Положениями ГОСТа 30242 предусматривается разделение всех существующих дефектов сварочного производства на шесть групп. Первую из них составляют разного рода трещины – изъяны в виде продольного разрыва металла в месте соединения. Они образуются под воздействием напряжения, которое образуется после сваривания заготовок, или в результате внешнего механического воздействия. Эксплуатация конструкции с такими повреждениями рано или поздно приводит к их разрушению.
Трещина относится к числу недопустимых дефектов и должна быть устранена в обязательном порядке. Такого рода дефекты образуются как на сварном шве, так и в округ него в пределах зон, где сохраняется термическое влияние. Обнаружить их можно при визуальном контроле качества соединения. Чтобы детальнее рассмотреть характер и размеры повреждения, можно воспользоваться лупой с большим увеличением. С ее помощью обнаруживаются и микротрещины.
Виды трещин при сварке
Наиболее распространенным видом холодных трещин в сварных соединениях являются изломы. Отрывы встречаются не так часто и относятся к тем металлам, у которых имеется аустенитная структура. По своему месту расположения их разделяют на несколько подвидов:
- Поперечные, которые располагаются перпендикулярно шву и имеют относительно небольшую длину;
- Продольные, которые пролегают вдоль основного шва и имеют, как правило, достаточно большую длину;
- В зоне термического влияния, что может находиться даже внутри металла и трудно обнаруживается визуальным осмотром.
Часто трещины образуются из микроскопических дефектов, которые под действием напряжения разрастаются в течение нескольких дней или часов. Сложных швах, таких как двухсторонние, вариантов размещений трещин становится больше. Самыми распространенными вариантами являются такие:
- Поперечные;
- Трещины, которые находятся внутри, или на соединении двух швов, верхнего и нижнего;
- Подваликовая трещина, которая располагается на нижней кромке соединения сварочного металла и металла заготовки;
- Продольная трещина на границе шва и металла.
Причины образования холодных трещин
Как предотвратить появление холодных трещин
Уменьшить риск возникновения холодных трещин можно, если исключить вредное воздействие водорода. Добиться этого можно, применяя определённые технологические приёмы при сварке:
1. Для предотвращения образования холодных трещин при сварке, необходимо оградить сварное соединение от воздействия водорода. Чтобы снизить риск попадания водорода в металл сварного шва, необходимо перед сваркой просушить электроды или флюс при температуре 300-350°C в течение нескольких часов.
2. Также нужно иметь в виду, что сварочная проволока, протравленная в соляной кислоте. Становится источником водорода. И если, при оценке свариваемости стали становится вероятным появление холодных трещин, то от такой проволоки лучше, по-возможности, отказаться.
3. Нагрев сварного соединения после сварки очень сильно способствует выведению водорода из металла сварного шва. Температура последующего нагрева рекомендуется в пределах 100-200°C , а продолжительность от 30мин до нескольких часов. Зависит это от разновидности сталей и толщины свариваемого металла.
При сварке высокопрочных конструкционных сталей рекомендуемая температура нагрева – 100-150°C, время нагрева – 30-60мин. При сварке металлов толщиной более 40мм, продолжительность последующего нагрева необходимо обеспечить в течение 3-5ч. В случае, когда свариваются стали очень больших толщин (к примеру, 200, 300 или 400мм), то целесообразным будет неоднократное прерывание процесса сварки и выполнение последующего нагрева.
Почему образуются горячие трещины при сварке?
Во время сварки на металле могут появляться трещины и поры. Это нарушение технологи работы, нормативных требований, относящихся к процессу сварки, подготовки материалов, обработки всех соединений. Появление холодных, горячих трещин при сварке и других дефектов, например, пор, связано с нарушениями в работе. Сегодня, согласно ГОСТу 30242-97, дефекты принято делить на несколько больших групп:
Схема дефектов сварных швов.
- трещины (горячие, холодные и прочие);
- полости, поры;
- различные твердые включения;
- непровары;
- нарушение форм сварного шва и другие дефекты.
Любая сварка должна протекать строго в соответствии с правилами. Трещины являются результатом ошибок и оплошностей, разрывами шва, которые возникают при различных нагрузках и охлаждении. Микротрещинами являются повреждения, которые можно увидеть только при условии наличия 50-кратного увеличения, но они опасны, как и обычные большие трещины.
В зависимости от того, при какой температуре варились швы, все трещины можно условно разделить на горячие и холодные Трещины горячие представляют собой повреждения стали, образующиеся при температуре от 1000°C, а холодные появляются при других условиях, когда температура сварки более низкая.
В любом случае все трещины, поры и прочие проявления являются дефектами сварных соединений, т. е. нарушениями, которые могут стать пагубными для обрабатываемых деталей.
Устранению такие ошибки уже не подлежат, поэтому необходимо следить, чтобы сварка производилась в точном соответствии со всеми требованиями и условиями.
Виды трещин при сварке
Классификация сварных трещин.
Все трещины, которые образовываются при нарушении процесса сварки, можно разделить условно на множество разновидностей. Это не только горячие, но и холодные, поперечные и продольные, радиальные и прочие трещины. Необходимо во время работы избегать их появления, так как это приведет к повреждению материала, уменьшению его прочности и долговечности.
Горячие трещины — это межкристаллические разрушения, которые появляются в массе сварного шва, около шва после работы. Они начинают образовываться в так называемом твердожидком состоянии, во время кристаллизации, в остывшем состоянии после окончания работ. Они на изломе имеют темный цвет, форма их извилистая, окисление сильное, распространяется по границе всех зерен. Появление трещин объясняется следующими факторами:
- появление жидких прослоек, которые располагаются между зернами во время кристаллизации;
- наличие деформаций при укорачивании.
Во время плавления при высоких температурах и при затвердении в толще материала происходит миграция примесей, увеличивается вероятность сильного загрязнения в пространстве между зернами. Именно жидкая фаза, загрязнение и прочее приводит к тому, что вероятность деформаций указанных областей увеличивается.
Начинают образовываться трещины и другие типы дефектов. Неравномерность объемной, линейной усадки шва во время охлаждения приводит к тому, что внутри появляются напряжения.
Именно они являются причиной того, что наблюдается образование трещин различного размера, которые могут идти не только вдоль сварного шва, но и поперек него.
Схема горячей трещины.
Причины того, что появляются горячие трещины, состоят в следующем:
- Слишком жесткое закрепление всех деталей во время сварки. Именно такое крепление сварного узла представляет собой одну из главных опасностей, так как во время остывания правильное перемещение детали затруднено, наблюдаются напряжения, появляются трещины.
- Если в детали для сварки имеются различные элементы, которые могут образовывать химические соединения при низких температурах, то происходит нарушение связей. Все это приводит к тому, что образовываются трещины. Это вольфрам, хром, титан, молибден, ванадий.
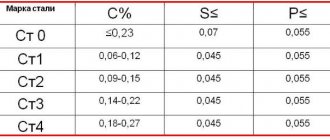
- Наличие вредных примесей в материале свариваемых заготовок. Это фосфор, сера и прочие. Необходимо обращать внимание на их содержание.
Появление горячих трещин при сварке является результатом нарушения и невнимательности в работе. Необходимо избегать ситуаций, которые приводят к нарушениям, так как исправить ошибку уже не получится, а прочность получаемого сварного шва станет низкой.
Холодная трещина — это разрушения локального и транскристаллического типа, они появляются в обрабатываемом металле при нарушении технологии работ. Они возникают при остывании детали, уровень температуры невысокий, он достигает до 200°C.
Холодная трещина образуется в области сварного шва или в переходной зоне, она может иметь наклон к углу шва.
Схема расположения горячих трещин.
На изломе появляется светлый оттенок. Такой вид дефектов проявляется при дуговой сварке у низколегированных сталей, при использовании толстых деталей. Холодная трещина может быть предупреждена, если предпринять такие меры:
- Перед тем как начать работу, необходимо прокалить все электроды и флюсы. Это позволит избежать ненужных ошибок во время обработки деталей.
- Все заготовки, которые будут свариваться, необходимо непосредственно перед работой подогреть до температуры в 250-450 °C.
- Сварка должна проводиться строго в соответствии со всеми правилами и требованиям. Параметры по температуре и прочему надо подбирать таким образом, чтобы они максимально соответствовали оптимальным.
- Сварные швы накладывают только в той последовательности, которая необходима для конкретного случая.
- После сварных работ нужно обеспечить медленное и равномерное остывание детали.
- Чтобы снять остаточное напряжение в свариваемых деталях, после завершения работы требуется провести смягчающий отжиг.
Меры по предотвращению появления трещин
Чтобы во время работы и после нее не появлялись трещины, как горячие, так и холодные, необходимо предпринять определенные меры. Именно они помогут правильно справиться со всеми проблемами, свести вероятность появления дефектов к минимуму. Трещина горячего либо холодного вида уже не появится, если предпринять следующие действия:
Актуальность проблемы
Сварочные работы в производственных или даже домашних условиях должны выполняться по общим инструкциям, с учетом ГОСТов.
Даже если вы варите что-то «для себя», соблюдение норм поможет сделать это качественнее, а любая «косметическая» или функциональная проблема при выполнении может повлечь за собой траты на обслуживание или даже замену всей конструкции.
Широко известный дефект — горячая трещина. Такой дефект может быть достаточно большим, чтобы увидеть из без увеличительного стекла. Некоторые из них относятся к «микро-«, разглядеть их просто так не получится.
Но и оба варианта могут быть очень опасными для готового соединения.
В зависимости от того, при каком нагреве была сварена конструкция, коррозии могут быть также горячими и холодными. Если швы сделали, например, при 1000 градусов, трещина в них горячая, а если меньше 1000 — холодная.
Оба варианта этого дефекта практически невозможно устранить, поэтому, найдя такие проблемы в изделии, мастер отмечает его как брак, отправляя в металлолом.
Предупреждение появления трещин
Существуют определенные меры, уменьшающие вероятность возникновения различных видов трещин:
- Уменьшение жесткости соединения свариваемых деталей.
- Подбирать ширину сварного шва, соизмеримую с толщиной деталей.
- Значение сварного тока должно соответствовать рекомендуемому данному виду соединения. Превышение приведет к перегреву.
- Сварочную проволоку выбирать с небольшим содержанием серы и углерода.
- Соблюдать угол наклона электрода.
- Шов не должен быть слишком узким.
- Применение многопроходного способа сваривания. Однопроходные швы являются менее прочными.
Не лишним будет предварительный нагрев свариваемых деталей.
Природа и причины образования холодных трещин (XT)
Холодные трещины (XT) объединяют категорию трещин в сварных соединениях, формальными признаками которых являются появление визуально наблюдаемых трещин практически после охлаждения соединения; блестящий кристаллический излом трещин без следов высокотемпературного окисления. XT — локальные хрупкие разрушения материала сварного соединения, возникающие под действием собственных сварочных напряжений. Размеры XT соизмеримы с размерами зон сварного соединения. Локальность разрушения объясняется частичным снятием напряжений при образовании трещин, а также ограниченностью зон сварного соединения, в которых возможно развитие трещин без дополнительного притока энергии от внешних нагрузок.
Характерными особенностями большинства случаев возникновения XT являются следующие:
- наличие инкубационного периода до образования очага трещин;
- образование трещин происходит при значениях напряжений, составляющих менее 0,9 кратковременной прочности материалов в состоянии после сварки.
Эти особенности позволяют отнести XT к замедленному разрушению материала.
К образованию XT при сварке склонны углеродистые и легированные стали, некоторые титановые и алюминиевые сплавы.
При сварке углеродистых и легированных сталей XT могут образоваться, если стали претерпевают частичную или полную закалку. Трещины возникают в процессе охлаждения после сварки ниже температуры 150°С или в течение последующих нескольких суток. XT могут образовываться во всех зонах сварного соединения и иметь параллельное или перпендикулярное расположение по отношению к оси шва. Место образования и направление трещин зависят от состава основного металла и шва, соотношения компонент сварочных напряжений и некоторых других обстоятельств. В практике холодные трещины в соответствии с геометрическими признаками и характером излома получили определенные названия: «откол» — продольные в ЗТВ, «отрыв» — продольные в зоне сплавления со стороны шва (аустенитного), «частокол» — поперечные в ЗТВ и др. (рис. 1). Наиболее частыми являются XT вида «откол».
Образование XT начинается с возникновения очага разрушения, как правило, на границах аустенитных зерен на околошовном участке ЗТВ, примыкающих к линии сплавления (рис. 2). Протяженность очагов трещин составляет несколько диаметров аустенитных зерен. При этом разрушение не сопровождается заметной пластической деформацией и наблюдается как практически хрупкое. Это позволяет отнести XT к межкристаллическому хрупкому разрушению. Дальнейшее развитие очага в микро- и макротрещину может носить смешанный или внутризеренный характер. Рис. 1. Вид холодных трещин в сварных соединениях легированных сталей: 1 — «откол»; 2 — «частокол»; 3 — «отрыв»; 4 — продольные в шве;Рис. 2. Межкристаллитный характер разрушения на участке очага холодной трещины (А) и смешанный на участке ее развития (В) Отмеченные выше закономерности послужили основанием для формулирования предположительных механизмов разрушения при образовании очагов XT. Эти механизмы в разных вариантах включают два основных процесса: низкотемпературную ползучесть и диффузионное перераспределение водорода.
Низкотемпературная ползучесть реализуется путем развития микропластической деформации (МПД) в приграничных зонах зерен. МПД обусловлено наличием в структуре свежезакаленной стали незакрепленных, способных к скольжению краевых дислокаций при действии сравнительно невысоких напряжений. Особенно высока плотность дислокаций в мартенсите непосредственно после воздействия термического цикла. Величина МПД лежит в диапазоне 10-6—10-4 и проявляется при напряжениях выше предела неупругости σa (или микроскопического предела текучести) (рис. 3). МПД является термически активируемым процессом, т. е. ее скорость зависит от температуры и величины приложенных напряжений. После «отдыха» способность закаленной стали к МПД исчезает. Конечные высокая твердость и предел текучести закаленной стали — результат старения, при котором происходит закрепление дислокаций атомами углерода. Особенности развития МПД достаточно хорошо объясняют приведенные выше закономерности замедленного разрушения.
При длительном нагружении по границам зерен развивается локальная МПД. В результате последней реализуется межкристаллическое разрушение по схеме Зинера—Стро, предполагающей относительное проскальзывание и поворот зерен по границам (рис. 4). Рис. 3. Характер деформирования свежезакаленной стали; σa — микроскопический предел текучестиРис. 4. Схема Знигера—Стро образования трещин при проскальзывании по границам зерен Действие диффузионного водорода при образовании XT наиболее соответствует одному из механизмов обратимой водородной хрупкости. Ее особенность заключается в том, что в условиях медленного нагружения источники водородной хрупкости образуются вследствие диффузионного перераспределения водорода и исчезают через некоторое время после снятия нагрузки. Разновидностью обратимой хрупкости является водородная статическая усталость, которая проявляется при длительном действии постоянных напряжений, превышающих некоторую критическую величину. Для описания процесса разрушения используются различные механизмы: молекулярного давления, адсорбционный, максимальных трехосных напряжений и др. При этом важная роль отводится взаимодействию водорода с дислокациями.
Трещины в отливках. Виды трещин. Меры предупреждения трещин.
Трещины представляют собой частичное или полное разрушение сечения отливки, вызванное достижением предела прочности сплава растягивающими напряжениями, развивающимися в результате противодействия тех или иных сил усадке в твердом состоянии.
Горячие трещины имеют черную окисленную поверхность и значительное расхождение между краями; они образуются вблизи температур кристаллизации, когда в средней части отливки имеется жидкий металл. Холодные трещины имеют блестящую поверхность, обычно с цветами побежалости и незначительным расхождением между краями; они образуются при низких температурах (ниже 700° С для стали и чугуна) после полного затвердевания отливок.
Зарождение и развитие трещин в отливках определяются четырьмя группами факторов: 1) податливостью формы, а также ее тешюфизи-ческими свойствами и конструкцией; 2) конструкцией отливки (наличием тепловых узлов и сочетанием различных сечений, способом подвода металла и т.д.); 3) условиями формирования отливки, определяющими последовательность затвердевания ее частей, а также возможность получения заданной макро- и микроструктуры сплава; 4) усадочными, механическим и теплофизкческими свойствами, а также характером его кристаллизации. Технологические условия литья влияют путем изменения кинетики формирования отливки.
Борьба с горячими трещинами большей частью осуществляется технологическим путем
1) увеличение податливости формы за счет применения податливых формовочных смесей (например, введения в них древесных опилок) и создания полостей в тех частях формы, которые располагаются между выступающими частями отливок;
2) упрочнение слабых мест в отливках. Это может достигаться, во-первых, путем установки холодильников, во-вторых, установки ребер жесткости, в-третьих, создания плавных переходов в сопряжениях;
3) устранение выступающих частей в отливках путем изменения конструкции детали или расчленение их на более простые узлы с последующей сваркой (может применяться лишь как крайняя мера);
4) снижение температуры и скорости заливки, если это не вызывает других дефектов в отливке. Ослабление местных разогревов за счет выбора рациональной конструкции литниковых систем;
5) снижение содержания в сплаве примесей, способствующих развитию интервала хрупкости, например, в железных сплавах к таким примесям относятся сера, фосфор, водород.
6) введение небольших технологических добавок, модифицирование — все это может значительно увеличить трещиноустойчивость сплава и резко снизить брак по горячим трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования
69. Факторы, влияющие на возникновение напряжений и трещин в отливках. Механизм образования этих дефектов. Мероприятия по их предупреждению или устранению
Внутренние напряжения возникают вследствие усадки сплава и действия сил, препятствующих усадке (или уменьшению размеров). В зависимости от сил, препятствующих сокращению размеров отливки (или ее элементов), напряжения условно подразделяются на следующие виды:
— усадочные, когда торможение усадке обусловлено внешними силами (сопротивление формы, стрежней, оснастки и т.д.);
— термические, вызываемые неоднородным охлаждением и, следовательно, смещением усадки во времени различных элементов отливки;
— фазовые, возникающие в отливке в результате протекания фазовых превращений, сопровождающихся изменением объема.
Трещины представляют собой частичное или полное разрушение сечения отливки, вызванное достижением предела прочности сплава растягивающими напряжениями, развивающимися в результате противодействия тех или иных сил усадке в твердом состоянии. Трещины принято делить на горячие и холодные.
Холодные возникают в хрупких сплавах при быстром охлаждении или ударах. Меры: установка холодильников на толстых сечениях, прямой подвод металла к отливке, более внимательное отношение или изменение метода выбивки, очистки, обрубки отливок.
На возможность образования трещин в отливках оказывают влияние следующие факторы:
1) усадка сплава в твердом состоянии; 2) механические свойства (прочность, пластичность и упру гость) сплава при высоких температурах; 3) особенности затвердевания, в наибольшей степени образование («слабых мест» в твердой корке); 4) податливость формы, т.е. сопротивление усадке отливки.
Горячая трещина образуется тогда, когда усадочная деформация превзойдет допустимую деформацию в интервале хрупкости. Если интервал хрупкости захватывает широкую область температур и соответствует низким величинам относительного удлинения, но усадка в этом интервале мала, а тем более, если при этих температурах происходит предусадочное расширение, трещина не образуется. С другой стороны, предотвратить образование трещины может быстрый рост прочности при понижении температуры. Если усадочные напряжения не достигнут предела прочности за весь период охлаждения корочки, возникающей на отливке в начальной стадии затвердевания, горячая трещина уже не образуется. Напряжения в твердой корке, усадка которой тормозится, достигнут максимума в том месте, где корочка имеет минимальную толщину. Такие «слабые места» возникают во входящих углах сопряжений; в них обычно и образуются трещины.
Для снятия напряжений
обычно используют термическую обработку различных видов. При отжиге I рода температура нагрева не связана с температурой фазовых превращений. Отжиг стальных и чугунных отливок обычно производится при температуре 450-650 ˚C в течение 2-10 ч. Отливки из алюминиевых сплавов отжигают при 250-350 ˚C. С повышением температуры нагрева скорость релаксации напряжений резко возрастает, и, следовательно, сокращается необходимая длительность отжига. Отжиг II рода связан с фазовой перекристаллизацией сплава, поэтому он наиболее полно снимает напряжения в отливках и одновременно исправляет крупнозернистую зернистую структуру в сталях и некоторых сплавах.
Крупногабаритные чугунные отливки (базовые детали станков и т.п.) для частичного снятия остаточных напряжений и предотвращения коробления иногда подвергаются длительному вылеживаю с течение нескольких месяцев при температуре окружающей среды. Этот процесс обычно называют естественным старением, что не соответствует технологии, принятой в металловедении.
Борьба с горячими трещинами
большей частью осуществляется технологическим путем (увеличением податливости форм, изменением конструкции отливки и т.д.), так как марка сплава обусловлена технологическими условиями и не может произвольно изменяться. Однако нельзя недооценивать роль структуры и свойств сплава. Незначительные изменения химического состава (в пределах допуска), снижение содержания вредных примесей, введение небольших технологических добавок, модифицирование – все это может значительно увеличить трещиноустойчивость сплава и резко снизить брак по горячи трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования.
70. Трещины горячие и холодные. Процесс образования горячих трещин в отливках.
В зависимости от температурных условий образования трещины подразделяются на горячие и холодные. Горячие трещины обычно имеют усадочное происхождение и возникают в интервале температур затвердевания сплава. Они проходят по границам макрозерна и имеют неровную окисленную поверхность, на которой иногда видны дендри-ты. В крупных дендритах горячие трещины могут образовываться по периферии дендритных ячеек. Холодные трещины возникают вследствие высоких внутренних напряжений в отливке. Они обычно имеют гладкую светлую или зернистую поверхность с цветами побежалости.
Зарождение и развитие трещин в отливках определяются четырьмя группами факторов: 1) податливостью формы, а также ее тешюфизи-ческими свойствами и конструкцией; 2) конструкцией отливки (наличием тепловых узлов и сочетанием различных сечений, способом подвода металла и т.д.); 3) условиями формирования отливки, определяющими последовательность затвердевания ее частей, а также возможность получения заданной макро- и микроструктуры сплава; 4) усадочными, механическим и теплофизкческими свойствами, а также характером его кристаллизации. Технологические условия литья влияют путем изменения кинетики формирования отливки.
Наиболее характерны для отливок горячие трещины, кинетика образования которых изучалась А.А. Бочкаревым, Г.Т. Гудковым и их учениками. Было установлено, что горячие трещины зарождаются с момента перехода сплава в твердожидкое состояние при температуре ниже температуры образования твердого скелета 1СК и начала свободной линейной усадки, то есть в эффективном интервале затвердевания. Горячие трещины образуются вследствие торможения свободной усадки со стороны формы или стержней и локализации возникающей при этом деформации растяжения. Склонносгь сплавов к образованию трещин связана с шириной температурного интервала кристаллизации. Формирование усадочных напряжений аус происходит в период прохождения сплавом эффективного интервала затвердевания, причем максимум сгус соответствует максимуму А13агВ3*- В то же время из-за образования жидких прослоек по границам зерен запас пластичности \|/ в этих сплавах минимален (рис. 5.30). В связи с этим сплавы склонны к образованию горячих трещин и имеют минимальную трещиноустойчивость.
В системах с небольшой растворимостью в твердом состоянии сплавы с минимальной трещиноустойчивостью имеют концентрацию вблизи Ср, в системах со значительной растворимостью набольшее количество трещин отмечается в сплавах с концентрацией меньше Ср, то есть соответствует точке С’р. В чистых металлах и узкоинтервальных сплавах с большим количеством эвтектики развивается последовательная кристаллизация, дендриты не разделяются прослойками жидкой фазы, трещиноустойчивость имеет максимальные значения. Развитие горячих трещин зависит также от макро- и микро структуры сплавов. Наибольшей трещиноустойчивостью обладает равномерная мелкозернистая макро- и микроструктура, значительно меньшей — крупнозернистая равновесная структура
Борьба с горячими трещинами большей частью осуществляется технологическим путем (увеличением податливости форм, изменением конструкции отливки и т.д.), так как марка сплава обусловлена технологическими условиями и не может произвольно изменяться. Однако нельзя недооценивать роль структуры и свойств сплава. Незначительные изменения химического состава (в пределах допуска), снижение содержания вредных примесей, введение небольших технологических добавок, модифицирование — все это может значительно увеличить тре-щиноустойчивость сплава и резко снизить брак по горячим трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования.
Рис 5.30. Изменение
усадочных
свойств
сплавов
в эвтектической системе; бусус
— усадочные напряжения;
Е
—
деформация; Ф — запас
пластичности; n —
склонность к образованию горячих трещин
Трещины представляют собой частичное или полное разрушение сечения отливки, вызванное достижением предела прочности сплава растягивающими напряжениями, развивающимися в результате противодействия тех или иных сил усадке в твердом состоянии.
Горячие трещины имеют черную окисленную поверхность и значительное расхождение между краями; они образуются вблизи температур кристаллизации, когда в средней части отливки имеется жидкий металл. Холодные трещины имеют блестящую поверхность, обычно с цветами побежалости и незначительным расхождением между краями; они образуются при низких температурах (ниже 700° С для стали и чугуна) после полного затвердевания отливок.
Зарождение и развитие трещин в отливках определяются четырьмя группами факторов: 1) податливостью формы, а также ее тешюфизи-ческими свойствами и конструкцией; 2) конструкцией отливки (наличием тепловых узлов и сочетанием различных сечений, способом подвода металла и т.д.); 3) условиями формирования отливки, определяющими последовательность затвердевания ее частей, а также возможность получения заданной макро- и микроструктуры сплава; 4) усадочными, механическим и теплофизкческими свойствами, а также характером его кристаллизации. Технологические условия литья влияют путем изменения кинетики формирования отливки.
Борьба с горячими трещинами большей частью осуществляется технологическим путем
1) увеличение податливости формы за счет применения податливых формовочных смесей (например, введения в них древесных опилок) и создания полостей в тех частях формы, которые располагаются между выступающими частями отливок;
2) упрочнение слабых мест в отливках. Это может достигаться, во-первых, путем установки холодильников, во-вторых, установки ребер жесткости, в-третьих, создания плавных переходов в сопряжениях;
3) устранение выступающих частей в отливках путем изменения конструкции детали или расчленение их на более простые узлы с последующей сваркой (может применяться лишь как крайняя мера);
4) снижение температуры и скорости заливки, если это не вызывает других дефектов в отливке. Ослабление местных разогревов за счет выбора рациональной конструкции литниковых систем;
5) снижение содержания в сплаве примесей, способствующих развитию интервала хрупкости, например, в железных сплавах к таким примесям относятся сера, фосфор, водород.
6) введение небольших технологических добавок, модифицирование — все это может значительно увеличить трещиноустойчивость сплава и резко снизить брак по горячим трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования
69. Факторы, влияющие на возникновение напряжений и трещин в отливках. Механизм образования этих дефектов. Мероприятия по их предупреждению или устранению
Внутренние напряжения возникают вследствие усадки сплава и действия сил, препятствующих усадке (или уменьшению размеров). В зависимости от сил, препятствующих сокращению размеров отливки (или ее элементов), напряжения условно подразделяются на следующие виды:
— усадочные, когда торможение усадке обусловлено внешними силами (сопротивление формы, стрежней, оснастки и т.д.);
— термические, вызываемые неоднородным охлаждением и, следовательно, смещением усадки во времени различных элементов отливки;
— фазовые, возникающие в отливке в результате протекания фазовых превращений, сопровождающихся изменением объема.
Трещины представляют собой частичное или полное разрушение сечения отливки, вызванное достижением предела прочности сплава растягивающими напряжениями, развивающимися в результате противодействия тех или иных сил усадке в твердом состоянии. Трещины принято делить на горячие и холодные.
Холодные возникают в хрупких сплавах при быстром охлаждении или ударах. Меры: установка холодильников на толстых сечениях, прямой подвод металла к отливке, более внимательное отношение или изменение метода выбивки, очистки, обрубки отливок.
На возможность образования трещин в отливках оказывают влияние следующие факторы:
1) усадка сплава в твердом состоянии; 2) механические свойства (прочность, пластичность и упру гость) сплава при высоких температурах; 3) особенности затвердевания, в наибольшей степени образование («слабых мест» в твердой корке); 4) податливость формы, т.е. сопротивление усадке отливки.
Горячая трещина образуется тогда, когда усадочная деформация превзойдет допустимую деформацию в интервале хрупкости. Если интервал хрупкости захватывает широкую область температур и соответствует низким величинам относительного удлинения, но усадка в этом интервале мала, а тем более, если при этих температурах происходит предусадочное расширение, трещина не образуется. С другой стороны, предотвратить образование трещины может быстрый рост прочности при понижении температуры. Если усадочные напряжения не достигнут предела прочности за весь период охлаждения корочки, возникающей на отливке в начальной стадии затвердевания, горячая трещина уже не образуется. Напряжения в твердой корке, усадка которой тормозится, достигнут максимума в том месте, где корочка имеет минимальную толщину. Такие «слабые места» возникают во входящих углах сопряжений; в них обычно и образуются трещины.
Для снятия напряжений
обычно используют термическую обработку различных видов. При отжиге I рода температура нагрева не связана с температурой фазовых превращений. Отжиг стальных и чугунных отливок обычно производится при температуре 450-650 ˚C в течение 2-10 ч. Отливки из алюминиевых сплавов отжигают при 250-350 ˚C. С повышением температуры нагрева скорость релаксации напряжений резко возрастает, и, следовательно, сокращается необходимая длительность отжига. Отжиг II рода связан с фазовой перекристаллизацией сплава, поэтому он наиболее полно снимает напряжения в отливках и одновременно исправляет крупнозернистую зернистую структуру в сталях и некоторых сплавах.
Крупногабаритные чугунные отливки (базовые детали станков и т.п.) для частичного снятия остаточных напряжений и предотвращения коробления иногда подвергаются длительному вылеживаю с течение нескольких месяцев при температуре окружающей среды. Этот процесс обычно называют естественным старением, что не соответствует технологии, принятой в металловедении.
Борьба с горячими трещинами
большей частью осуществляется технологическим путем (увеличением податливости форм, изменением конструкции отливки и т.д.), так как марка сплава обусловлена технологическими условиями и не может произвольно изменяться. Однако нельзя недооценивать роль структуры и свойств сплава. Незначительные изменения химического состава (в пределах допуска), снижение содержания вредных примесей, введение небольших технологических добавок, модифицирование – все это может значительно увеличить трещиноустойчивость сплава и резко снизить брак по горячи трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования.
70. Трещины горячие и холодные. Процесс образования горячих трещин в отливках.
В зависимости от температурных условий образования трещины подразделяются на горячие и холодные. Горячие трещины обычно имеют усадочное происхождение и возникают в интервале температур затвердевания сплава. Они проходят по границам макрозерна и имеют неровную окисленную поверхность, на которой иногда видны дендри-ты. В крупных дендритах горячие трещины могут образовываться по периферии дендритных ячеек. Холодные трещины возникают вследствие высоких внутренних напряжений в отливке. Они обычно имеют гладкую светлую или зернистую поверхность с цветами побежалости.
Зарождение и развитие трещин в отливках определяются четырьмя группами факторов: 1) податливостью формы, а также ее тешюфизи-ческими свойствами и конструкцией; 2) конструкцией отливки (наличием тепловых узлов и сочетанием различных сечений, способом подвода металла и т.д.); 3) условиями формирования отливки, определяющими последовательность затвердевания ее частей, а также возможность получения заданной макро- и микроструктуры сплава; 4) усадочными, механическим и теплофизкческими свойствами, а также характером его кристаллизации. Технологические условия литья влияют путем изменения кинетики формирования отливки.
Наиболее характерны для отливок горячие трещины, кинетика образования которых изучалась А.А. Бочкаревым, Г.Т. Гудковым и их учениками. Было установлено, что горячие трещины зарождаются с момента перехода сплава в твердожидкое состояние при температуре ниже температуры образования твердого скелета 1СК и начала свободной линейной усадки, то есть в эффективном интервале затвердевания. Горячие трещины образуются вследствие торможения свободной усадки со стороны формы или стержней и локализации возникающей при этом деформации растяжения. Склонносгь сплавов к образованию трещин связана с шириной температурного интервала кристаллизации. Формирование усадочных напряжений аус происходит в период прохождения сплавом эффективного интервала затвердевания, причем максимум сгус соответствует максимуму А13агВ3*- В то же время из-за образования жидких прослоек по границам зерен запас пластичности \|/ в этих сплавах минимален (рис. 5.30). В связи с этим сплавы склонны к образованию горячих трещин и имеют минимальную трещиноустойчивость.
В системах с небольшой растворимостью в твердом состоянии сплавы с минимальной трещиноустойчивостью имеют концентрацию вблизи Ср, в системах со значительной растворимостью набольшее количество трещин отмечается в сплавах с концентрацией меньше Ср, то есть соответствует точке С’р. В чистых металлах и узкоинтервальных сплавах с большим количеством эвтектики развивается последовательная кристаллизация, дендриты не разделяются прослойками жидкой фазы, трещиноустойчивость имеет максимальные значения. Развитие горячих трещин зависит также от макро- и микро структуры сплавов. Наибольшей трещиноустойчивостью обладает равномерная мелкозернистая макро- и микроструктура, значительно меньшей — крупнозернистая равновесная структура
Борьба с горячими трещинами большей частью осуществляется технологическим путем (увеличением податливости форм, изменением конструкции отливки и т.д.), так как марка сплава обусловлена технологическими условиями и не может произвольно изменяться. Однако нельзя недооценивать роль структуры и свойств сплава. Незначительные изменения химического состава (в пределах допуска), снижение содержания вредных примесей, введение небольших технологических добавок, модифицирование — все это может значительно увеличить тре-щиноустойчивость сплава и резко снизить брак по горячим трещинам без изменения технологии изготовления формы и конструкции отливки или тепловых условий ее формирования.
Рис 5.30. Изменение
усадочных
свойств
сплавов
в эвтектической системе; бусус
— усадочные напряжения;
Е
—
деформация; Ф — запас
пластичности; n —
склонность к образованию горячих трещин
Кристаллизация
Кристаллизацией называется процесс, состоящий в образовании кристаллов. Это происходит при переходе металла из состояния жидкого в твердое. Именно это и происходит при сварке металлических изделий.
Этот процесс в сварном шве приводит к деформированию металлов и образованию трещин. Какие виды трещин образуются при кристаллизации сварного шва? Горячие, которые имеют второе название кристаллизационные, могут появиться в металлическом шве на последней стадии кристаллизации. При этом температура близка к солидусу, когда происходит исчезновение последних капель жидкого металла.
Виды и способы предотвращения горячих трещин при сварке
В процессе осуществления любой деятельности или производства изделия существует вероятность появления дефектов. Они могут появляться по причине нарушения технологии работы на любом этапе. Одни из самых распространенных дефектов – это горячие трещины при сварке. Нормативными актами установлены стандарты наличия тех или иных дефектов в готовом изделии. Для сварочного процесса также существует ГОСТы, устанавливающие нормативы работы, в том числе и сварочные дефекты. Они подразделяются на несколько групп:
- горячие и холодные трещины при сварке
- Подрезы
- Непровар кромки, корня
- Наплывы
- Полости (газовые полости, свищи)
- Поры
- Твердые включения
- Несплавления
- Нарушения формы соединения
- Брызги металла
- Случайная дуга
Любой сварочный процесс должен осуществляться строго по правилам и нормативам. Любой дефект является последствием нарушения этих правил. Бывают трещины большого размера, которые видно невооруженным глазом. А бывают микротрещины, которые заметны только при пятидесятикратном увеличении. Несмотря на их маленький размер, они также опасны, как и большие.
Трещины подразделяются на горячие и холодные в зависимости от температуры сварки. Если шов варился при температуре более тысячи градусов,то они будут называться горячими. Если температура варки была ниже – холодными.
И холодные, и горячие трещины являются неустранимыми дефектами. При их наличии изделие будет считаться браком и не подлежит эксплуатации.
Способы предотвращения их появления
Чтобы в процессе работы либо после остывания не появлялись ни горячие, ни холодные трещины, нужно предпринимать определенные действия:
- Обеспечить не жесткую фиксацию элементов при работе.
- Выбрать правильный размер шва в зависимости от толщины стенки трубы. В случае, если область соединения имеет слишком маленький размер по отношению к толщине изделия, то вероятность появления трещин очень высока.
- Выбрать нужный режим сварки для конкретного вида материала, учитывая все нюансы и особенности.
- Варить строго в соответствии с установленными нормативами, в том числе и соблюдая угол наклона наконечника.
- Все детали перед сваркой должны быть надлежащим образом подготовлены.
- Выбрать электроды, соответствующие типу и температуре сварки, не приобретать дешевые электроды.
- Не допускать перегрев, используя силу сварного тока выше рекомендуемого для конкретного вида сварки.
Таким образом, чтобы избежать появления дефектов в виде напряжений и трещин нужно:
- Принимать во внимание все особенности работы с конкретным металлом.
- Увеличить ширину соединения при значительной толщине изделия.
- Не допускать появление узких валиков.
- Выполнять сплошные швы.
Ликвидация трещин
Нормативные документы содержат информацию о наиболее эффективных мерах предупреждения и ликвидации брака в сварочных работах, в том числе и разного рода трещинах. Основным способом исправления трещин является их заваривание. Перед устранением дефекта следует выполнить подготовительные работы.
Сначала нужно осмотреть изъян, чтобы точно определить его начало и окончание. Края трещин высверливают, а если сделать это не представляется возможным, то прижигают. Сначала реставрируемую область можно несколько подогреть. Если трещина слишком большая и ее длина составляет 30 и более сантиметров, то заварить ее следует обратноступенчатым способом.
Причины образования холодных трещин при сварке
В качестве распространенных причин образования можно выделить три основные фактора:
- В зоне термического влияния или непосредственно в самом шве микроструктура металла должна быть сильно чувствительной к воздействию водорода. Такой восприимчивостью обладает мартенситная структура. Она образуется при сварке сталей повышенной прочности.
- В зоне, где имеется термическое влияние, должен образовываться диффузный водород, который может проникать в околошовную зону на шве.
- В зоне термического влияния также должно присутствовать растягивающее напряжение.
Таким образом, основная причина появления трещин – это водород. Он может попадать в шов из флюса, который покрывает электрод. Даже при использовании газовой сварки он может проникать в металл из защитных газов, неубранных загрязнений на сварочной проволоке и так далее. Активным источником этого элемента может стать ржавчина, но электродное покрытие в любое случае дает больше всего примеси.
Причины образования горячих трещин
Виды горячих трещин
Возникновение горячих разрушений обусловлено внешними и внутренними факторами. Основная причина — разделение элементов и окислившихся их частей. Изначально они не входят в состав материала.
Окислы появляются при использовании дополнительных примесей. Элементы, которые сегрегируют, становятся причиной горячих дефектов не только тогда, когда плавятся.
Они образуют тонкую пленку, которая уменьшает прочность на границе. Внутренние причины горячих трещин — отдельные свойства присадочных материалов.
Кроме этого возникновению горячих трещин способствует присутствие жидких прослоек или лишних примесей в металле, который вы свариваете.
Использование элементов из вольфрама, ванадия и титана усложняет сварку и нарушает химические связи внутри конструкции. Проблемы вызывают и нарушения целостности детали при её укорочении.
Если жёстко зафиксировать деталь при работе, она будет остывать неравномерно и может «покрыться» горячими коррозиями.
примеры горячих дефектов
Деформации с большей вероятностью появляются, когда металл становится жидким. Когда он в таком состоянии, его атомы массово перемещаются, а вместе с ними в металл переходят и грязевые частички из внешней среды.
А, пока металл остывает, в нём возникает лишнее напряжение. Такое происходит, когда шов «сел» неравномерно. Это основа возникновения именно поперечных горячих разломов.
Чтобы предотвратить эти проблемы нужно «следить» за металлом, пока он находится в расплавленном состоянии и создать условия для его раскисления. Желательно подобрать аналог сере, которая создает плёнки, это может быть, например, марганец.
Если всё-таки вы выбрали серу, следите за тем, чтобы она проходила слева от перитектической точки. Так выделится вещество, которое лучше ее растворит и исключит появления горячей деформации.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные — представляют собой непрерывные углубления, расположенные на внешней части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются из-за усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сварке угловых швов или за неточного ведения электрода. В этом случае одна из кромок проплавляя более глубоко, что приводит к стекания металла на находящийся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. при сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двусторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла обработки.
- Превышение выпуклостей стыковой или углового шва является избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплавить. Разновидность — местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваются поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натик образуется из металла сварного шва который оседает под действием силы тяжести. Натик образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточные соединения.
- При прожогам металл сварочной ванны следует, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостатка присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерное ширина сварного шва.
- Неровная поверхность — это неравномерность формы усиления шва по его длине.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась из-за усадки.
- Из-за возникновения пузырей в период затвердевания металла образуется пористость в корне шва.
- Восстановления. Этот дефект является местную неровность поверхности в зоне восстановления сварочного процесса.
Меры предосторожности
Чтобы во время или по окончании работы не образовывались горячие или холодные трещины, нужно запомнить несколько простых правил и придерживаться их.
Надёжная фиксация элементов при работе обеспечит равномерное распределение температуры в изделии.
Стоит учитывать и толщину стенки металлической детали и подбирать шов по ней: если шов будет слишком маленьким по отношению к детали, скорее всего, появятся проблемы.
Кроме шва подобрать режим сварки (от температуры до направленности электрического поля), угол наклона стержня.
Подготовьте детали и материалы перед работой. Детали нужно обработать термически, а электроды выбирать, учитывая тип сварки, материалом элементов и температурой.
Не стоит покупать дешевые электроды, это может повлиять на аккуратность и равномерность шва. Не допускайте перегрева или превышения силы тока для выбранного типа сварки.
Чтобы не спровоцировать появление горячей деформаций, нужно в первую очередь обратить внимание на инструкции к работе с конкретными сталями или сплавами.
Кроме этого, важно увеличивать или уменьшать ширину шва в соответствии с расширением или сужением сечения изделия. Швы должны быть цельными.
Типы
Не важно, какой термический режим вы выбирали, сваривая элементы. Трещины будут иметь свои особенности в зависимости от положения, например, радиального или продольного.
Горячие — это деструкции между кристаллами металла сварочного шва. Это может касаться и зоны в 10-15 сантиметров около шва, на которую тоже воздействует температура аппарата.
Обычно горячие трещины выглядят как надрез или неравномерный шов и появляются уже тогда, когда соединение остывает после варки. Сам шов с такой трещиной будет темным и кривым.
Если вы сваривали элементы, используя температуру до двухсот градусов, появляются трещины холодные. Такие нарушения — это единичные деструкции, которые также возникают уже на остывшем металле.
На месте перелома они светлые, а возникают около шва. С холодными трещинами вы столкнётесь при использовании дугового типа сварки для элементов из плотного металла с большой площадью поперечного разреза.