет порядка 3000 часов. Таким образом, несложно подсчитать, что при работе в одну смену, лазерная трубка проработает около года. Разумеется, при наличии достаточного охлаждения, возможности «отдохнуть» и с учетом того, что лазерная резка оргстекла, пластика или дерева осуществляется в диапазоне мощностей 60-80% от номинальной.
1.1.3 Линзы:
Линзы и зеркала являются важной частью лазерного станка, ведь без тщательно отъюстированного и сфокусированного лазерного пучка процесс резки/гравировки либо невозможен вообще, либо результат зачастую оказывается плачевным. В силу различных причин, а это чаще всего несвоевременная или недостаточно аккуратная их чистка, линзы для лазера и зеркала для лазера выходят из строя — рабочий процесс моментально останавливается и требуется замена оптических элементов. Наиболее популярными в маломощных лазерных станках являются селенидовые типы линз ZnSe (селенид цинка). Основное преимущество при работе с данным типом линз -любые загрязнения или повреждения, полученные в процессе работы, на них выглядят гораздо заметнее, что бывает полезно для быстрого определения причины снижения мощности.
1.1.4 Зеркала:
Зеркала, устанавливаемые на лазерные станки с излучателями малой мощности, для их «суммирования».
Бывают двух видов:
Si (кремниевые) и Mo (молибденовые). С ними тоже все просто: кремниевые зеркала для лазерных граверов золотистые, а молибденовые зеркала — серебристые. Рекомендуется использовать именно молибденовые зеркала, т.к. они более прочные и стойкие к истиранию, по причине различной технологии изготовления (молибденовые — это просто полированный молибден, а кремниевые — это подложка из кремния с нанесением золота), а значит переживут большее количество циклов очистки.
Разница в коэффициенте отражения у них ~1% (>98% против >99%) в пользу Si, но при мощностях, на которых работает лазер, даже 3% (после прохода 3 зеркал) потерь — это несущественный показатель. Кроме того, царапается Si зеркало существенно быстрее, а значит и отражать будет все хуже и хуже.
1.1.5 Система охлаждения:
Чиллер для лазерного станка является необходимым устройством при эксплуатации СО2 лазеров. Лазерная трубка нуждается в постоянном охлаждении посредством циркуляции воды. Многие используют для этой цели обычные аквариумные насосы и, зачастую, их мощности хватает, особенно при низкой рабочей мощности трубки. Но если лазер работает при высокой мощности, и в условиях повышенной температуры окружающей среды необходимо вводить систему охлаждения. Трубка должна работать при температуре +20…+22 и отклонения, особенно в большую сторону, чреваты более быстрым выходом излучателя из строя.
1.1.6 Защитные очки
Требуются защитные очки от излучения длины волн 10600нм.
1.2 Особенности устройства механической части станка
1.2.1 Координатный стол
Координатный стол лазерного станка предназначен для точного позиционирования фокусирующего элемента относительно изделия. Точность контуров, скоростные показатели при гравировке и контурной обработке, качество изделий зависят, в первую очередь, от этого элемента конструкции. Несущую функцию выполняет станина или корпус станка. К ней предъявляются требования жёсткости и точности геометрии. Для точного и плавного перемещения подвижных элементов, на станину установлены направляющие. От их качества зависит долговечность лазерно-гравировального станка и нагрузка на приводящую часть конструкции. В качестве привода, передающего усилие с моторов на подвижные части, могут выступать как зубчатые ремни, так и шарико-винтовые пары. (см. Рис.1)
1.2.2 Летающая оптика
Для того, чтобы лазерное излучение попало точно в нужное место на материале, на подвижных частях координатного стола лазерно-гравировального станка установлена система зеркал. Луч, покидая лазерную трубку, встречает на своём пути первое, неподвижное, зеркало, после чего отражается и меняет траекторию. (см. рис. 2)
Для того, чтобы энергия луча не рассеялась зеркало изготовлено из специального материала и отполировано с высокой точностью, либо покрыто составом, уменьшающим рассеяние. После того, как первое, неподвижное, зеркало отразило луч, он попадает на второе зеркало, которое подвижно и отразив луч, снова меняет его траекторию под прямым углом, направляя лазерный луч к третьему зеркалу, которое, в свою очередь отражает луч в фокусирующий элемент – линзу. Надо заметить, что в зависимости от мощности излучающего элемента диаметр луча на выходе из него может достигать десяти миллиметров. Линза фокусирует энергию луча в пятно диаметром всего в две десятые миллиметра. Вся энергия, излученная лазерной трубкой, оказывается в этой небольшой точке.
1.2.3 Оптическая схема станка
Типовая схема оптического тракта лазерного гравера представлена на рис. 3.1.
Черными цифрами обозначены:
1- лазерный излучатель 2- первое неподвижное зеркало 3 — второе зеркало 4 — третье зеркало «летающей оптики» 5- тубус с фокусирующей линзой 6 — обрабатываемый материал 7 — рабочий стол
Линзы отражения закреплены на первой, второй стойке и лазерной головке. Лазерный луч формируется в лазерной трубке, отражается от неподвижно стоящей отражающей линзы, затем от линзы, движущейся по оси Y и попадает в линзу, находящуюся в лазерной головке. Отражаясь от нее, луч лазера проходит через фокусирующую линзу и попадает на материал.
При воздействии луча лазера на материал происходит плавление или испарение материала. Фокусирующая линза может иметь различное фокусное расстояние. Для того, чтобы получить максимальную мощность от лазерной трубки, лазерный луч должен проходить через центры отражающих зеркал и попадать точно в центр фокусирующей линзы. Это основной принцип настройки оптической системы лазерной машины.
Оптическая система лазерного оборудования боится грязи. Для долгой и надежной работы лазерной машины необходимо перед каждой рабочей сменой протирать линзы специальным раствором.
Отражатели закреплены тремя винтами с пружинами. Монтаж проводить аккуратно, не касаясь поверхностей линз. Фокусная линза установлена внутри лазерной головки с помощью кольца и резиновой прокладки. Для ее установки необходимо снять лазерную головку. Аккуратно вставить линзу, не трогая ее поверхность и не царапая, потом резиновую прокладку и закрепить с помощью кольца. При установке линзу необходимо положить выпуклой стороной вниз. Отражающие линзы настраиваются с помощью трех болтов, расположенных сзади. Отражающая и фокусирующая линзы в лазерной головке не нуждаются в настройке.
1.3. Параметры реза для разных материалов и мощностей
Плазменная резка
Технология плазменной резки позволяет выполнять резку металла с более высокой скоростью и качеством. Также важно отметить, что системы плазменной резки успешно применяются для резки различных типов металла, включая окрашенный, ржавый и грязный металл. Другим преимуществом аппаратов плазменной резки является их способность выполнять резку с использованием исключительно электрической энергии и сжатого воздуха. При этом нет необходимости покупать газ в баллонах, что позволяет сэкономить на покупке газа и аренде баллонов, а также их погрузке и выгрузке. Благодаря этим и другим преимуществам использования технологии плазменной резки при выполнении определенных производственных задач значительно снижаются расходы на метр длины резки по сравнению с кислородно-газовой резкой.
Скорость резки В настоящее время толщина около 90% разрезаемого металла составляет 25 мм или меньше. В этом диапазоне технология плазменной резки имеет неоспоримое преимущество, обеспечивая высокую скорость резки. Она может как минимум в два раза превышать скорость кислородно-газовой резки. С уменьшением толщины разрезаемого металла скорость плазменной резки увеличивается до 12 раз по сравнению с кислородно-газовой резкой. Высокая скорость резки позволяет увеличить производительность, благодаря чему вы можете вырезать большее количество деталей за меньшее время.
Скорость прожига Среди множества операций резки очень важной является сквозной прожиг металла. Аппараты кислородно-газовой резки позволяют выполнять прожиг стали толщиной 15 мм в течение 30 секунд, так как металл необходимо предварительно нагреть до температуры почти 1000ºC. А системы плазменной резки позволяют выполнять прожиг стали указанной толщины менее чем за две секунды, при этом значительно увеличивая производительность.
Качество резки Кроме скорости резки другим важным фактором, определяющим выбор оборудования для резки металла, является качество. В целом, системы плазменной резки обеспечивают более высокое качество резки по сравнению с аппаратами кислородно-газовой резки. Например, при использовании систем плазменной резки образуется минимальное количество окалины, которая очень легко удаляется. Кроме того, важно отметить, что, выполняя качественную резку, системы плазменной резки требуют меньше времени для их управления. Современные системы плазменной резки оснащены защитными экранами, которые автоматически обеспечивают надлежащую высоту резака над листом металла и используются для работы с предварительно вырезанными шаблонами для улучшения операторского управления и, следовательно, качества резки.
Благодаря высокой скорости резки значительно снижается температура нагрева рабочей детали. Системы плазменной резки позволяют избегать деформации тонких листов металла (толщиной 1-6 мм) в отличие от аппаратов кислородно-газовой резки. Кроме того, современные резаки систем плазменной резки просты в управлении и обеспечивают превосходный обзор вырезаемой детали. Эти факторы также способствуют улучшению качества резки.
Универсальность Возможность резать несколько типов металла является очень важной при выполнении многих производственных операций. Процесс образования электрической дуги, лежащий в основе технологии плазменной резки, позволяет проще выполнять резку любого электропроводного материала, включая алюминий, медь, мягкую низкоуглеродистую сталь, нержавеющую сталь и другие металлы. Кроме того, технология плазменной резки позволяет выполнять резку нескольких листов металла, сложенных один на другой. Используя технологию кислородно-газовой резки, выполнять указанные выше операции невозможно. Эта потрясающая универсальность открывает богатые возможности и увеличивает общую производительность.
Безопасность Горючий газ высокого давления и открытое пламя представляют собой опасность во многих производственных средах, однако несмотря на это, они являются неотъемлемой составляющей кислородно-газовой резки. Кроме того, из-за опасностей, связанных с кислородно-газовой резкой, пользователь должен иметь дорогостоящую страховку. Для перевозки газовых баллонов необходимы особые условия, которые также увеличивают операционные расходы. Системы плазменной резки не требуют использования открытого пламени или какого-либо горючего газа, а потому полностью устраняют подобные опасности и дополнительные операционные расходы. Кроме того, при плазменной резке выделяется гораздо меньше тепла и значительно снижается опасность, связанная с обработкой горячего металла при его резке. Ширина зоны теплового воздействия, образуемой при использовании систем плазменной резки, составляет 2 мм, в то время как ширина зоны, образуемой при резке мягкой низкоуглеродистой стали толщиной 18 мм при помощи аппаратов кислородно-газовой резки, составляет 12 мм.
Повышенная надежность Это утверждение справедливо отражает суть последнего поколения технологии плазменной резки. Количество деталей в источниках питания, использованных в предыдущих поколениях систем, было уменьшено более чем в два раза. Использование меньшего количества деталей значительно повышает надежность и производительность данных систем при тех же или даже более низких первоначальных капиталовложениях. Кроме того, новейшие системы плазменной резки оснащены опциями, способствующими сокращению времени и стоимости, затрачиваемых на техническое обслуживание и ремонт оборудования, включая свободный доступ к компонентам систем и программы автоматической самодиагностики, работающие при запуске системы и во время ее эксплуатации. Благодаря этому система работает с максимальной отдачей, способствуя снижению операционных расходов, а также увеличению производительности и качества резки.
Низкая стоимость и улучшенная компактность Кроме того, технология плазменной резки позволяет снизить вес систем и увеличить их общую производительность. Современные однофазные системы плазменной резки весят всего лишь 9 килограммов и без труда выполняют резку металла толщиной 12 мм. Эти системы плазменной резки позволяют выполнять новые виды производственных операций при улучшенной компактности. Принимая во внимание все из указанных выше аспектов, всем пользователям, выполняющим резку металла, рекомендуется внимательно изучить преимущества технологии плазменной резки.
2.1 Источники плазменной резки
Источники (аппараты) плазменной резки как правило характеризуются такими параметрами, как максимальная толщина и скорость резания металла. Эти, а так же другие технические характеристики не дают полной информации для выбора подходящего источника плазменной резки для конкретных целей. Это связано с тем, что при сходных технических параметрах, различные установки выполняют резание с разным качеством.
Наиболее популярные агрегаты:
1. MetalCut; 2. Hypertherm; 3. Сварог; 4. Барс; 5. Пурм.
Из изделий российского и зарубежного производства самым надежным по функциональным возможностям специалисты называют американский плазморез Hyperterm. Они самые распространенные на российском рынке.
Ниже приведена таблица которая поможет вам с выбором подходящего источника плазменной резки из линейки продукции Hypertherm.
2.2 Газы для плазменной резки
Газы имеют решающее значение для качества резки материалов. В зависимости от типа разрезаемого металла применяются различные газы или сочетания газов. Каждый газ имеет специфические свойства , используемые для резки материалов различной вязкости. Ниже дан обзор типовых газов, применяемых при плазменной резке для различных типов металла.
Свойства газов для плазменной резки
Газы оказывают большое влияние на качество резания. Чтобы процесс плазменной резки был экономичен и при этом достигались оптимальные результаты, должны использоваться плазмообразующие технологические газы, соответствующие обрабатываемому материалу. При этом решающее значение имеют их физические свойства. Необходимо учитывать их энергию ионизации и диссоциации, теплопроводность, атомную массу и химическую реакционную способность.
Аргон Аргон является инертным газом. Это означает, при процессе резки он не реагирует с материалом. Благодаря его большой атомной массе (самой большой среди всех газов для плазменной резки), он эффективно выталкивает расплав из прорези. Это происходит благодаря тому, что может достигаться большая кинетическая энергия струи плазмы. С учетом малого потенциала ионизации он превосходно пригоден для зажигания струи плазмы. Однако аргон не может использоваться в качестве единственного газа для резки, так как он имеет низкую теплопроводность и малую теплоемкость.
Водород В отличие от аргона, водород имеет очень хорошую теплопроводность. Кроме того, водород диссоциирует при высоких температурах. Это означает, что от электрической дуги отбирается большое количество энергии (а также при ионизации) и, тем самым, происходит более хорошее охлаждение граничных слоев. Благодаря этому эффекту электрическая дуга сжимается, т. е. достигается более высокая плотность энергии. В результате процессов рекомбинации отобранная энергия снова высвобождается в виде тепла в расплаве. Однако водород тоже не пригоден в качестве единственного газа, так как, в отличие от аргона, он имеет очень малую атомную массу и поэтому не может достигаться достаточная кинетическая энергия для выталкивания расплава.
Азот Азот — это химически пассивный газ, реагирующий с деталью лишь при высоких температурах. При низких температурах он инертен. В отношении свойств (теплопроводности, энтальпии и атомной массы) азот можно поместить между аргоном и водородом. Поэтому его можно использовать в качестве единственного газа в диапазоне тонких высоколегированных сталей — как в качестве режущего, так и в качестве вихревого газа.
Кислород По теплопроводности и атомной массе кислород ближе к азоту. Кислород имеет хорошее сродство к железу, т. е., в результате процесса окисления освобождается тепло, которые можно использовать для увеличения скорости резки. Несмотря на эту реакцию, процесс считается резкой расплавлением, а не выжиганием, так как реакция с материалом происходит слишком медленно и перед этим материал уже успевает расплавиться. Кислород применяется, в основном, в качестве режущего и вторичного газа для нелегированных и низколегированных сталей.
Воздух Воздух состоит, в основном, из азота (ок. 70%) и кислорода (ок. 21%). Поэтому могут одновременно использоваться полезные свойства обоих газов. Воздух является одним из самых дешевых газов и применяется для резки нелегированных, низколегированных и высоколегированных сталей.
Смеси газов Вышеперечисленные газы часто применяются и в виде смесей. Так, например, хорошие тепловые свойства водорода можно сочетать с большой атомной массой аргона. Высоколегированные стали и алюминий можно резать начиная с толщины 5 мм. При этом доля водорода выбирается в зависимости от толщины материала. Чем толще материал, тем выше должна быть доля водорода. Можно использовать максимум 35 объемных %. Разумеется, возможны и другие сочетания, например, смеси азота с водородом или смеси аргона, азота и водорода.
2.3 Методы повышения качества резки
Для достижения наилучшего результата следует опробовать и испытать все эти методы, поскольку зачастую на качество резки влияет множество факторов:
— Тип станка для плазменной резки (координатный стол, суппорт для резки труб, промышленный робот) — Источник плазменной резки (источник тока, резак, расходные материалы) — Устройство управления перемещением (ЧПУ, система регулировки высоты резака) — Технологические параметры (скорость резки, значения давления газа, расход) — Внешние переменные факторы (неоднородность материалов, чистота газов, опыт оператора) Поэтому для совершенствования процесса резки важно учитывать все эти факторы.
Проблемы качества резки.
Основные действия для повышения качества резки
Действие 1
Проверка направления плазменной дуги.
— Наиболее прямые углы среза при резке всегда находятся справа по направлению движения резака. — Проверьте направление резки. — При необходимости измените направление резки. — Плазменная дуга при использовании стандартных расходных материалов вращается по часовой стрелке. Контур — Резак движется по часовой стрелке. — Хорошая сторона среза находится справа от резака при его движении вперед.
— Внутренняя функция (отверстие).
Резак движется против часовой стрелки. — Хорошая сторона среза находится справа от резака при его движении вперед.
Лист с внутренним отверстием
Действие 2Проверка выбора процесса в соответствии с материалом и толщиной.
См. технологические карты резки в разделе «Эксплуатация» инструкции по эксплуатации Hypertherm.
Обязательно соблюдайте технические характеристики, приведенные в технологических картах резки.
Выберите подходящий процесс с учетом перечисленных ниже факторов: — Тип материала. — Толщина материала. — Требуемое качество среза. — Требования к производительности. — Выберите нужный плазмообразующий и защитный газ. — Выберите нужные значения следующих параметров. — Значения давления газа (или расходы). — Расстояние между резаком и изделием и дуговое напряжение. — Скорость резки.
Убедитесь, что используются соответствующие расходные материалы (для этого нужно проверить коды материалов).
Примечание. Обычно при процессах с малым током удается достичь меньшей угловатости и более качественной поверхности, однако при этом ниже скорость резки и больше окалины.
Действие 3
Проверка износа расходных материалов
— Проверьте износ расходных материалов. — Замените изношенные расходные материалы. — Электрод и сопло нужно заменять одновременно. — Не наносите на уплотнительные кольца излишнее количество смазки.
Примечание: для достижения наилучших показателей резки используйте подлинные расходные материалы Hypertherm.
Действие 4
Проверка перпендикулярности резака заготовке.
— Выровняйте заготовку. — Расположите резак перпендикулярно заготовке (относительно и передней, и боковой сторон.
Примечание: проверьте материал на наличие неровностей и искривлений. В сложных случаях перпендикулярности добиться невозможно.
Действие 5
Проверка корректности расстояния между резаком и изделием.
— Отрегулируйте расстояние между резаком и изделием. — При использовании управления дуговым напряжением отрегулируйте напряжение.
Примечание: по мере износа расходных деталей нужно регулировать дуговое напряжение для поддержания нужного расстояния между резаком и изделием. Расстояние между резаком и изделием может влиять на угловатость среза.
Отрицательный угол среза. Резак расположен слишком низко. Увеличьте расстояние между резаком и изделием. Положительный угол среза. Резак расположен слишком высоко. Уменьшите расстояние между резаком и изделием. Примечание. Небольшое расхождение угла среза является нормальным, если оно находится в пределах допуска.
Действие 6
Проверка используемой скорости резки.
— Отрегулируйте скорость резки, как необходимо.
Примечание: cкорость резки может влиять на объем окалины.
Окалина высокой скорости. Слишком высокая скорость резки (дуга отстает); нужно уменьшить скорость.
Окалина низкой скорости. Слишком низкая скорость резки (дуга уходит вперед); нужно увеличить скорость.
Верхнее забрызгивание. Слишком высокая скорость резки, ее нужно уменьшить.
Примечание. Помимо скорости, на уровень образования окалины влияет состав материала и качество его поверхности. По мере нагревания заготовки в ходе последующих операций резки может образовываться большее количество окалины.
Действие 7Проверка наличия проблем с системой подвода газа: — Найдите и устраните все утечки или сужения. — Используйте регуляторы и газопроводы нужного сечения. — Используйте чистый высококачественный газ. — Если требуется ручная очистка, например при использовании MAX200, убедитесь, что цикл очистки завершен. — Обратитесь к поставщику газа.
Действие 8
Проверка наличия вибрации резака.
— Убедитесь, что резак надежно зафиксирован в портале станка. — Обратитесь к изготовителю комплектного оборудования. Возможно, необходимо техническое обслуживание станка.
Действие 9
Проверка необходимости настройки стола.
— Убедитесь, что станок обеспечивает выполнение резки на заданной скорости. — Обратитесь к изготовителю комплектного оборудования. Возможно, необходимо выполнить настройку скорости.
Качество резки металлов
Оно характеризуется шириной реза, шероховатостью поверхности, неперпендикулярностью кромок, глубиной зоны температурного влияния, наличием грата на кромках, а также точностью деталей. На показатели качества влияют параметры излучения и вспомогательного газа, вид и толщина разрезаемого материала, а также скорость резки. Каждой толщине материала соответствует оптимальная скорость резки, близкая к максимальной, при которой достигаются наилучшие показатели качества. В табл. 28.2 приведены показатели качества лазерной резки углеродистых сталей с использованием непрерывного одномодового 1*кВт излучения, сфокусированного в диаметр 0,15—0,20 мм. В качестве вспомогательного газа использовался кислород под давлением 0,3—0,5МПа. Увеличение диаметра сфокусированного излучения и, следовательно, увеличение толщины расплава на передней поверхности реза ухудшают качество резки.
Качество резки в значительной мере зависит от положения фокальной плоскости резака относительно поверхности листа. Ее следует располагать на поверхности листа или заглублять на треть толщины. Допускаются отклонения от установленного положения фокальной плоскости в пределах 0,1—0,5 мм, причем более жесткий допуск следует выдерживать при резке тонколистовых металлов. Замена кислорода воздухом при обработке сталей толщиной >3 мм приводит к уменьшению ширины реза на 20—40%, однако увеличивается количество грата на нижних кромках, что в совокупности со снижением скорости резки приводит к увеличению глубины зоны температурного влияния.
Величина шероховатости поверхности реза характеризуется глубиной, частотой повторения и наклоном бороздок и изменяется по толщине листа. К верхней кромке примыкает зона с наименьшей глубиной бороздок, образующихся в результате периодического разрушения от верхней кромки в глубь металла. В расположенной ниже зоне образуются более глубокие бороздки в результате одновременного воздействия на металл лазерного излучения и вспомогательного газа. У нижней кромки металла расположена зона с наибольшим наклоном (отставанием) бороздок в сторону, противоположную направлению резки. Образование бороздок в этой зоне связано в основном с воздействием на поверхность кромки стекающего расплавленного металла и вспомогательного газа. Приведенные в табл. 28.2 шероховатости относятся к средней зоне металла. С увеличением скорости резки и плотности мощности глубина бороздок уменьшается на всей поверхности реза. Глубина зоны температурного влияния зависит от тех же параметров, что и ширина реза, в первую очередь — от диаметра сфокусированного луча и скорости резки.
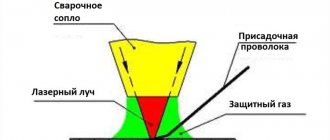
Как работает лазерная резка
Само название «лазерная резка» раскрывает нам суть процесса, который заключается в резке металла лазерным лучом, испускаемым специальной установкой. Луч лазера имеет ряд свойств, позволяющих его сфокусировать на обрабатываемой поверхности, при этом пучок будет нести энергетический заряд высокой плотности. Под его воздействием практически любой материал активно сгорает, плавится, испаряется и пр. – в общем, разрушается.
Энергия луча с плотностью 108 Ватт на 1 см2, создаваемого станком для лазерной резки, концентрируется на поверхности металла. Для понимания сути процесса и, в частности, того, как получается данный эффект, надо узнать обо всех свойствах лазерного луча.
В отличие от волн света, лазерный луч имеет постоянные длину и частоту волны. Данное свойство называют монохроматичностью, а само излучение монохроматическим. Оно дает возможность, используя простые оптические линзы, легко сфокусировать луч на обрабатываемой поверхности.
Еще одним свойством лазерного луча является очень высокая его направленность, а также маленький угол расходимости. Это свойство помогает оборудованию создать фокусированный лазерный луч высокого уровня.
Следующее важное свойство лазерного луча – его когерентность. Суть его заключается в согласованности большого количества волновых процессов, происходящих в луче, а также в их резонансе по отношению друг к другу. Это позволяет значительно повысить суммарную мощность излучения.
Под влиянием луча поверхность металла очень быстро нагревается и затем плавится, оставляя ровный рез.
Благодаря ряду факторов, одним из которых является теплопроводность, зона плавления металла быстро распространяется вглубь заготовки. Лазерный луч работает, воздействуя на поверхность детали, и доводит температуру в точке резки до кипения, в этот момент металл начинает испаряться.
Существует два вида лазерной резки металла:
- Плавление.
- Испарение.
Испарение металла предполагает работу оборудования большой мощности, вследствие чего возникают большие затраты энергоресурсов. Это далеко не всегда экономически целесообразно. Кроме того, этот способ не подходит для обработки толстых заготовок, что отражено в достаточно строгих требованиях к резке. Поэтому его применение ограничивается резкой тонкостенных изделий.
Лазерная резка способом плавления металла используется значительно чаще. В последнее время ее усовершенствовали использованием различных газов, таких как воздух, кислород, азот или инертные газы. Специальные установки вдувают их в зону проведения лазерной резки. Ознакомиться с видеозаписью данного вида работ можно набрав соответствующий запрос в Интернете.
Новшество позволило снизить затраты энергии, увеличить скорость резки и применять оборудование малой мощности для обработки более толстого материала. Однако правильнее было бы изменить название данного способа с лазерного на газолазерный.
Рассмотрим ряд преимуществ, которые позволяют применять кислород как вспомогательный газа для проведения лазерной резки:
- окисление металла активизируется и дает возможность уменьшить его отражающую способность;
- увеличивается тепловая мощность зоны обработки из-за более активного процесса горения металла в кислородной среде;
- кислород, подаваемый под давлением, способствует выдуванию из зоны обработки продуктов сгорания и небольших частиц металла, что упрощает поступление новых волн газа в зону реза.
Качество резки неметаллических материалов
Общие закономерности показателей качества те же, что и при резке металлов, однако они в меньшей степени зависят от параметров излучения. Так, качественная резка разлагающихся материалов осуществляется при меньших плотностях мощности излучения. Ширина реза, как правило, в полтора—два раза больше, чем у сталей одинаковой толщины (см. табл. 28.1), а шероховатость ниже и не превышает 30—40 мкм. На кромках резов некоторых разлагающихся материалов (резиностеклопластик, стеклотекстолит, винипласт, дерево, кожа) образуется обугленный 0,5—1,0-мм слой, который следует удалить, если деталь служит электроизолятором.
Как можно улучшить качество лазерной резки
1. Необходимо очистить линзу или защитное стекло в соответствии со всеми правилами.
Каждому типу лазера соответствует своя процедура очистки. Работая с дисковым или волоконным лазером, специалистам следует очищать стекло, которое защищает линзы режущей головки.
Операторам, работающим с углекислотным лазером, необходимо чистить линзы. Профессионалы производственной сферы при очистке лазера отдают предпочтение полировке Topol polish от фирмы TRUMPF. Однако большое количество специалистов даже не знают, как с ней работать. Случается, что линзы серьезно поцарапаны. И вместо регулярной полировки работники покупают новую линзу. Но частая замена – очень дорогое удовольствие.
Как правильно работать с полировкой для линз? Нельзя сильно давить на линзу, поскольку могут появиться царапины. Но, одновременно с этим, полировка должна проходить под нажимом, достаточным для удаления грязи. Самое главное – научить соблюдать баланс.
Работать надо круговыми движениями, нанося полировку в умеренном количестве.
Для правильной полировки линзы специалист должен знать и видеть все ее недостатки. Рекомендуется дополнить оборудование углекислотного лазера дорогостоящим поляризатором, стоимость которого исчисляется сотнями долларов. Несмотря на высокую цену аппарата, его работа с лихвой окупит вложенные средства, причем очень быстро.
Специалисту, работающему с лазером, необходимо разместить линзу на устройстве, освещающем ее ярким светом снизу. Больше всего аппарат своей работой напоминает школьный проектор. При повороте линзы аппарата, он поляризует линзу лазера, размещенную наверху. Таким образом можно увидеть все ее недостатки: царапинки, внутренние трещины и пр.
2. Необходимо проверить фокусировку (центрацию) сопла.
Для проверки специалист должен пробить натянутую ленту. В течение секунды он направляет на нее луч лазера небольшой мощности, после чего осматривает отверстие и место его нахождения.
Работник освещает ленту, пытаясь понять, насколько точно в центре расположено отверстие. Его сдвиг не должен превышать 1 мм. Каким образом можно точно определить, что отверстие находится в центре сопла? Для этого надо воспользоваться 10-кратным увеличительным стеклом, оснащенным подсветкой.
Точная центрация сопла позволяет увеличить скорость на 20–80 % от начальной при правильности остальных настроек.
3. Необходимо регулярно проверять фокус.
Большая часть современного оборудования позволяет осуществлять автоматический тест фокуса. А на старых моделях станков производители рекомендовали делать тесты различными способами. На некоторых станках используется «световой тест».
Примером может служить старый аппарат Mazak. В процессе тестирования специалист включает луч лазера на малую мощность, затем, поворачивая ручку, ищет абсолютный фокус. Он наблюдает за светом луча, приобретающим синий цвет в процессе вращения ручки по кругу. После чего записывает номер. Возвращает режущую головку на прежнее место и повторяет процедуру три раза. В итоге специалист вычисляет среднее арифметическое полученных чисел, которое загружается в контроллер.
От работника требуется отыскать тончайшую полоску на тестовом образце, после чего удостовериться, что для этой полоски фокус контроллера равен 0. Если тончайшей полоске соответствует цифра 3, специалист перемещает точку фокуса на 3 мм и вновь возвращается к тесту. Операция проводится до тех пор, пока тончайшая полоска не будет соответствовать нулю.
При работе с лазером необходимо изучить такие факторы, как расход газа или применение в углекислотных системах дополнительной защиты оптики. Впрочем, рассмотренные нами принципы – всего лишь отправная точка, с которой можно начать настройку необходимых условий резки. В дальнейшем специалисты поймут, что обстоятельств, влияющих на работу лазера, много: от обрабатываемого материала и до местоположения предприятия.
Точность резки
Это комплексный параметр качества, который определяется на 50—80 % точностью режущей машины, но зависит также от погрешностей технологического процесса. Требования к точности диктуются назначением и толщиной деталей. Как правило, погрешности деталей толщиной мм должны укладываться в допуск 0,1—0,5 мм. Из параметров качества на технологическую точность резки влияют ширина реза, шероховатость поверхности и неперпендикулярность кромок. Точность портальных машин с ЧПУ на микроЭВМ для термической, в том числе для газолазерной резки регламентируется ГОСТ 5614—74 и ГОСТ 26940—86. Предельные отклонения от номинальных размеров квадратов со стороной 0,5 м и окружностей диаметром 0,5 м, воспроизводимых машиной, не должны превышать ± (0,1÷0,25) мм. Предельные отклонения размеров контуров деталей на углах удваиваются.
Виды лазерной резки
Интенсивность излучения, состав газа, используемого для проведения работ и давление при обработке различных металлов должны отличаться. Поэтому были разработаны несколько разновидностей резки.
1. Лазерно-кислородная резка.
Кислород, используемый в данном виде обработки, является режущим газом. В процессе его взаимодействия с горячим металлом возникает экзотермическая реакция окисления. А образующиеся в ходе того же процесса окислы мгновенно выдуваются кислородной струей.
Особенностями проведения работ с помощью данного вида лазерной резки являются скорость работы и диаметр сфокусированного луча, которые влияют на ширину разреза. Одновременно диаметр луча меньше, чем диаметр струи кислорода (как правило от 1 до 2 мм). Рез становится уже при возрастании скорости и снижении толщины заготовки. Разрез имеет минимальную ширину чуть менее 100 мкм. Существует обратная зависимость давления кислородного потока от толщины материала – с уменьшением толщины металла увеличивается давление.
VT-metall предлагает услуги:
Давление в процессе разрезания тонкого листа достигает 3-4 атм, а при увеличении толщины до 25 мм и более она становится около 0,3 мм. Струю формирует зазор между срезом сопла. Его размер зависит от толщины обрабатываемого металла. Колебания размера зазора могут быть от 0,5 мм для листов тонкого металла до 3 мм для металла толщиной 2,5–3 см. Максимальная толщина стального листа, разрезаемого лазером с мощностью 6 кВт, – 3 см. Скорость процесса при данной толщине – минимальная, около 0,5 м в минуту. Если скорость работы продолжает уменьшаться, то еще быстрее падает качество резки.
2. Кислородная резка с поддержкой лазерным лучом (LASOX).
Для работы с листами стали большой толщины имеет смысл использовать получившую в последние годы широкое распространение технологию, при которой луч лазера греет поверхность металла до достижения им температуры +1 000 °С, после чего в ход идет струя кислорода, которая со сверхзвуковой скоростью режет металл. Применение данного метода дает возможность существенно увеличить глубину разреза, если ее сравнивать с простой лазерно-кислородной резкой.
Сверхзвуковая кислородная струя формируется большим давлением, достигающим 6–10 атм. Рез имеет ширину, равную диаметру струи кислорода. Она имеет размер ≥ 3 мм. Расстояние от среза сопла до поверхности должно быть примерно 7 мм. Скорость реза при этом уменьшается до 0,2 м в минуту. Скорость работы при использовании представленной технологии значительно снижена по сравнению с лазерно-кислородной резкой. Но толщина обрабатываемого металла достигает 10 см.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
3. Лазерная резка в инертном газе.
Если нельзя допускать окисления краев обрабатываемого металла, то прекрасно работает технология лазерной резки в инертном газе. Она подходит для таких металлов, как титан, нержавейка, сплавы алюминия. Данная технология не предусматривает использования дополнительного источника нагрева, что, к сожалению, уменьшает эффективность раскроя металла.
Скорость проведения работ в среде инертного газа, а им может быть аргон, использующийся при резке титана, или азот, применяемый в иных случаях, достаточно низкая. Давление режущего газа должно быть более 10 атм. От ширины листа обрабатываемого металла зависит диаметр сопла. А он, соответственно, оказывает влияние на количество используемого газа, увеличивая его. Что сказывается на увеличении стоимости резки.
4. Лазерное термораскалывание стекла.
Данная технология хорошо работает для резки хрупких и ломких материалов, таких как стекло. Луч лазера нагревает материал неравномерно, а затем струя инертного газа работает на его охлаждение. В итоге образуется трещина. Направлением ее продвижения можно управлять, перемещая источник тепла вдоль поверхности материала. Результат работ – гладкая ровная грань.
5. Сублимационная резка (испарительная лазерная).
При необходимости минимизации теплового воздействия на подложку применяют технологию сублимационной резки. Основное ее приложение – микротехнологии. Интенсивность излучения лазера для такого вида резки должна быть очень высокой. Давайте рассмотрим, как работает станок лазерной резки. Если кратко, то оборудование действует на излучении пикосекундной и наносекундной длительности импульсов, то есть очень коротких. Волна излучения имеет длину меньше 1 мкм. Для такого излучения применяют эксимерные, твердотельные лазеры, а также те, что работают на парах металлов. Коэффициент полезного действия (КПД) таких процессов минимальный.
Следовательно, лазерно-кислородная технология является наиболее распространенным и стандартным видом резки материалов. Остальные виды носят специфический характер и решают отдельные задачи.
Особенности резки импульсно-периодическим излучением
Из-за большой инерционности электромеханических приводов машин резка сложных участков контуров деталей (углы, малые радиусы, прорези и т. д.) осуществляется на небольших скоростях, как правило, не превышающих 0,8—1,7 см/с. Значительное, по сравнению с оптимальной, снижение скорости приводит к перегреву сложных участков контура деталей и ухудшению качества резки. Увеличивается глубина зоны температурного влияния, шероховатость поверхности, количество грата, существенно снижается точность деталей. Для получения высокого качества углов снижают мощность излучения пропорционально снижению скорости резки. Другой способ качественной резки углов — автоматический переход с непрерывного на импульсно-периодический режим излучения. Изменяя, главным образом, частоту следования, а также длительность и пиковую мощность импульсов, можно эффективно регулировать тепловложение в металл и достигать высокого качества резки. Выше приведены параметры импульсно-периодического излучения (ИПИ), наиболее часто используемые при назначении режима обработки углов деталей. Другой случай эффективного применения ИПИ — финишная вырезка деталей из сплавов цветных металлов, например титана и алюминия. При одинаковой средней мощности по сравнению с непрерывным ИПИ обеспечивает более высокое качество резки по показателям шероховатости, глубине зоны температурного влияния и количеству грата на кромках реза. Кроме того, ИПИ позволяет увеличить в полтора—два раза предельную толщину качественной резки металлов, а также резать металлы с высокой отражающей способностью и теплопроводностью (сплавы Аl, Сu) при более низком уровне средней мощности. Скорость резки металлов с применением ИПИ несколько ниже, чем с применением непрерывного излучения такой же средней мощности.
Основы процесса и техника безопасности при резке листового металла болгаркой
Соблюдение правил техники безопасности – важнейший момент, пренебрежение которым может повлечь за собой получение травм различной степени тяжести.
Приведем несколько правил, которые следует соблюдать в процессе резки листового металла болгаркой.
- Размер диска. Ошибочно полагать, что его величину можно подбирать без учета размеров болгарки. Не стоит устанавливать большой диск без защитного кожуха на маленький инструмент, иначе вы можете подвергнуть свою жизнь опасности. Обороты у небольшой болгарки намного выше, поэтому и режущие элементы для них нужны соответствующие. Установив большой диск, вы даже не успеете провести линию реза, зубчатый круг просто разлетится на части после включения.
- Направление вращения. Некоторых работников не устраивает направление полета искр, которое наблюдается при стандартной работе инструмента. Поэтому они разворачивают кожух, переставляют ручку и приступают к резке. Самоуправство в данном вопросе может привести к тому, что при зацепе за острую кромку режущий диск разлетится на части. Запомните – вращение диска должно производиться «на себя», а не наоборот.
- Индивидуальные средства защиты. Наличие таких приспособлений – обязательное условие работы с болгаркой. Защитные очки, перчатки и респиратор помогут избежать травмирования жизненно важных органов.
1. Обычный рез тонкого листового металла.
Резка металла небольшой толщины обычно не вызывает особых сложностей. Залогом качественного результата в данном случае являются внимательность и аккуратность. Стоит отметить, что именно при обработке тонких металлических листов режущий диск часто «закусывает». Перед началом проведения работ нужно убедиться в том, что на режущей плоскости круга отсутствуют дефекты. Их наличие может привести к расколу зубчатого диска.
Начинать линию реза следует от дальнего края листа (получается, что мастер как бы тянет болгарку на себя). Режущий диск при этом не стоит погружать слишком глубоко в материал (максимум 5-6 мм). Правильное направление движения инструмента и небольшая глубина погружения помогут избежать зацепов диска. И наоборот – чрезмерное погружение режущего элемента приведет к уменьшению площади соприкосновения, зацепам и последующему расколу диска.
2. Резка толстых листов металла болгаркой.
Если толщина листового металла больше 8 мм, то двигать инструмент следует не к себе, а от себя. Однако если выполнять рез просто по начерченной линии, то идеально ровной кромки не получить. Помимо этого, можно чрезмерно перенапрячь руку, ведь придется постоянно контролировать движение болгарки.
Облегчить рабочий процесс поможет установка стального уголка по месту реза, который прижимается к листу струбцинами по двум сторонам. Теперь можно пройти несколько раз вдоль прочерченной линии, немного прикасаясь к уголку так, чтобы получилось небольшое углубление (не больше 1-2 мм). После того как углубление сделано, можно убирать уголок и приступать непосредственно к обработке металла. Так режущий диск не уйдет с намеченной линии, а кромка получится идеально ровной.
3. Еще один вариант резки.
Первые этапы проведения работ полностью совпадают с вышеописанным способом: проводится линия, укладывается и прижимается уголок. Особенность заключается в том, что углубление в данном случае делается немного глубже – примерно 4-5 мм. После удаления уголка остаток металла можно просто доломать, а край обработать при помощи УШМ со шлифовальным диском. Стоит отметить, что такая обработка не гарантирует высококачественного результата, поэтому второй способ используют гораздо чаще.
Болгарка позволяет быстро и качественно обрабатывать листовой металл, но успешное применение данного инструмента возможно только при наличии достаточных навыков и соблюдении всех правил техники безопасности.
Влияние поляризации излучения
Наиболее высоки показатели скорости и качества резки при совпадении плоскости поляризации луча с плоскостью резки. В этом случае на передней поверхности реза наиболее высоко поглощение излучения. Ели плоскость поляризации перпендикулярна плоскости реза, то большая часть излучения поглощается боковыми поверхностями реза. Скорость и качество резки могут значительно различаться в зависимости от изменения направления перемещения оптического резака при вырезке фигурных деталей. Влияние эффекта поляризации ослабляется при повышении температуры металла, а также при его окислении химически активным вспомогательным газом в процессе резки. Для обеспечения наибольшей эффективности резки целесообразно плоскость поляризации луча с помощью специального устройства автоматически поворачивать при изменении направления резки, чтобы она совпадала с плоскостью резки. Хорошие результаты достигаются в результате превращения линейно поляризованного излучения в излучение с круговой поляризацией с применением фазовращающего зеркала, которое устанавливают перед входом в оптический резак. Этот способ применяется ведущими фирмами в современных машинах лазерной резки.
Дополнительные возможности Профлазермет
Стандартный срок сдачи выполняемых работ – 5 рабочих дней. Конечно, лазерная обработка нередко требует предельно быстрого исполнения заказа, и в этом случае мы готовы рассматривать возможность производства срочных работ в индивидуальном порядке.
Каждому клиенту мы отправляем готовый объем в собственной фирменной упаковке Proflasermet – так вы будете уверены, что получаете изделия без повреждений при транспортировке.
Звоните!,
Предложения по скидкам, а также вся уточняющая информация об особенностях технологического процесса резки, экономичности раскроя, сроках и доставке, а также по любым вопросам смежных направлений – у наших опытных консультантов.
Этапы лазерной резки: заберите заготовки через 1–7 дней после обращения к нам
Скорость обработки металла напрямую зависит от объема и сложности заказа
Согласование деталей
Оставьте заявку на сайте или позвоните нам по тел. +7 (495) 988-09-04 – подробно проконсультируем вас по всем возникшим вопросам, которые касаются резки лазером, а также обсудим условия сотрудничества
Постановка задачи
Обсудите техническое задание на резку с одним из наших специалистов – проанализируем ТЗ и подскажем, как сэкономить без ущерба качеству. Если же его нет, то бесплатно поможем с подготовкой
Выполнение заказа
Подпишите договор, оплатите услуги удобным способом и передайте металл к нам на склад. После этого приступим к осуществлению требующихся работ, затем сообщим вам о готовности
Передача заготовок
Заберите заказ самостоятельно или воспользуйтесь услугами транспортной компании – при необходимости порекомендуем выгодный вариант доставки заготовок на ваш объект. Будем благодарны за отзыв
Другие наши предложения
Компания Аякс специализируется на продажах металлопродукции и предоставлении услуг металлообработки. У нас есть филиалы в ряде крупных городов страны, включая Москву, Екатеринбург, Краснодар, Челябинск и другие. Мы входим в число крупнейших региональных поставщиков проката из чёрных и цветных металлов, предлагая:
- листовой, сортовой и фасонный прокат в самом широком ассортименте;
- трубы и соединительные детали трубопроводов;
- гнутые профили, в том числе замкнутого контура;
- кованый металл;
- разнообразные метизы, включая тросы и сетки, а также другую металлопродукцию.
Для крупных оптовиков и постоянных партнёров нашей компании мы гарантируем эксклюзивные финансовые условия сотрудничества с предоставлением скидок и отсрочек платежей. Это в равной степени относится и к услугам металлообработки. В числе наших предложений:
- раскрой, обработка кромок, изготовление деталей из плоского проката, начиная с листов малой толщины и заканчивая толстолистовой продукцией и плитами;
- гнутьё фасонного проката и труб;
- антикоррозионная обработка металлоизделий из углеродистой стали;
- изготовление металлоконструкций.
В зависимости от местоположения заказчика мы предлагаем доставку своим транспортом или через других грузоперевозчиков, включая железнодорожные компании, в любой регион России. При желании вы можете получить свой заказ на условиях самовывоза, а также выбрать наиболее подходящего для себя перевозчика. По любым вопросам вам предоставят бесплатные консультации и полную информацию.
Лазерная резка чёрных металлов – лишь малая часть наших предложений. Мы приглашаем вас к взаимовыгодному сотрудничеству на постоянной основе. Вместе с нами вы решите любые вопросы по обеспечению своих потребностей в металлопродукции с наименьшими затратами.