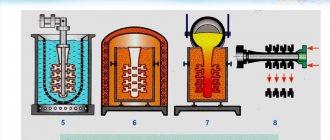
Литье в кокиль – точная технология производства отливок из алюминия.
Литье в кокиль (многоразовую металлическую форму) – это достаточно дорогостоящая, но проверенная и точная литейная технология, применяемая при производстве отливок из алюминиевых сплавов.
Несмотря на высокую первоначальную стоимость оснастки, технология литья в кокиль имеет ряд основных преимуществ, по сравнению с другими технологиями, а именно:
- отливки получают с более плотной структурой;
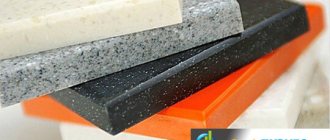
- значительно улучшается внешний вид отливок и чистота поверхности;
- повышается точность отливок и идентичность их размеров;
- уменьшается металлоемкость отливки и стоимость механической обработки за счет уменьшения литейных припусков;
- увеличивается выход годного литья;
- устраняются операции с формовочными смесями;
- при крупносерийном производстве снижается себестоимость продукции;
- значительно повышается производительность труда литейщиков.
Для изготовления кокилей специалисты «ПРАКТИК плюс» в основном применяют серый или высокопрочный чугун, а также углеродистые или легированные стали. Серый чугун, применяемый для кокилей, стойкий к тепловым нагрузкам, недорогой и легко обрабатываемый материал. Стальные кокили более дорогие в изготовлении, но более «живучие» чугунных, так как они не боятся ударных нагрузок. Металлические стержни, направляющие и толкатели для раскрытия кокиля и выталкивания отливок всегда изготавливают из стали, так как они испытывают повышенные растягивающие напряжения.
Основной показатель кокиля — его стойкость. При работе рабочие поверхности кокилей подвергаются быстрому нагреву и охлаждению, в следствие чего в них возникают термические напряжения, приводящие к короблению и поверхностным трещинам – разгарам. Стойкость чугунных и стальных кокилей при получении отливок из алюминиевых сплавов составляет 50—100 тыс. заливок. Для повышения стойкости кокилей рабочие поверхности покрывают красками. С помощью красок устраняется также приваривание металла к стенкам кокиля, обеспечивается получение качественных поверхностей и регулируется направленность затвердевания отливок. При соприкосновении с металлом краска возгоняется, создается газовая и сажистая прослойка между жидким металлом и кокилем, которая предотвращает приваривания жидкого металла к кокилю. Краску наносят кистью или пульверизатором один-два раза в смену, в зависимости от конструкции и режима работы, на подогретый до 100—200 °C кокиль.
В процессе литья очень важным технологическим параметром является температурный режим кокиля. Для получения качественного литья из алюминиевых сплавов температура кокиля должна поддерживаться в пределах 200—350 °C. Разогрев и поддержание температуры кокиля (разгон кокиля) специалисты «ПРАКТИК плюс» осуществляют подогревом с помощью газовых горелок, а контроль температурного режима осуществляют инфракрасными термометрами (пирометрами) или термопарами. Охлаждение кокиля осуществляется путем естественной передачи тепла в окружающую среду через стенки кокиля. При необходимости наши специалисты спроектируют и изготовят кокили , охлаждаемые снаружи водой (водоохлаждаемые) по специально предусмотренным каналам. Стойкость водоохлаждаемых кокилей выше, чем неводоохлаждаемых.
При литье сложных по конфигурации отливок специалисты «ПРАКТИК плюс» применяют различные подвижные металлические стержни и вставки. Подвижность нужна для своевременного удаления стержня из отливки. Если внутренние контуры отливки сложные, то стержни делают составными из нескольких частей. Также для получения отливок со сложной внутренней конфигурацией нами применяются песчаные стержни. Их устанавливают в форму каждый раз перед заливкой при сборке формы с помощью знаковых частей.
В «ПРАКТИК плюс» изготавливают к окили либо литыми, либо из поковок проката путем механической обработки. Литые кокили дешевле, поскольку требуется минимальная механическая обработка. Разъем (раскрытие) кокилей осуществляют ручным или механизированным способом с помощью механических, пневматических и гидравлических приводов, которые также проектируют и изготавливают специалисты «ПРАКТИК плюс». Поверхности разъемов обрабатывают по 6-му классу точности. Отдельные части кокиля центрируют с помощью штырей и втулок. Для вывода газа и воздуха из полости кокиля предусматриваются вентиляционные каналы.
Компания “ПРАКТИК плюс” рассматривает заказы на производство литья из алюминия любой конфигурации и серийности, массой до 50 кг.
Цена отливки зависит от сложности детали и рассчитывается индивидуально.
За дополнительной информацией обращайтесь по тел.: (067) 437-90-70, или по контактам, указанным на сайте.
Область применения
Кокильное литье широко используют для производства отливок из черных и цветных металлов. На автоматизированном оборудовании, предназначенном для этой обработки металлов допустимо литье алюминия в кокиль, но при этом вес отливки не должен превышать 30 кг.
На неавтоматизированном оборудовании допустимо литье чугуна в кокиль, при этом масса отливки не должна превышать 12 тонн.
Этапы литья в кокиль
Сложно найти промышленную отрасль, в которой не применяют литье в кокиль. Эта технология позволяет изготавливать широкий круг деталей из различных металлов. Например, на электротехнических заводах их применяют для отливки деталей электрических машин, на предприятиях, которые выпускают силовые установки для автомобилей, эту технологию применяют для производства головок блока цилиндров или картеров защиты.
Читать также: Регулировка карбюратора бензопилы хускварна 365 своими руками
Кокильная литейная машина
Практика показывает, что чаще всего литье этого типа применяют в отношении алюминия и его сплавов. На втором месте стоит чугун и на третьем сталь.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
3. Литье в кокиль
Кокильным литьем называют процесс получения отливок посредством свободной заливки расплавленного металла в многократно используемые металлические формы – кокили.
Кокили изготавливают из серого (СЧ15, СЧ18, СЧ20, СЧ25) и высокопрочного чугуна (ВЧ 42-12, ВЧ 45-5), конструкционных углеродистых (10, 20, 15Л, 25Л) и легированных (15ХМЛ) сталей, медных (латуни) и алюминиевых (АЛ2, АЛ4, АЛ9, АЛИ, АЛ 12) сплавов. Для изготовления стержней и вставок многократного действия, работающих в условиях воздействия больших тепловых и механических нагрузок, используют легированные стали (ЗОХГС, 35ХГСА, 4Х5МФС и др.). Выталкиватели выполняют из инструментальных сталей (У8А, У10А), поскольку они должны обладать большой твердостью и износостойкостью. Многократность использования формы обусловлена, главным образом, материалом отливки. С помощью одной формы (или большей части ее элементов) кокильным литьем получают до 500 мелких стальных, 5000 чугунных или десятки тысяч алюминиевых отливок. Отдельные элементы кокиля (в первую очередь – стержни, оформляющие внутренние полости отливки) могут изготавливаться как из металла, так и из стержневой смеси; в последнем случае они предназначаются лишь для разового использования (рис. 3). Металлические стержни сложной формы целесообразно делать разборными.
Классификация кокилей осуществляется по следующим признакам: а) по соотношению трех габаритных размеров: плоские (один размер значительно меньше двух других) и цилиндрические (один размер значительно больше двух других); б) по наличию разъемных частей и расположению в пространстве поверхности раздела: неразъемные (вытряхные) и разъемные (с горизонтальной, вертикальной и комбинированной поверхностью разъема) – см. рис. 3, а, б; в) по числу рабочих гнезд: одноместные и многоместные; г) по конструкции рабочих стенок кокиля: цельные и составные из элементов (унифицированных или неунифицированных) — параллелепипедов, проволоки, иголок и др.; д) по способу охлаждения: с воздушным (естественным или принудительным), жидкостным (вода, эмульсия, масло) и комбинированным (водовоздушным) охлаждением; е) по типу конструкции рабочей стенки и способу подвода к ней охлаждающей среды: однослойные и двухслойные; ж) по долговечности защитного покрытия: с периодически наносимым и постоянным защитным покрытием; з) по составу материала рабочей стенки кокиля: 1гугунные, стальные, из алюминиевых, медных и специальных сплавов, а также композиционных материалов.
Рис. 3. Разновидности кокилей: а – разъемный (с вертикальной плоскостью разъема); б – неразъемный (вытряхной) кокиль, 1 – литниковый ход; 2 – штырь; 3 – внутренняя полость кокиля; 4 – воронка для заливки расплава; 5 – выпор; б – две половины разъемного кокиля; 7 – отверстия для крепления одной половины разъемного кокиля к плите машины, 8 – пальцы для улучшения охлаждения кокиля, 9 – питатель, 10 песчаные стержни (Ст1 – СтЗ), 11 – клин для крепления стержня; 12 – выталкиватель; 13 – корпус неразъемного кокиля; 14 – цапфы, обеспечивающие поворот кокиля относительно горизонтальной оси.
Требования к конструкции кокиля
При конструировании кокилей необходимо обеспечить их технологичность, в которую включаются следующие требования:
а) наличие минимально необходимою числа разъемов и стержней;
б) использование стандартных и унифицированных деталей;
в) конструктивное обеспечение быстрого удаления из рабочей полости кокиля газов посредством различных вентиляционных каналов (вент – выдувных сетчатого типа отверстий, подвижных соединений, разъемов, выпора);
г) легкое удаление из кокиля отливок и металлических стержней, а также сменных элементов кокиля (вставок и др.);
д) наличие элементов для естественного и искусственного (водяного, воздушного или смешанного) охлаждения (рис. 14.3, а);
е) включение в конструкцию кокиля (или стержня) элементов литниковой системы для обеспечения заливки расплава;
ж) обеспечение за счет центрирующих штырей, отверстий, фиксирующих шпонок) четкой сборки (без перекоса) при смыкании подвижных частей кокиля (рис. 3, а);
з) конструктивное обеспечение регулируемого теплоотвода за счет использования многослойных кокилей (в частности, получаемых методами порошковой металлургии), стенки которых состоят из двух (или более) слоев с разными составом, структурой и теплопроводностью.
Особенности конструкции составных кокилей
Рабочая стенка формы в продольном или поперечном сечении выполняется из нескольких достаточно крупных элементов. Например, двухслойный кокиль с продольным членением рабочей стенки конструктивно реализуется как водоохлаждаемый корпус, в который вставляется сменный вкладыш, одновременно являющийся рабочей стенкой кокиля. Такие двухслойные кокили удобно применять при жидкостном охлаждении. Преимущества двухслойных кокилей заключаются в их большей безопасности, обусловленной изоляцией рабочей полости от каналов перемещения охлаждающей жидкости, а также в экономичности и технологичности ремонта кокиля посредством замены вкладыша. В составных кокилях в наиболее нагруженных участках рабочей полости размещаются сменные вставки, легко поддающиеся замене.
Основы технологии литья в кокиль
Технологический процесс кокильного литья требует специальной подготовки кокиля к заливке и включает следующие операции: а) очистку рабочей поверхности кокиля от остатков отработанного покрытия, загрязнений и ржавчины; б) нанесение (пульверизатором или кистью) на предварительно подогретые до 100 – 150 °С рабочие поверхности кокиля специальных теплоизоляционных слоев и противопригарных красок, одновременно повышающих качество поверхности отливок; в) нагрев кокиля до оптимальной (для каждого сплава своей) температуры в пределах 115 – 475 °С в целях повышения заполняемости формы расплавом и тем самым улучшения качества отливок; г) сборку формы, состоящую из простановки стержней и соединения металлических полуформ; д) заливку расплава в форму; е) охлаждение отливок до установленой температуры; ж) разборку кокиля с извлечением отливки.
Читать также: Песок для пескоструя своими руками
Начиная с заливки расплава в форму все последующие технологические операции кокильного литья аналогичны таковым при литье в разовые (например, песчаные) формы. Металлический стержень извлекается из отливки до ее удаления из кокиля. Для удаления воздуха и газов из рабочих полостей кокилей широко используют естественные зазоры между элементами формы – разъемные и неразъемные стыки деталей кокиля. По этим стыкам устраивают газоотводные (вентиляционные) каналы глубиной 0,2 – 0,5 мм, выполняя их в виде рисок-насечек или тонких щелей. Глубокие полости вентилируются через специально устанавливаемые в стенках кокиля вентиляционные пробки и игольчатые вставки (пакеты иголок, запрессованные в сквозные отверстия формы), имеющие газоотводные зазоры.
Режимы и способы подогрева кокиля
Начальная температура кокиля во многом определяет качество получаемой отливки, а также стойкость стенок кокиля и его элементов (стержней, вкладышей). Необходимость предварительного подогрева кокиля обусловливается скоплением в нем (на холодных стенках, щелях по разъему, в вентах) водного конденсата, взаимодействие которого с расплавом при заливке может привести (в результате диссоциации воды) к взрыву и разрушению кокиля. В то же время холодный кокиль при заливке расплава подвергается максимальному по силе термическому удару, что также способствует разрушению литейной формы и ее элементов. Минимальная температура подогрева кокиля составляет 85 – 95°С, а максимальная колеблется в пределах 115 – 475 °С, что предотвращает недоливы и отбел чугуна. При перегреве кокиля в нем активизируются процессы коррозии, обезуглероживания, насыщения серой и «роста» чугуна; при этом в отливках наблюдаются усадочные раковины, поры и повышенная ликвация.
Способы охлаждения кокилей
Искусственное охлаждение кокиля применяют с целью увеличения скорости затвердевания и охлаждения отливки, уменьшения продолжительности цикла литья и, как следствие, повышения стойкости кокиля. Искусственному охлаждению могут подвергаться как рабочая или наружная поверхности, так и их фрагменты. Охлаждающей средой являются сжатый воздух, вода, эмульсия, масло. Водные краски используют для местного охлаждения некоторых частей кокиля. Искусственное охлаждение может осуществляться посредством свободной струи воды (душирование), перемещения жидкости или воздуха по замкнутым каналам, а также окунания в жидкость кокиля или его элементов. Для увеличения площади охлаждаемой наружной поверхности на ней специально предусматриваются цилиндрические штыри-выступы (см. рис. 3, а), а также специальные медные вставки. В зависимости от необходимости искусственное охлаждение проводят во время нахождения отливки в кокиле, после ее выбивки или в течение всего процесса литья.
Методы изготовления кокилей
Получение кокилей литьем. Широко используется метод литья заготовок кокилей по специальным моделям. При литье стальных кокилей в песчаные формы хорошее качество поверхности отливки обеспечивается применением формовочной смеси на основе кварцевого песка КО20Б (94% мас.) с добавками жидкого стекла (5,5% мас.) и 15%-ного раствора едкого натра (0,5% мас.). При литье кокилей из разных сплавов широко применяется вакуумная формовка.
Алюминиевые кокили получают способом кокильного литья в стальные или чугунные мастер-кокили. Для получения гипсовой модели кокиля в качестве мастер-модели используют отливку.
Весьма эффективным и перспективным способом изготовления стальных кокилей является электрошлаковое литье, обеспечивающее получение плотной структуры отливки с высокими механическими свойствами (в частности, ударной вязкостью).
Получение кокилей методами порошковой металлургии
Этим методом получают многослойные кокили с различными теплофизическими и механическими свойствами слоев. Элементы стенок кокиля получают прямым или гидростатическим прессованием порошка в пресс-формах. Для упрочнения материала элементов кокиля в матрицу, изготовленную из железного порошка типа ПЖ2М. вводят отрезки молибденовой проволоки. Прессованные элементы многослойной стенки кокиля спекают.
Изготовление составных кокилей вызывает необходимость нормализации и универсализации сменных элементов стенок кокиля. Например, так называемые игольчатые кокили изготавливаются из отрезков проволоки определенного диаметра. Эти кокили отличаются хорошей податливостью и газопроницаемостью.
Покрытия на кокилях
а) обеспечение необходимого теплообмена между рабочей поверхностью кокиля и отливкой с целью регулирования режима ее охлаждения;
б) создание в кокилях восстановительной или окислительной атмосферы, исключающей образование на поверхности отливки оксидов или карбидов соответственно (покрытия с большой газотворной способностью);
в) защита рабочей поверхности кокиля от воздействия термического удара и эрозионного воздействия расплава;
г) защита от пригара или приваривания отливки к стенкам и каналам кокиля, а также от высокотемпературного окисления и обезуглероживания ее поверхности;
д) использование покрытий для поверхностного легирования (алитирование, силицирование и др.);
е) уменьшение коэффициента трения между отливкой и стенками кокиля.
Все защитные покрытия условно подразделяются на разовые, многоразовые и постоянные. Все они, в свою очередь, делятся на тонкостенные и толстостенные. Долговечность постоянных покрытий соизмерима с ресурсом работы кокиля или сроком межремонтных работ. Они формируются на рабочей поверхности кокиля газопламенным или плазменным напылением, диффузионным насыщением (алитирование, хромирование, силицирование), а также методами электрохимической (анодирование) и химико-термической (азотирование, нитроцементация, цементация) обработки.
Разовые и многоразовые покрытия
В качестве разовых и многоразовых покрытий используются краски. При формировании многоразового покрытия кокилей для литья чугуна используют водную суспензию на основе молотого шамота (40%) с добавками жидкого стекла (6%) и марганцовокислого калия (0,05%). Здесь и далее содержание компонентов приводится в массовых процентах. Для тех же целей применяется водная суспензия сажи (10—15%) и огнеупорной глины (10—15%) с добавками жидкого стекла (5—7%) и смачивателя ОП-7 (0,5%).
В качестве разовых красок на рабочие стенки кокиля (при литье чугуна) наносят безводное покрытие — ацетиленовую копоть, а также покрытие, осаждаемое из водной суспензии, содержащей молотый тальк (23%) с добавками огнеупорной глины (2%), жидкого стекла (4%) и буры (1,2% сверх 100%).
Разовые покрытия наносят на многоразовый подслой, для получения которого используется водная суспензия порошкообразного кварца (16%) с добавками жидкого стекла (3,2%) и марганцевокислого калия (0,06% сверх 100%).
При литье стали часто применяют покрытие в виде водной суспензии, содержащее 30 – 40% огнеупорного наполнителя (карборунд, циркон, оксид хрома и др.) с добавками жидкого стекла (5 – 9%) и борной кислоты (0,7 – 0,8%). Покрытие целесообразно наносить в несколько слоев.
Читать также: Схемы металлоискателей для цв мет
При литье магниевых сплавов используют для формирования покрытий водные суспензии, содержащие 15% оксида магния или цинка (либо 18% талька) с добавками борной кислоты и жидкого стекла (каждой по 2,5 – 4%). Составы покрытий, близкие к приведенным для магниевых сплавов, также наносятся на рабочие поверхности кокилей при литье алюминиевых сплавов: это водные суспензии на основе цинковых белил (15%) или мела (17,5%) с добавками асбестовой пудры (5 – 8,7%) и жидкого стекла (3 – 3,5%).
В качестве постоянных используются плазменные покрытия на основе А12О3 и ZrO2, стабилизированных СаО. Имеется также положительный опыт стабилизации оксида циркония 25%-ными (по массе) добавками жидкою стекла (силикатов натрия Na2O*nSiО2, где n = 1,5 – 3,5) в порошок ZrO2. Для повышения адгезии керамического покрытия к основе на кокиль наносят промежуточный слой (подслой) толщиной 0,2 мм. В качестве подслоя используют нихром или сплав системы Ni – А1 – Р, формируемый напылением из порошка, содержащего 20% Аl и 80% Ni+ 1,2 – 1,8% Р. Образующиеся в подслое алюминиды никеля улучшают адгезию керамических покрытий к основе. Стабильность оксидных покрытий сохраняется при их толщинах, не превышающих 0,5 мм. Опыт показал, что теплозащитные свойства покрытия из ZrO2, сформированного на нихромовом подслое, существенно выше, чем покрытия на основе А12О3.
Для повышения температуры плавления, твердости и износостойкости, а также одновременного снижения теплопроводности поверхностного слоя алюминиевых кокилей их подвергают анодированию.
Формирование облицовочного слоя на рабочей поверхности кокиля
Значительно большей стойкостью по сравнению с обычными металлическими кокилями обладают облицованные кокили – металлические формы, рабочие полости которых покрыты неметаллическим рабочим слоем, соизмеримым по толщине (4 – 5 мм и более) с толщиной стенки рабочей камеры. Применяются одноразовые и многоразовые облицовочные слои. Для формирования облицовочного покрытия используют модель, размещаемую в рабочей зоне кокиля. Зазор между стенками рабочей зоны кокиля и предварительно подогретой моделью заполняют (пескодувным способом, заливкой и др.) облицовочным составом. В качестве облицовочных составов используют: песчано-смоляные смеси, содержащие в качестве связующего фенолформальдегидную смолу (2 – 2,6%) с добавкой (8 – 12% от массы смолы) уротропина; самотвердеющие смеси и керамические составы со связующими – жидким стеклом и этилсиликатом соответственно.
После завершения процесса облицовки из кокиля извлекают модели многоразового использования. Разовые же модели, в зависимости от их состава, удаляют выплавлением, растворением или газифицированием.
Достоинства кокильного литья: возможность многократного использования форм; удобства автоматизации процесса труда; хорошие механические свойства отливок, обусловленные их мелкозернистой структурой, формирующейся в процессе интенсивного теплообмена между отливкой и кокилем; размерная точность и качество поверхности отливок; снижение припусков на механическую обработку; повышенный процент выхода годного литья (за счет снижения расхода металла на литниковую систему или из-за ее отсутствия).
Недостатками литья в кокиль являются: трудоемкость изготовления кокилей, их высокая стоимость, отсутствие податливости, особенно при получении сложных фасонных отливок из легированных сталей и тугоплавких металлов. Данным способом получают в основном отливки из сплавов на основе меди, алюминия, магния, а также из стали и чугуна массой до 2000 кг. В то же время известен опыт получения кокильных отливок массой в несколько тонн (до 14 т).
Плюсы и минусы процесса кокильного литья
Литье в кокиль имеет явные преимущества перед другими видами аналогичного процесса, в том числе перед литьем в песчаные формы, так как оно:
- дает возможность многоразового использования форм;
- сокращает расходы на формовочные материалы;
- позволяет получить отливки повышенной точности, с меньшими припусками на механическую обработку;
- обеспечивает более чистовую поверхность литья, снижает шероховатость поверхности заготовки;
- позволяет повысить качество, прочность и другие механические свойства отливок;
- позволяет автоматизировать и механизировать процесс;
- является более экономичным и эффективным.
При том, что данный процесс имеет явные преимущества по сравнению с другими методами литья, стоит отметить некоторые недостатки:
- трудоемкость и сложность самого процесса изготовления кокилей;
- высокая стоимость изготовления кокилей, которая повышается в зависимости от сложности конфигурации формы;
- ограниченное число отливок, так как кокиль не вечный, имеет ограниченную износостойкость;
- невозможность изготовления отливок с более тонкими стенками, «отбел» чугуна, сложности при изготовлении стальных отливок (газовая пористость);
- неподатливость форм, что иногда приводит к деформациям и трещинам в заготовках, короблению стенок кокиля во время литья;
- необходимость использования стержней, вентканалов, газоотводов, термоизолирующих покрытий.
Составы кокильных покрытий.
Покрытия, наносимые на рабочие поверхности кокиля, позволяют регулировать интенсивность теплообмена между отливкой и кокилем, защищают поверхность кокиля от химического взаимодействия с жидким металлом и обеспечивают литейной формы за счет их газопроницаемости.
В состав покрытия исходят огнеупорные наполнители связующие, активизаторы и вода. В качестве наполнителей используют мел, окись цинка, асбест, тальк, двуокись титана, шамот, графит. Все наполнители предварительно размалывают и просеивают через сито с ячейками размером не более 0,3-1,0 мм2. Асбест предварительно прокаливают при температуре 1000-1100 oС и просеивают через сито с ячейками 2-3 мм2. для магниевых сплавов применяют наполнители более грубого помола, чем алюминиевых.
В качестве связующего чаще всего используют жидкое стекло, в качестве активизатора — борную кислоту.
При приготовлении покрытия наполнители замешивают в подогретую до 70-80 oС воду; борную кислоту вводят в виде отдельно приготовленного раствора, а жидкое стекло — после охлаждения суспензии до комнатной температуры.
Важнейшей характеристикой покрытия является теплопроводность. Она зависит от теплопроводности наполнителя, пористости покрытия и состава газообразных продуктов, находящихся в порах. Увеличение пористости на 33 % снижает теплопроводность на 45 %, а замена азота в порошковом пространстве на водород приводит к росту теплопроводности почти на порядок. Теплопроводность покрытия равна 0,12-0,54 Вт/(м * oС); теплопроводность анодной пленки на кокиль из сплава АЛ9 — 0,5 Вт/(м * oС).
Способность покрытия выдерживать термохимические воздействия при литье оценивают параметром:
zн = (σв * (1 — Р) ) / αЕ8 (4)
где, р — коэффициент Пуассона; α — коэффициент линейного расширения;
Е — модуль упругости; 8 — разность температур заливаемого металла и покрытия
Из (4) следует, что стойкость покрытия повышается при уменьшении α, увеличении σ в и снижении температуры заливки металла. Значения µ и Е изменяются в менее широких пределах и их роль менее значительна.
Покрытия наносят на рабочие поверхности кокиля (литники, прибыли) кистью или с помощью пульверизатора. При нанесении покрытия кистью температура кокиля не должна превышать 130 oС. Окрашивание из пульверизатора осуществляют на расстоянии 350-500 мм от окрашиваемой поверхности при давлении сжатого воздуха 0,25-0,35 МПа; температура кокиля не должна превышать 200 oС.
Толщина (мм) наносимого покрытия на поверхность литниковой системы составляет 0,5-1,0, на поверхность прибылей — 2,0-3,0; на рабочую поверхность кокиля — 0,1-0,3.
Покрытия на основе окиси цинка при нанесении ложатся тонким ровным слоем и обеспечивают низкую шероховатость поверхности отливки. Поверхность с большой шероховатостью покрывают мелом и тальком; еще более грубую поверхность — асбестом (обеспечивает хорошую заполняемость формы). Вентилируемость кокиля улучшается при использовании покрытий с более грубым смолом составляющих.
Элементы конструкции кокилей
Конструктивное исполнение основных элементов кокилей – полуформ, плит, металлических стержней, вставок – зависит от конфигурации отливки и от особенностей установки кокиля на кокильную машину.
К основным элементам конструкции кокилей относят: формообразующие элементы – половины кокилей, нижние плиты (поддоны), вставки, стержни; конструктивные элементы – толкатели, плиты толкателей, системы нагрева и охлаждения кокиля и отдельных его частей, вентиляционная система, центрирующие штыри и втулки.
Корпус кокиля или его половины выполняют коробчатым с ребрами жесткости. Ребра жесткости на тыльной (не рабочей) стороне кокиля делают невысокими, толщиной 0,7 – 0,8 толщины стенки кокиля, сопрягая их галтелями с корпусом. Толщина стенки кокиля зависит от состава заливаемого сплава и его температуры, размеров и толщины стенки отливки, материала, из которого изготовляется кокиль, и его конструкции. Толщина стенки кокиля должна быть достаточной, чтобы обеспечить заданный режим охлаждения отливки, необходимую жесткость кокиля и минимальное его коробление при нагреве отводимой теплотой залитого расплава, а также стойкость против растрескивания.
Размеры и конструкция частей кокиля должны позволять размещать и закреплять его на плитах кокильной машины.
Стержни в кокилях могут быть песчаными и металлическими. Песчаные стержни для кокильных отливок должны обладать пониженной газотворностью и повышенной поверхностной прочностью. Первое требование обусловлено трудностями удаления газов из кокиля, второе – взаимодействием знаковых частей стержней с кокилем, в результате чего отдельные песчинки могут попасть в полость кокиля и образовать засоры в отливке. Стержневые смеси и технологические процессы изготовления песчаных стержней могут быть различными – сплошные и оболочковые стержни из холоднотвердеющих смесей и т.д. В любом случае использование песчаных стержней в кокилях вызывает необходимость организации дополнительной технологической линии для изготовления стержней в кокильном цехе. Однако, в конечном счете использование кокилей в комбинации с песчаными стержнями в большинстве случаев экономически оправдано.
Использование металлических стержней зависит от конструкции отливки и технологических свойств сплава. Их использование дает возможность повысить скорость затвердевания отливки, сократить продолжительность цикла ее изготовления, в отдельных случаях повысить механические свойства и плотность (герметичность) отливки. Однако при использовании металлических стержней возрастают напряжения в отливках, увеличивается опасность появления в них трещин из-за затруднения усадки.
Для надежного извлечения стержней из отливки они должны иметь ук-лоны 1 – 5о, хорошие направляющие во избежание перекосов, а также быть надежно зафиксированы в форме.
Во многих случаях металлические стержни делают водоохлаждаемыми изнутри. Водяное охлаждение стержня обычно включают после образования в отливке прочной корочки. При охлаждении размеры стержня сокращаются и между ним и отливкой образуется зазор, благодаря которому уменьшаются усилия при извлечении стержня из отливки.
Вентиляционная система должна обеспечивать направленное вытеснение воздуха из кокиля расплавом. Для выхода воздуха используют открытые выпоры, зазоры по плоскости разъема и между подвижными частями кокиля и специальные вентиляционные каналы. По плоскости разъема делают газоотводные каналы, направленные по возможности вверх. В местных углублениях формы при заполнении их расплавом могут образовываться воздушные мешки. В этих местах в стенке кокиля устанавливают вентиляционные пробки. При выборе места установки вентиляционных пробок необходимо учитывать последовательность заполнения формы расплавом.
Центрирующие элементы – контрольные штыри и втулки – предназначены для точной фиксации половин кокиля при его сборке. Обычно их количество не превышает двух и располагают их в диагонально противоположных углах кокиля.
Закрытие и запирание кокилей, устанавливаемых на машинах, осуществляется пневматическим или гидравлическим приводом подвижной плиты машины. Системы нагрева и охлаждения кокиля предназначены для поддержания заданного температурного режима процесса. Применяют электрический и газовый обогрев. Первый используется для общего нагрева кокиля, второй более удобен для общего и местного нагрева.
Основные операции технологического процесса
Общая схема технологических операций, выполняемые при литье в кокиль, приведена на рис. 4. Необходимость выполнения некоторых из них зависит от конкрет-ных условий — конструктивных особенностей отливки, литейных свойств материалов, особенностей технологического процесса производства и других факторов. Так, например, операции, связанные с изготовлением песчаных стержней и с термической обработкой отливок, могут вообще отсутствовать. Необходимость же осуществления других операций может возникнуть только через несколько циклов литья (в частности, нанесение защитного покрытия).
Рис. 4 — Последовательность выполнения технологических операций процесса
Перед заливкой расплава кокиль подготавливают к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, копоти, масла; проверяют легкость перемещения подвижных частей, точность их центрирования и надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия облицовки и кокильной краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а толщина их нанесения — от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавлении и схватывании с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки. Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры около 150°С-180°С. Краски наносят на формообразующие части обычно в виде водной суспензии с применением пульверизатора, на прибыльную и литниковую систему краска наноситься кистью. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия, кокиль нагревают до рабочей температуры, зависящий в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров и требуемых свойств. Обычно температура нагрева перед заливкой для алюминиевых сплавов составляет 250-300°С. Затем устанавливают песчаные или керамические стержни, если таковые необходимы для получения отливки; полуформы кокиля соединяют и скрепляют специальными зажимами, а при установке на кокильной машине с помощью ее механизма запирания, после чего заливают расплав. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни «подрывают», т.е. частично извлекают из отливки до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку. Из отливки выбивают песчаный стержень, обрезают литники и прибыли, проводят предварительный контроль качество отливки. Перед следующей заливкой осматривают рабочую поверхность кокиля и плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность 1 — 2 раза в смену, изредка восстанавливая ее в местах, где она отслаивается от рабочей поверхности кокиля. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают.
Процесс литья в кокиль — малооперационный. Манипуляторные операции достаточно просты и кратковременны, а наиболее длительной по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное преимущество — исключается трудоемкий и материалоемкий процесс изготовления формы: кокиль используется многократно.
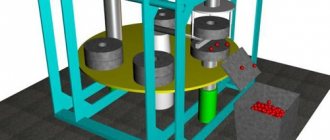
Принцип литья
Классический кокиль состоит из двух полуформ ( рис 1 ), более сложные по конструкции могут включать в конструкцию дополнительные подвижные металлические вставки, поддон (основание) ( рис. 2 ). Полуформы взаимно центрируются по направляющим штырям и втулкам. Формообразующая кокиля проектируется и изготавливается с учетом усадки заливаемого сплава, припусков на механическую обработку и толщину облицовочного огнеупорного покрытия ( краски).
Полости и отверстия в отливке могут быть выполнены металлическими или песчаными стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав подается в через литниковую систему, выполненную в его полуформах и поддоне. Питание массивных узлов отливки осуществляется через прибыли. В процессе заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные каналы, зазоры по плоскости разъема и между подвижными частями, выпоры которые образуют вентиляционную систему. Основные элементы кокиля – полуформы, плиты, вставки, стержни и т. д.- обычно изготовляют из стали реже из чугуна.
Виды формовки
Определяются разновидностью модели и выбранного метода литья.
По простой модели
Модель размещают на доске лицевой стороной вверх. Центруют ее относительно опоки. Покрывают облицовочной смесью, позже послойно добавляют наполнительную, тщательно уплотняя каждый слой. В опоку добавляют землю до заполнения. Сняв верхнюю опоку, вынимают макет и создают литниковую систему. Собирают опоки вместе, закрепляют и сушат.
По разъемной модели
Способ существенно упрощает технологию и повышает точность изготовления формы для литья. На доску помещают часть макета без шипов, устанавливают нижнюю опоку и формуют землю. По окончании конструкцию переворачивают, присоединяют к макету вторую часть, присоединяют верхнюю опоку и проводят ее набивку.
С фальшопокой
При особо сложной геометрии изделия применяю фальшопоку. Она не контактирует с расплавом, а играет роль фигурной подмодельной доски.
Способы формовки
Кусковая
Применяется при художественном литье, особенно скульптурных композиций. Модель обставляют несколькими независимыми опоками, соприкасающимися своими краями. Иногда отливку делят на относительно простые по конфигурации сегменты, макетируют и льют их независимо, после чего соединяют готовые отливки.
Шаблонная
Производится при литье в землю изделий определенной формы. Различают
- Тела вращения (цилиндрические, конические и эллиптические)
- Прямоугольные или призматические.
Формовка земли осуществляется шаблоном соответствующей конфигурации, приводимым в действие мощным шпинделем для тел вращения или двигающимся по специальным направляющим для призматических форм.
Преимущества и недостатки литья в кокиль
Литье этого типа, как и многие технологические процессы, обладают и преимуществами, и недостатками. Можно сравнить литье в кокильную оснастку с литьем в песчаные формы.
К основным преимуществам можно отнести то, что литье в металлические формы отличается от всех остальных качеством получаемых деталей, в частности, точностью. Применение песочных стержней позволяет выполнять отливки сложной формы.
Использование металлических кокилей позволяет повысить производительность труда на литейном производстве. Это обусловлено тем, что из производства исключены такие операции, как приготовление литьевой смеси, и чистки отливок.
Использование такого типа литья позволяет уменьшить припуски на дальнейшую механическую обработку. Такой подход позволяет снизить себестоимость готового изделия.
Такое свойство кокилей, как оборачиваемость позволяет механизировать процессы литья и последующей обработки отливок. Например, операция сборки этой оснастки может быть легко автоматизирована. Кроме того из процессов исключены факторы, которые могут отрицательно сказаться на качестве отливок, например, газопроницаемость смеси. Автоматизация литейных процессов регулировать технологические режимы литейных процессов, что приводит к изменению характера труда оператора литейного комплекса и повышению его безопасности.
Между тем при множестве достоинств литье этого класса имеет и ряд недостатков.
Кокиль обладает высокой стоимостью, это является следствием его конструктивной сложности и и высокой трудоемкости производства. Особенно это относится к оснастке, в которые отливают детали сложной геометрической конфигурации.
Литейная оснастка такого типа имеет ограниченную стойкость. Стойкость оснастки определяется количеством качественных отливок. При снижении качества, его просто направляют в утилизацию. Стойкость – это ключевой экономический показатель литья. Над повышением стойкости форм этого класса работают производители и проектировщики оборудования для литья в формы этого типа по всему миру.
Литье сплава в кокиль
Интенсивность охлаждения отливок в кокиле существенно выше, чем в песчаных или земляных оснастках. Это приводит к тому, что ограничена возможность изготовления отливок с тонкими стенками.
Поскольку эти оснастки не обладает достаточной податливостью – это может привести к появлению в отлитых деталях внутренних напряжений. Которые потом устраняют с помощью термообработки.
Особенности формирования и качество отливок
Металлическая форма по сравнению с песчаной обладает значительно большими теплопроводностью, теплоемкостью, прочностью, практически нулевыми газопроницаемостью и газотворностью. Этими свойствами материала кокиля обусловлены рассмотренные далее особенности его взаимодействия с металлом отливки.
1
. Высокая эффективность теплового взаимодействия отливки и формы: расплав и затвердевшая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т.е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость кокиля обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность металла отливок. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, феррито-графитная эвтектика, отрицательно влияющие на свойства чугуна, так как снижают показатели ударной вязкости и износостойкости. Резко возрастающая твердость в отбеленном поверхностном слое затрудняет обработку резанием таких отливок и приводит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.
2
. Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы и может вызвать появление внутренних напряжений, коробления отливки и трещин в ней. В то же время неподатливая форма не деформируется по причине увеличения объема некоторых расплавов при кристаллизации из-за предусадочного расширения, например, в результате выделения графита в чугуне. В этом случае уменьшается опасность формирования усадочной пористости при затвердевании отливки.
При литье в кокиль отсутствуют погрешности, вызываемые упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем размеры песчаной формы, и отливки в кокилях соответственно получаются более точными. Точность отливок в кокилях обычно соответствует классам 5 – 9 для отливок из цветных сплавов и классам 7 – 11 для отливок из черных металлов (ГОСТ 26645-85 (изм. № 1, 1989)). При этом наибольшая точность обеспечивается для размеров в одной части формы. Точность размеров в двух и более частях формы, а также размеров, оформляемых подвижными частями формы, ниже. Точность отливок, полученных в кокиле, по массе примерно на один класс выше по сравнению с песчаными формами, при этом обеспечивается возможность уменьшения припусков на обработку резанием.
3
. Физико-химическое взаимодействие металла отливки и кокиля минимально, что определяет высокое качество поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок зависит от состава облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует Rz = 40 – 10 мкм, но может быть и меньше.
4
. Кокиль практически газонепроницаем и имеет минимальную газотворность, определяемую в основном составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках – явление нередкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке.
Оригинальный салат «Коровы в апельсинах»
Еще один салат с украшением. Получается нежным, но с ярким апельсиновым акцентом.
КБЖУ на 100 г: 122,4/13/6,4/2,5
Что надо:
- 300 г отварного куриного филе
- 100 г сыра
- 1 плавленый сырок
- 4 вареных яйца
- 1 апельсин
- пп-майонез
Для декора:
- 2 вареных яйца
- чуть вареной моркови
- зелень
Готовим поэтапно:
- Это слоеный салат, каждый слой смазывайте пп-майонезом.
- Первым слоем выложите курицу, мелко нарезанную.
- Затем – кусочки апельсина, их смазывать не нужно.
- Поверх апельсина выложите натертые яичные белки.
- Следующий слой – сыр и плавленый сырок.
- В последнюю очередь выложите яичные желтки, натертые на мелкой терке.
- Украсьте салат мелко нарубленной зеленью, сделайте коровок из яичных белков как на фото.
- Салат готов!
Недостатки способа литья в кокили
- Достаточно высокая стоимость кокиля, сложность его изготовления, причем стоимость кокиля возрастает в случае отливки сложной конфигурации.
- Ограничения в стойкости кокиля и общем количестве годных отливок. Стойкость кокиля влияет на общую экономическую эффективность процесса литья, особенно в случае литья чугуна и стали.
- Ограниченная возможность получения тонкостенных протяженных отливок вследствие интенсивного охлаждения металла в форме.
- Твердость формы может привести к появлению в отливках напряжений, даже трещин при извлечении.
- При сложных формах отливки необходимо использование большого количества песчаных стержней, что влечет за собой снижение точности отливок.
По итогам сопоставления достоинств и недостатков кокильного производства отливок специалист определяет, насколько рационально его использование на конкретном предприятии, так как выгодно использовать литье в кокиль только в массовом и серийном производстве. Однако именно литье в кокиль можно отнести к малооперационному, малоотходному, материало- и трудосберегающему технологическому процессу, позволяющему, кроме того, улучшить условия труда и уменьшить вредное воздействие на окружающую среду.
Ремувер для кутикулы и натоптышей
Специальное средство для кутикулы облегчает процедуру ее удаления без срезания и значительно ускоряет процесс. Ремувер для натоптышей позволяет обойтись в педикюре без замачивания стоп, а также избавляет от неприятной пыли.
Ремуверы продаются в виде гелей, кремов и жидкостей. Согласно отзывам, самым удобным в использовании признан крем, при этом гель легче наносить ровно и аккуратно. Что касается жидкости, то она может потечь и вызвать химический ожог.
Отдавайте предпочтение флаконам и тюбикам со специальными носиками, позволяющими точно наносить средство. Для работы с кисточкой понадобится определенный опыт.
На цену разных видов ремуверов влияет их производительность, состав и объем. После использования дешевых средств нередко приходится срезать остатки кутикулы.
- Щелочные препараты высокоэффективны и быстродейственны – на процедуру уходит от 1 до 3 минут. Превышать указанное время ни в коем случае нельзя, чтобы не повредить ногтевую пластину и не получить ожог.
- Суспензии или жидкости на основе агрессивной кислоты – профессиональные салонные средства. Отлично удаляют натоптыши.
- Ремуверы на фруктовых кислотах самые популярные и безопасные. Их ассортимент достаточно велик, отличается стоимостью и эффективностью. Недостаток: длительный процесс воздействия.
Общая характеристика способа литья.
В общем объеме производства отливок из цветных металлов и сплавов на долю кокильного литья приходится около 40%. Это обусловлено такими преимуществами литья в кокиль, как повышенная размерная точность отливок, высокая производительность процесса, многократность использования литейных форм, возможность автоматизации процесса экономное использование производственных площадей, возможность комбинированного использования кокилей и сложных песчаных стержней, стабильность плотности и структуры отливок, высокие механические и эксплуатационные свойства.
При увеличении толщины стенки прочностные и пластические свойства отливок понижаются, но в меньшей степени, чем при литье в песчаную форму.
Недостатки литья в кокиль — высокие трудоемкость изготовления и стоимость металлической формы, повышенная склонность к возникновению внутренних напряжений в отливке вследствие затруднительной усадки и более узкого по сравнению с литьем в песчаную форму интервала оптимальных режимов, обеспечивающих получение качественной отливки.
Литье в кокиль широко используют при изготовлении фасонных отливок из алюминиевых, магниевых и цинковых сплавов; реже — при литье медных сплавов и редко используется при изготовлении отливок из тугоплавких сплавов.
Средняя толщина стенок кокильных отливок из алюминиевых сплавов составляет 3-7 мм. Характерная номенклатура кокильных отливок из алюминиевых сплавов: детали моторной группы (блок цилиндров, поршень, головка блока, картер); корпуса насосов, фильтров, выключателей; колеса автомобилей, вентиляторов; детали бытовых приборов.
Оптимальная толщина стенок кокильных отливок из магниевых сплавов составляет 5-10 мм. Литье в кокиль из магниевых сплавов ограничено используют при изготовлении тонкостенных отливок сложной конфигурации. Характерная номенклатура отливок: крышки (сальника, головки цилиндров, гидрораспределителя); картеры (коробок передач, сцепления); патрубки; опоры подшипников; корпуса (насосов, фильтров, подшипников); кронштейны, колеса вентиляторов и др.
Литье в кокиль медных сплавов чаще всего применяют при изготовлении отливок из кремнистой латуни типа ЛЦ16К4. Оптимальная толщина стенки отливок 8-12 мм. Характерная номенклатура: водная и паровая арматура втулки, шестерни, корпусные детали насосов, подшипники.
Особенности формирования и качество отливок.
Кокиль — металлическая форма, обладающая по сравнению с песчаной значительно большей теплопроводностью, теплоемкостью, прочностью, но практически нулевыми газопроницаемостью и газотворностью. Эти свойства материала кокиля обусловливают рассмотренные ниже особенности его взаимодействия с металлом отливки:
- Высокая эффективность теплового взаимодействия между отливкой и формой: расплав и затвердевающая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т.е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Средняя толщина стенок кокильных отливок из алюминиевых сплавов составляет 3-7 мм. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность заливаемых сплавов. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, отрицательно влияющие на свойства чугуна: снижается ударная вязкость, износостойкость, резко возрастает твердость в отбеленном поверхностном слое, что затрудняет обработку резанием таких отливок и приводит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.
- Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы, может вызвать появление внутренних напряжений, коробление и трещины в отливке. Однако размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем в песчаной форме. При литье отсутствуют погрешности, вызываемые расталкиванием модели, упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Поэтому отливки в кокилях получаются более точными.
- Физико-химическое взаимодействие металла отливки минимально, что способствует повышению качества поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок определяется составами облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует значениям Rz=80-20 мкм, но может быть и меньше.
- Кокиль практически газонепроницаем, но и газотворность его минимальна и определяется в основном составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках — явление не редкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке.
Процесс изготовление кокиля и используемые материалы
При изготовлении кокилей проектировщик должен руководствоваться марками сплава, которые будут заливаться в изготавливаемую форму. Разумеется, он должен учитывать и размер деталей, получаемых в результате литья в эту оснастку.
Так, при изготовлении деталей с небольшими габаритами из цветных металлов, чугуна и некоторых других материалов рекомендуется использовать для производства литейных форм серые чугуны 20 или 25. Для производства кокилей применяют и другие виды материалов. Надо отметить, что чем прочнее материал, например, сталь 15Л, тем выше стойкость формы. Для определенных марок металла формы производят из алюминия, но перед эксплуатацией этих кокилей рабочие поверхности анодируют.
Производство кокилей выполняют на оборудовании объемной штамповки. Но современное оборудование, работающее под управлением компьютера, например, токарно-фрезерный центр позволяет производить особо точные формы.