Начинающие сварщики нередко сталкиваются с большим количеством шлака при сварке металлов. Например, из-за нехватки опыта, во время сварки инвертором, шлак начинает идти впереди дуги, подтекает в сварочную ванну, так и застывая в ней. Из-за этого сварочный шов выглядит некрасиво, он как бы «рыхлый», на нем виднеются крупные поры, и, другие дефекты.
Как варить без шлака и красивые швы? Наверное, это самый первый вопрос начинающих сварщиков. Все хотят варить такие швы, как на «картинке», забывая о том, что мастерство приходит с опытом. В этой статье я хотел бы поделиться с читателем информацией о том, почему при сварке возникает много шлаковых включений, и как от них избавиться — раз и навсегда.
Основное покрытие электродов — характеристики
Любое электродное покрытие представляет из себя смесь измельчённых компонентов и связующего вещества. Порошкообразная смесь наносится на металлический стержень и служит для защиты от различных факторов внешнего воздействия.
Основное покрытие обозначается буквой «Б». Производится такая смесь из карбонатов кальция и магния. К ним относятся такие элементы, как мрамор, магнезит, доломит. В качестве разбавителя шлака к перечисленным минералам добавляют также плавиковый шпат (CaF2). Поэтому их также называют электроды с фтористо-кальциевым покрытием.
Характеристики:
- Газозащитная среда, которая образуется в процессе сварки, почти полностью состоит из CO и CO2.
- Низкое содержание водорода позволяет формировать прочные швы без риска появления трещин.
- Низкое содержание кислорода и различных примесей (например, серы и фосфора) в металле шва.
- Работу в большинстве случаев следует вести на постоянном токе. Наличие пластикового шпата в составе покрытия ухудшает работу электродов с переменным током. Поэтому чаще всего нужен постоянный ток обратной полярности.
Применение
Электроды с основным покрытием отлично подходят для использования в следующих случаях:
- сварка спокойных сталей с высоким содержанием серы;
- сталей с повышенным содержанием серы, углерода, фосфора;
- сварка закаливающихся сталей, в которых могут формироваться холодные трещины;
- при сварке низколегированных и высоколегированных сталей, которые используются при больших нагрузках и высоких температурах;
- если нужно сварить детали большой толщины;
- при сварке жестких конструкций.
Значение маркировки
Обозначение электродов на упаковке стандартизировано для всех производителей.
Показателей много, поэтому нужно разобраться хотя бы с основными из них:
- Первым проставляется тип стержня. Буква Э означает предназначенные для ручной сварки с помощью дуги, А – пластичность шва, а цифра – предел механической прочности.
- Далее печатают марку электрода. Это название предписывается ГОСТом или патентуется производителем самостоятельно.
- Диаметр стержня указывается в мм.
- Назначение маркируется заглавными литерами У, Л, Т, В, Н.
- Толщина покрытия (обмазки) -толстое Д, тонкое М, среднее С, максимальное Г.
- Групповой индекс включает показатели стойкости шва к коррозии, его жаропрочность, максимальную рабочую температуру и прочие характеристики для специалистов
- Химический состав обозначен буквами по названию основного элемента и их комбинаций.
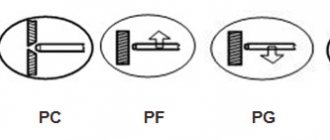
- Положение, в котором надо работать с электродом, имеет 3 варианта. Вертикальное указано цифрой 2, универсальное – 1, горизонтальное в вертикальной плоскости – 3, для сварки нижних углов – 4. Это международный стандарт маркировки.
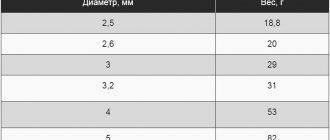
Рекомендуем к прочтению Стандартный вес упаковки электродов
Плюсы и минусы
При сравнении основного покрытия электродов с другими видами можно выделить как преимущества, так и недостатки этого вида.
К преимуществам относится:
- Высокий показатель пластичности и ударной вязкости.
- Низкое содержание газов и различных примесей в металле шва.
- Стойкость к образованию горячих трещин.
- Высокое сопротивление сероводородному растрескиванию. Идеально подходят для сварки трубопроводов, по которым проходят сероводородные соединения.
- Надёжно сваривают ответственные конструкции.
- Удобно выполнять швы любого пространственного положения.
- Малая окислительная способность. Улучшается процесс раскисления и легирования металла.
Из недостатков можно выделить:
- Повышенная чувствительность к влаге. Электроды с таким покрытием нужно хранить в сухом месте.
- Сварочная дуга может гореть нестабильно, если используется переменный ток.
- Удлинение дуги при сварке часто приводит к появлению пор в шве.
- Если покрытие увлажнено, в наплавленном металле повышается содержание водорода. Это также может привести к образованию пор.
- Нужно прокаливать электроды непосредственно перед сваркой, так как оптимальный уровень влажности покрытия должен составлять 0,3%.
- Если на поверхности свариваемых конструкций есть ржавчина, это тоже часто становится причиной появления пор в шве.
[ads-pc-2][ads-mob-2]
Состав и свойства электродов
Самое важное свойство в разделении сварных расходников по типу сварки, для которого они пригодны. Необходимо рассматривать самые широко используемые из них.
Для точечной сварки
При таком способе соединения в качестве шва выступает точка размером с диаметром рабочей поверхности стержня. Чаще всего это металлический электрод с основой из меди, изготовленный в соответствии с ГОСТом-14111-90. Окружность его изменяется от 10 до 40 мм.
Для выполнения работ необходимо точно подобрать его размер и тип рабочей поверхности:
- цилиндрический;
- конический;
- сферический или со скошенным рабочим концом;
- с переходным цилиндрическим участком;
- сплошной или составной.
Мастера иногда сами затачивают электрод, но при этом нужно удостовериться в соответствии инструмента предъявляемым требованиям и по мере необходимости выбраковывать неподходящие экземпляры.
Это происходит при увеличении рабочей зоны более чем на 20% от первоначального габарита.
Преимуществами подобного вида сварки стали:
- простота выполнения;
- эстетика сварочного пятна;
- высокая производительность;
- использование инверторов в процессе работы.
Недостатком считается низкая герметичность шва.
Для ручной дуговой
В этом случае следует рассматривать характеристики обмазки, которая применяется для стабилизации дуги во время выполнения операции. Каждая из классификаций сварочных электродов здесь предусматривает каждую особенность как материала свариваемых деталей, так и свойства покрытия, позволяющего выполнить наиболее качественный шов.
Среди электродов для дуговой сварки выделяются самые популярные:
- Легированные, с химическими добавками для улучшения эксплуатационных характеристик. У подобного инструмента в маркировке имеется буква Т.
- Если в названии стержня есть литера У, то в процессе производства использованы металлы с повышенным содержанием углерода. Подобные соединения увеличивают механическую прочность соединения на разрыв до 600 МПа.
- Популярны электроды из конструкционной стали, помечаемые знаком Н. Они предназначены для напайки металлов для усиления специализированных эксплуатационных качеств соединения.
Рекомендуем к прочтению Характеристики электродов ОЗС-12
Другие виды
Для ручной и электродуговой сварки существуют не только электроды в виде отдельных стержней.
В зависимости от потребностей и условий работы в качестве расходников можно применять:
- Сварочную проволоку из медного, алюминиевого сырья. Она изготавливается в соответствии с ГОСТом 2246-70, который допускает 77 разновидностей сердечников – низкоуглеродистых, низко- и высоколегированных, цветных металлов. Толщина стержня составляет 0,3-12,0 мм в случае ручного применения, до 3 мм для полуавтоматов и 2,5 мм для автоматической сварки. Для наплавочных работ есть более толстые виды проволоки. Для прочности и чистоты шва, повышения устойчивости горения дуги и уменьшения разбрызгивания окалины рекомендуется использовать омедненные типы изделий.
- Следующая разновидность материала для сварки – порошковая, флюсовая или самозащитная проволока. Ее используют в полуавтоматических аппаратах в виде металлической оболочки с наполнением из ферросплавов, минералов, химикатов, рудных пород. Этот компонент предназначен для защиты стыка из железа от окисления, легирования, раскисления соединения и стабилизации дуги. С помощью этой технологии появилась возможности отказаться от применения газовых баллонов.
Лучшие электроды с основным покрытием: марки
Kobelco LB-52U
Производятся на дочернем предприятии крупнейшего японского металлургического концерна Kobe Steel. Предназначены для сварки ответственных конструкций из сталей с низким содержанием углерода. Широко применяются в случаях, где невозможно реализовать двустороннюю проварку. Отлично подходят для сварки трубопроводов.
После сварки этими электродами остаётся минимальное количество остаточных шлаков. Шов равномерный, имеет высокую пластичность, нет трещин или зазоров. Узнать больше про LB-52U.
ВАЖНО! Электроды имеют высокую чувствительность к влаге. Перед использованием их необходимо прокаливать при температуре до 300оС. В противном случае электрод может плохо гореть, и, соответственно, качество шва ощутимо понижается.
ОЗЛ-8
Используются при работе с видами стали, содержащими хром и никель. Обеспечивают прочный шов, стойкий к коррозийному воздействию. Идеально подходят для сварки высоконагруженных узлов. При остывании шов сохраняет прочность и не растрескивается. Однако нельзя допускать резкого охлаждения шва, так как это способствует быстрой кристаллизации и образованию трещин.
Среди преимуществ этой марки:
- доступная цена (по сравнению с другими электродами этого класса);
- лёгкость ведения шва.
УОНИ 13/55
Одни из лучших для сварки ответственных конструкций. Лучше всего подходят для работы с углеродистой сталью. Преимущества:
- Особый материал обмазки, в расплавленном виде напоминающий смолу, исключает возможность образования шлаковых язв. Все шлаки эффективно выводятся из шва.
- Шов высокой прочности, стойкий к знакопеременным нагрузкам.
ОСОБЕННОСТИ: Использование электродов УОНИ требует наличия определённого опыта у сварщика. Из-за особенностей обмазки их трудно разжечь. При небольшом перерыве в работе расплавленное покрытие моментально «схватывается» на кончике, поэтому электрод придётся зачищать.
ESAB OK 61.30
Производятся в Швеции (узнать больше о производителе и его электродах). Отлично подходят для сварки нержавеющей стали следующих марок:
- 304L;
- 308L;
- 03X18H9;
- 06X18H11.
[ads-pc-4][ads-mob-4]
УОНИ 13/55 и ЛБ – 52U
Расходники УОНИ 13/55 и ЛБ-52U являются по сути, в контексте нашей статьи, не абсолютно полными, но аналогами, так как помимо общей применяемости для сварки углеродистых и низколегированных сталей, имеют близкие сварочные характеристики, обусловленные схожестью материала обмазки, относящегося к основному покрытию. Некоторые отличия имеют место в связи с различиями технологии производства российских и японских производителей.
Сварка электродами с основным покрытием
При использовании электродов с основным покрытием для сварки нужно учитывать несколько нюансов:
- Нельзя удлинять сварочную дугу. В таком случае металл насыщается азотом, что значительно снижает прочность шва. Может привести к появлению трещин.
- Рабочая поверхность должна быть полностью сухой. Иначе могут образоваться поры в шве.
- Необходимо соблюдать обязательные требования по хранению электродов. Хранить только в сухом месте при температуре не ниже 15оС. Некоторые производители упаковывают электроды в вакуумные упаковки. Это значительно продлевает их срок хранения без необходимости повторной прокалки.
Как можно отличить шлак от металла
Но именно с этим у начинающих сварщиков чаще всего и возникают проблемы, поскольку они не могут правильно отличить шлак от металла при сварке.
Чтобы разобраться с этим вопросом, достаточно вникнуть в следующий нюанс:
- При разогревании металла электродом, в самом начале сварки, металл становится красным. Однако он сразу же темнеет и быстро застывает;
- Шлак застывает гораздо дольше. Поэтому когда металл уже потемнел, шлак ещё светлый. Также шлак немного выступает над самим металлом, который уже значительно потемнел.
Научившись отделать шлак от металла, вы сможете начать экспериментировать с положением электрода. Именно правильно подобранный угол движения электродным стержнем поможет выдуть шлак из сварочной ванны и не дать ему стечь обратно.
Никогда нельзя спешить сразу же после сварки отбивать шлак. Во-первых, это небезопасно, поскольку раскалённый шлак может залететь под одежду. Во-вторых, это вредит сварному соединению. Нужно немного подождать и только после этого можно будет сбить шлак молотком, чтобы затем посмотреть на качество полученного шва.