От лома алюминиевых банок к новым банкам
Переработка лома алюминиевых банок в новые банки считается замечательным примером почти безотходного производственного процесса. Именно переработка лома алюминиевых банок сыграла главную роль в бурном росте рынка алюминиевых банок для пива и газированных напитков.
При производстве алюминия из алюминиевого лома потребляется на 95 % меньше энергии, чем при его выплавке из ископаемых руд. Процесс переработки алюминиевого лома дает только 5 % из вредных выбросов, которые уничтожают земной озоновый слой, чем при производстве первичного алюминия [4].
Во всем мире продается более 350 миллиардов алюминиевых банок. При этом в лом поступают не все банки. Доля лома во в общем объеме алюминиевых банок составляет:
- в Швеции – 90 % алюминиевых банок,
- в США – до 70 %,
- в Австралии, Канаде, Японии и Китае – около 80 %,
- в целом в мире – немногим более 50 %.
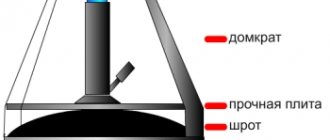
В 2022 году в Европе было переработано 74,5 % использованных алюминиевых банок из-под пива и напитков. Как это было в различных европейских странах см. на графике рисунок 1 [4]. Типичный завод по переработке алюминиевых банок в слитки для прокатки алюминиевого листа, который идет на изготовление новых банок, показан на рисунке 2.
Рисунок 1 – Доля переработанных алюминиевых банок по европейским странам [4]
Рисунок 2 – Завод по переработке лома алюминиевых банок в прокатные слитки для изготовления новых банок [3]
Небольшую часть лома алюминиевых банок переплавляют в обычных или роторных плавильных печах и она идет, в основном, на изготовление литейных сплавов.
Простой переплав отходов алюминиевых банок дает в среднем такой состав алюминия [2]:
- Si – 0,26 %
- Fe – 0,40 %
- Cu – 0,20 %
- Mn – 0,86 %
- Mg – 1,22 %
- Ti – 0,04 %
- остальное – Al.
“Алюминий” такого химического состава вполне укладывается в интервалы химического состава сплавов 3004 и 3104 (см. таблицу ниже), которые применяют для изготовления корпуса банки. Поэтому подавляющая часть металла из лома алюминиевых банок – около 80 % – возвращается к производителям новых банок.
Ниже излагаются общие подходы к переработке лома алюминиевых банок, когда его применяют опять же для изготовления банок. Аналогичные, иногда весьма сложные, технологии применяют на многих заводах в США и Западной Европе.
Организация бизнеса
При расчетах и решении о вхождении в бизнес учитываются три фактора, влияние которых на правильность размещения производства вряд ли удастся оспорить:
- Удаленность от производителей аналогичного продукта. В России два крупных игрока на рынке и 5 заводов:
- Американская корпорация Ball Corporation с заводами во Всеволожске (Ленинградская область), Аргаяше (Челябинская область), Наро-Фоминске (Московская область);
- Польская группа Can-Pack (входящая в состав американской корпорации F&P Holdings, Inc.) с предприятиями в Волоколамске (Московская область), Новочеркасске (Ростовская область).
Такое географическое размещение конкурентов открывает для нового участника рынка неограниченные возможности. Скажем, в Сибири и на Дальнем востоке отсутствует производство тары из алюминия, – впрочем, как и из стекла. Ситуация абсурдная для мирового производителя алюминия №2.
- Доступность сырья, расположение основных переработчиков. Рынок ограничен производителями сырья, номенклатурой продукции.
- Близость потребителей, правильная логистика. Выбор места производства на порядок сократит логистические затраты, увеличит рентабельность бизнеса. По этой причине целесообразно размещать мощности с ориентацией на одного конечного потребителя – крупный пивобезалкогольный, химический, консервный завод. Поэтому решение о выборе места для размещения производства принимается только после заключения договора о намерениях с потребителем.
Помещение для цеха
Производство металлических банок – средний или крупный бизнес, обладающий соответствующими критериями. Изначальный выбор площадей напрямую зависит от вида транспортировки сырья. При поставках железнодорожным транспортом складские территории имеют прямой доступ к рельсовым путям, оборудованием для разгрузки вагонов, включая инструменты нужного типа.
Повышенное внимание стоит обратить к оснащению системами кондиционирования, осушки воздуха складских территорий. Алюминий и полуфабрикаты из алюминия не ржавеют, но при взаимодействии с влагой окисляются: на поверхности образуется пленка из оксида алюминия. Для того, чтобы избежать окисление, условия хранения отвечают нормам защиты от коррозии и старения, регламентируемым ГОСТом 9.510-93.
Нормы площадей рассчитываются с учетом характеристик оборудования. Комплекс территорий состоит из склада по хранению сырья и готовой продукции, производственного цеха, офиса, санитарно-гигиенических комнат для персонала. Площади размещаются в нежилой промышленной зоне.
Каналы поставок сырья
Алюминиево-марганцевые сплавы 3004/3104 (российский аналог D12) и используемые для изготовления крышки сплавы 5042/5182 (аналог АМГ4) изготавливают и реализуют две компании:
- Всеволожский завод алюминиевых сплавов, Всеволожск (Ленинградская область);
- Самарский металлургический завод, Самара, входит в состав ALCOA Inc. – американской металлургической компании, 3-го мирового производителя алюминия;
Учитывается присутствие на рынке еще десятка перерабатывающих предприятий, выпускающих изделия из вторичного алюминия. Сортамент сплавов таких заводов отличается от потребностей компании, производящей алюминиевые емкости, но оборудование может быть перепрофилировано. В зависимости от расположения мощностей и профиля оборудования приобретение ленты или слитков возможно на рынках Западной Европы, Азии или Японии.
Технология производства
Стадии производственного процесса зависят от комплектации производственной линии: выделяются обязательные и опциональные этапы. Наличие необязательных стадий относится к линии полной комплектации и не представлено для типового производства. Обязательные последовательные стадии технологического процесса включают:
- Поставка исходного сырья. Сырьем на приемочном складе выступают алюминиевые слитки, ленты или листы.
- Предварительная обработка, формовка. Металл обрабатывается с целью улучшения внешних свойств, формируются заготовки, соответствующие конечным размерам продукта.
- Лакирование, литография. На заготовки наносится защитное покрытие и цветная печать, обеспечивающая товарный вид продукции.
- Сушка, окончательная формовка. Покрашенные заготовки высушиваются, приобретая затем окончательный вид при помощи заваривания краев заготовки.
- Упаковка, отгрузка. Готовая продукция упаковывается на паллеты, отправляется на склад изготовителя в ожидании отправки потребителю.
Необходимое оборудование
При выборе оборудования для бизнеса внимания удостаиваются два критерия:
- производственная линия обеспечивает обработку конкретного сырья – ленты или слитков определенного веса, толщины, плотности;
- производственные затраты при работе на оборудовании минимизируют себестоимость единицы продукции.
Цена готовой продукции – важный для получателя параметр. У производителя тары должно быть четкое знание цен конкурентов, грамотный подход к расчету конечной реализационной цены собственной продукции.
Комплектация производственной линии зависит от конкретного поставщика оборудования. Рассмотрим компоненты линии на примере успевшего зарекомендовать себя китайского производителя промышленного оборудования Jorson Packaging Machinery. Типовая линия состоит из 10 взаимосвязанных элементов, некоторые заменяются аналогами или полуавтоматическими вариантами:
- Галтовочная машина. Вспомогательное оборудование для увеличения гладкости алюминия. Механический процесс использует как сырье ленты или листы весом до 200кг. Заменяется аналогом, если сырье для производства – иной материал.
- Экструзионный пресс. Основной элемент производственной линии, в котором алюминиевая лента проходит процесс экструзии – придание формы. Пресс производительностью 100-120 банок в минуту изготавливает форму диаметром 35-39мм, длиной <250мм.
- Обрезной автомат. Компонент срезает банку, прошедшую формовочный процесс, в зависимости от длины единицы продукции. Результат работы автомата – заготовка нужной формы, длины, диаметра.
- Автомат мойки банок. Процесс очищает сформированную заготовку от следов загрязнения, масляных веществ, других посторонних элементов на поверхности металла.
- Конвейерный накопитель. Мини-склад для готовых к лакированию изделий вместительностью 1800 единиц. Каждые 15-18 минут конвейер заполняется партией банок.
- Автомат для напыления пищевого лака. Производственный элемент, опровергающий миф о вреде алюминиевой тары. Здесь внутренней поверхности продукции покрывается пищевым лаком. Напыление препятствует химическому взаимодействию металла с содержимым.
- Сушильная печь. После нанесения лака продукция проходит стадию сушки продолжительностью 12 минут при температуре 300°C.
- Автомат для нанесения базового лакового покрытия. Подготовка изделия к последующей цветной печати.
- Литографическая печатная машина. Здесь заготовка приобретает товарный вид – тот, который потребитель наблюдает на полках магазинов. Печать выполняется шестицветным принтером.
- Лакировальная машина. Агрегат наносит внешний слой защитного лака на изделие, прошедшее стадию печати.
- Сушильный шкаф. На 90% готовый продукт после печати на 8 минут поступает для сушки при температуре 200°C.
- Комбинированная машина для зиговки, отбортовки и сварки. Последний комплектный элемент линии, в котором банка приводится к конечному виду. Здесь изделие проходит процесс загиба кромок, заваривания верхнего и нижнего концов.
Оформление бизнеса
Перед регистрацией юридического лица для производства желательно пройти консультацию у бухгалтера компании, налоговых органов. Требования, выдвигаемые к частному предпринимателю, могут не соответствовать этому виду бизнеса по объемам производства и реализации продукции.
Производство сертифицируется на соответствие системе ГОСТ Р. Стандарт определяет требования к алюминиевым изделиям, которые содержатся в перечне ПП № 982 от 01.12.2009 г. Этот процесс осуществляется при взаимодействии с Центром сертификации или региональными отделениями.
Для получения сертификата необходим тестовый запуск производственной линии, получение опытных образцов продукции. Готовая продукция соответствует техническим условиям согласно ГОСТ 33748-2016.
В остальном специальных требований к организации производства металлической продукции нет. Типовые разрешения санитарно-эпидемиологической, экологической службы, энергетического и пожарного надзора – неотъемлемые документы при организации производственного бизнеса. Получение разрешений способны упростить посреднические компании, содействующие при оформлении документации.
Сплавы алюминиевых банок
Полезно знать, что алюминиевые банки изготавливают из нескольких различных алюминиевых сплавов и только из них (таблица):
- В корпусе банки применяют алюминиевый сплав 3004 или алюминиевый сплав 3104, которые очень близки по химическому составу: марганца и магния в среднем по 1 %, меди – до 0,25 % и железа – до 0,7-0,8 %.
- Крышку банки делают из сплава 5182. В этом сплаве магния уже 4-5 %, а марганца – 0,20-0,50 %.
- Ключ для открывания банки дает самый малый вклад в общую массу банки. Его изготавливают из сплава 5042 с содержанием магния 3-4 % и марганца – 0,20-0,50 %.
Механизм открывания пивной банки
Задача ушка и лепестка (его называют еще и “язычком”), добиться хлопка выходящего углекислого газа при усилии на ушке около 3 килограммов и полного проталкивания лепестка (язычка) внутрь банки при усилии до 7 килограммов, причем лепесток должен остаться висеть внутри банки.
Это достигается выполнением по периметру лепестка специальных насечек такой глубины, что остается только 0,085 мм металла вблизи заклепки и 0,110 мм на противоположной стороне (рисунок 6). В то же время, материал на насечках достаточно прочен, чтобы не разрушаться в ходе технологического процесса или при разгрузке в магазине.
Внутри лепестка можно заметить еще один, внутренний ряд насечек. Они не такие глубокие и служат, как утверждают, для направленного течения металла на основных насечках и предотвращения разрывов основных насечек при их формировании.
Рисунок 6 – Хитроумные насечки обеспечивают надежное открывание банки в два этапа: сначала выпуск газа, затем проталкивание лепестка внутрь банки [1]
Еще:
The Ingenious Design of the Aluminum Beverage Can
Измельчение лома алюминиевых банок
Обычно алюминиевые банки поступают на переплавку в виде брикетов весом до 400 кг и плотностью не более 500 кг/м3. Эти брикеты удобны для транспортировки, но не годятся для прямой загрузки в печь для переплавки в материалы, которые пойдут на изготовление новых банок. Поэтому эти брикеты подвергают измельчению и сортировке, чтобы убедиться, что в них нет жидкостей или взрывоопасных материалов. Это очень важно для обеспечения безопасности литейщиков и сохранности литейного оборудования. Для этого применяют специальные измельчающую машину – шредер.
Расходы и окупаемость бизнеса
По словам владельцев мощностей, рентабельность выпуска алюминиевой тары выше доходности бизнеса по производству упаковочных материалов, проката из алюминия. Средняя непроверенная рентабельность по рынку составляет 22%. Рентабельность участники рынка рассчитывают, исходя из многолетнего опыта работы, который предполагает стабильность производственных связей на каждом этапе.
Советуем прочитать:
- изготовление биокаминов как бизнес –
- как организовать производство электродов для сварки –
- как организовать завод по производству полиэтилена –
- производство поролона –
- производство стеклопластиковой арматуры –
- изготовление пенопласта –
Примерный расчет производственных затрат и расходов при запуске бизнеса выглядит таким образом:
- приобретение, монтаж производственной линии мощностью 10 тыс. банок за смену: $60.000.
- Ремонт, дооборудование помещения, приобретение оргтехники: $15.000.
- Создание запаса сырья: $15.000.
- Государственная регистрация, оформление разрешительной документации, сертификация производства: $6.000.
- Заработная плата: $3.000.
- Коммунальные расходы: $1.500.
- Оборотные средства, страховой запас: $15.000.
Потребители готовы покупать алюминиевую банку по средневзвешенной цене $0.05 или 5 центов, в которой $0.025 – себестоимость сырья. Соответственно, две рабочие смены принесут валовый производственный доход $500 или $12.000 ежемесячно при 24 рабочих днях. Таким образом, срок окупаемости бизнеса составит 9-10 месяцев без учета базы налогообложения. Размер налоговых отчислений соразмерно увеличат это время. При этом рентабельность до уплаты налогов равняется 17,5%.
Бизнес по производству алюминиевой банки опасен для дилетантов. Владелец бизнеса обладает опытом по развитию аналогичного по объемам производства, деловой репутацией, связями. Профессионализм менеджмента, профессиональные знания, понимание рынка – неотъемлемые критерии при решении о запуске производства.
Алюминиевый рынок характеризуется высокой долей монополий с определенной частью государственных интересов. Сотрудничество с монопольными производителями отличается отсутствием гибкости, лояльности по отношению к партнерам. Поэтому ответственность и риски при решении о вхождении в бизнес высоки.
«Делакирование» лома алюминиевых банок
Применяют два подхода непрерывного термического удаления лака. Один основан на относительно длительном выдерживании измельченного алюминиевого лома при определенной температуре, а другой – на коротких циклах нагрева с постепенным повышением температуры до чуть ниже температуры плавления алюминиевого лома.
В первом случае применяют конвейерную печь, в которой измельченные алюминиевые банки проходят через камеру при температуре около 520 °С. Эта камера содержит продукты сгорания лака, которые разбавляют воздухом для создания благоприятной для удаления лака атмосферы.
При втором подходе применяют роторную печь со сложной системой рециркуляции продуктов сгорания. Температура последней стадии – около 615 °С, что очень близко к температуре начала плавления в алюминиево-магниевых сплавах, из которых обычно изготавливают крышки (сплав 5182) и ключи для открывания (сплав 5054) пивных банок.
Обе системы могут иметь проблемы, которые приводят к неполному удалению лака. Если температура слишком низкая или длительность обработки слишком короткая, то на поверхности алюминия остается черное смолянистое покрытие. Это приводит к возгоранию лома при его плавлении и чрезмерным потерям металла за счет угара. Если же температура слишком высока или длительность обработки слишком велика, то это приводит к значительному окислению лома и также приводит к повышенным потерям металла.
Маркетинг и каналы сбыта продукции
Как отмечалось, сбыт готовой продукции до момента старта производства ориентируется как минимум на одного надежного покупателя. Долгосрочный договор на поставку минимизирует возможные риски по качеству, объемам поставляемой продукции. Если мощности превышают текущие объемы поставок, производство работает стабильно, можно переходить к поиску новых партнеров.
Маркетинговая составляющая бизнеса проста: представительский сайт компании с подробным описанием технологических характеристик продукции, номенклатуры – достаточное средство для продвижения. Периодические способы продвижения – отраслевые, тематические выставки. В перечень входят металлургические выставки и экспозиции, на которых представлены производители продуктов питания, бытовой химии, напитков. Традиционные виды рекламы неуместны, и только увеличат затратную часть.
В остальном маркетинговый отдел компании руководствуется подробной, составленной собственными силами, базой данных потребителей банок. Совершаются холодные контакты потребителям, при малейшем спросе на продукцию происходит знакомство, налаживание связей. Со временем такие связи приводят к поставкам небольших опытных партий, заключению контрактов на крупные объемы.
Разделение алюминиевых сплавов
Горячий, «делакированный» алюминиевый лом поступает затем в термомеханическую камеру-сепаратор. В этой камере поддерживается заданная температура и неокислительная атмосфера. В ней крышки банок из сплава 5182, а также ключей из сплава 5054, подвергают легкому механическому воздействию, в результате которого они разбиваются на мельчайшие фрагменты по границам зерен. Весь процесс основан на том, что под воздействием узкого интервала температуры размягчаются только границы зерен. Эти мелкие фрагменты из сплавов 5181 и 5054 непрерывно отсеивают и направляют в печь для переплавки крышек, а оставшийся алюминиевый лом – в печь для переплавки корпусов банок.
Поиск более просторного помещения
В первую очередь вам потребуется найти хорошее помещение. Следует понимать, что оно должно быть достаточно просторным, так как в нем будет впоследствии устанавливаться оборудование. Кроме того, цех должен быть отапливаем, хорошо освещаем.
Ко всему прочему должна быть налажена качественная система вентиляции. Помимо поиска помещения, также потребуется зарегистрировать свой бизнес снова. Только вместо ИП необходимо выбрать ООО, так как дело вы будете иметь с юридическими лицами. Именно они станут вашими клиентами.
Плавление алюминиевого лома
Для плавления алюминиевых банок обычно применяют специальные печи. При плавлении образуется значительное количество шлака – смеси металла, оксидов и других загрязнений. Этот шлак содержит много газов, поэтому хорошо плавает сверху расплава. Его удаляют и отправляют на восстановление из него металла. Обычно вес шлака составляет около 15 % от начальной загрузки лома. Из этой специальной печей расплав передают в непрерывную плавильную печь, в которую дополнительно загружают крупный алюминиевый лом и первичный нелегированный алюминий для получения нужного объема и приблизительного химического состава заданного сплава.
Интересные факты
- Первые банки были похожи на привычные консервные емкости и открывались консервным ножом. Острые края при этом ранили потребителя.
- В 1963 году банки снабдили отрываемым ушком, подобному тому, которому оснащены современные соки в картонных упаковках. Автор изобретения – Эрмал Клеон Фрейз, изобретатель из Огайо.
- Несъемное ушко, с помощью которого открывается емкость, изобретено через 17 лет после выпуска первой пивной банки – в 1975 году.
- К 1980 году доход Dayton Reliable Tool, компании Фрейза, составлял более полумиллиарда долларов.
- Коллекция банок Джона Аренса из Нью-Джерси состоит из 15.000 экземпляров.
- В австралийском Дарвине каждый год проводится регата на плавучих средствах, изготовленных из пустых банок.
- Борец с мусором и архитектор Майк Рейнолдс строит дома из алюминиевых банок. Строительным материалом выступают банки, скрепленные между собой цементным раствором.
- Японская пивоваренная компания Kirin Brewery выпускает самые легкие алюминиевые банки. Вес 350-миллилитровой емкости – 14 граммов.
- Переработка одной алюминиевой емкости экономит электроэнергию, достаточную для питания телевизора в течение трех часов.
- В плинкинге, развлекательной стрельбе по нестандартным мишеням, алюминиевая емкость – самая популярная мишень.
- Самая дорогая пивная банка Rosalie Pilsner продана в 1981 году за $6000.
Производство алюминиевых банок
Алюминиевые ленты для корпусов и крышек банок поставляют производителям банок. В результате процесса производства алюминиевых банок около 20 % алюминиевой ленты (или 13 % от исходного расплава) возвращается производителю слитков в виде производственных отходов – остатков листов с отверстиями на месте вырезанных заготовок для корпусов и крышек банок. В целом, около 55 % количества исходного расплава в миксере уходит во внутренний, производственный лом. Если бы все банки возвращались в виде алюминиевого лома, то для замыкания цикла переработки старых алюминиевых банок в новые нужно было пополнять только потери алюминия от угара – всего несколько процентов.
Источники: 1. Aluminum and Aluminum Alloys, ASM International, 1993 2. https://www.icaa-conference.net/ICAA12/pdf/IL-04.pdf 3. TALAT 1102 4. https://www.metalpackagingeurope.org